
小口径盘管室温拉伸试样的加工方法.pdf

永香****能手


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
小口径盘管室温拉伸试样的加工方法.pdf
本发明涉及一种小口径盘管室温拉伸试样的加工方法,它包括:从盘管上切取一段作为样管,在样管长度方向用记号笔标记A点与B点,A点与B点之间的样管作为待测段;对A点左侧以及B点右侧的样管进行矫直,使左右两段矫直段呈同轴设置,在矫直时必须扶持住另一端,确保待测段不变形;对左右两段矫直段进行切割,保留测试时所需的夹持长度;对样管按照GB/T228.1进行室温拉伸试验。本发明的方法通过将样管的端部矫直,避免了拉伸试样待测段(即非夹持部位)的变形,确保了结果的准确性;同时避免了试验失败及操作夹持困难的问题。
拉伸试样的加工方法及装置.pdf
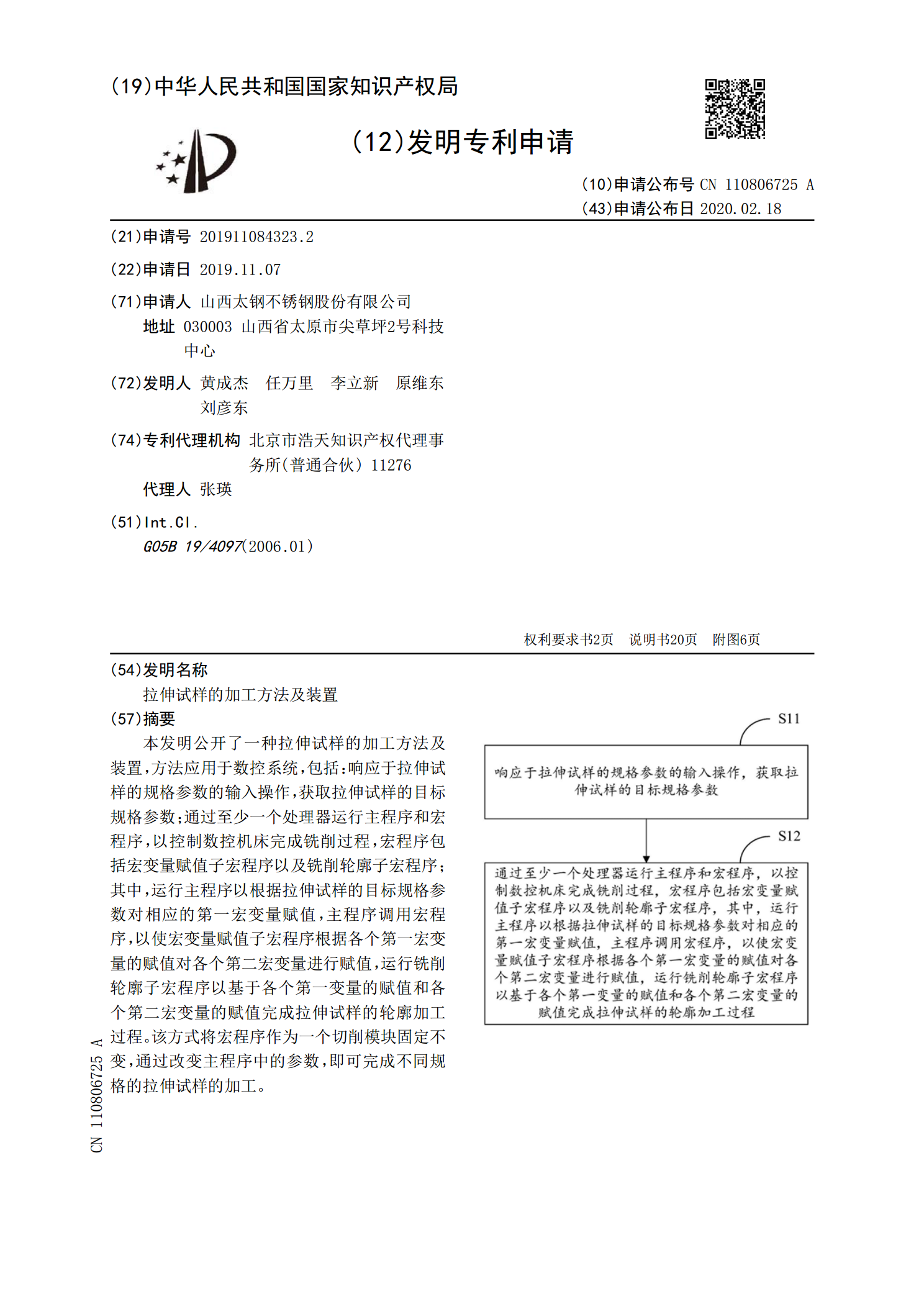
本发明公开了一种拉伸试样的加工方法及装置,方法应用于数控系统,包括:响应于拉伸试样的规格参数的输入操作,获取拉伸试样的目标规格参数;通过至少一个处理器运行主程序和宏程序,以控制数控机床完成铣削过程,宏程序包括宏变量赋值子宏程序以及铣削轮廓子宏程序;其中,运行主程序以根据拉伸试样的目标规格参数对相应的第一宏变量赋值,主程序调用宏程序,以使宏变量赋值子宏程序根据各个第一宏变量的赋值对各个第二宏变量进行赋值,运行铣削轮廓子宏程序以基于各个第一变量的赋值和各个第二宏变量的赋值完成拉伸试样的轮廓加工过程。该方式将宏

整管拉伸试样过渡部位工艺改进.docx
整管拉伸试样过渡部位工艺改进论文标题:整管拉伸试样过渡部位工艺改进摘要:整管拉伸试样过渡部位是决定材料力学性能的重要因素之一,对于保证材料实验数据的准确性和可靠性具有至关重要的作用。但是目前在整管拉伸试样过渡部位的加工和设计方面仍存在较大的问题,主要体现在过渡部位的圆周度不精确、尺寸不一致等方面。因此,本文从整管拉伸试样过渡部位的工艺改进角度出发,对过渡部位的圆周度和尺寸进行了探讨和改进,并通过对比实验得出了优化后的整管拉伸试样的测试数据,证明了工艺改进对试验数据准确性和可靠性的提升。关键词:整管拉伸试样
圆棒拉伸试样滚压加工装置.pdf
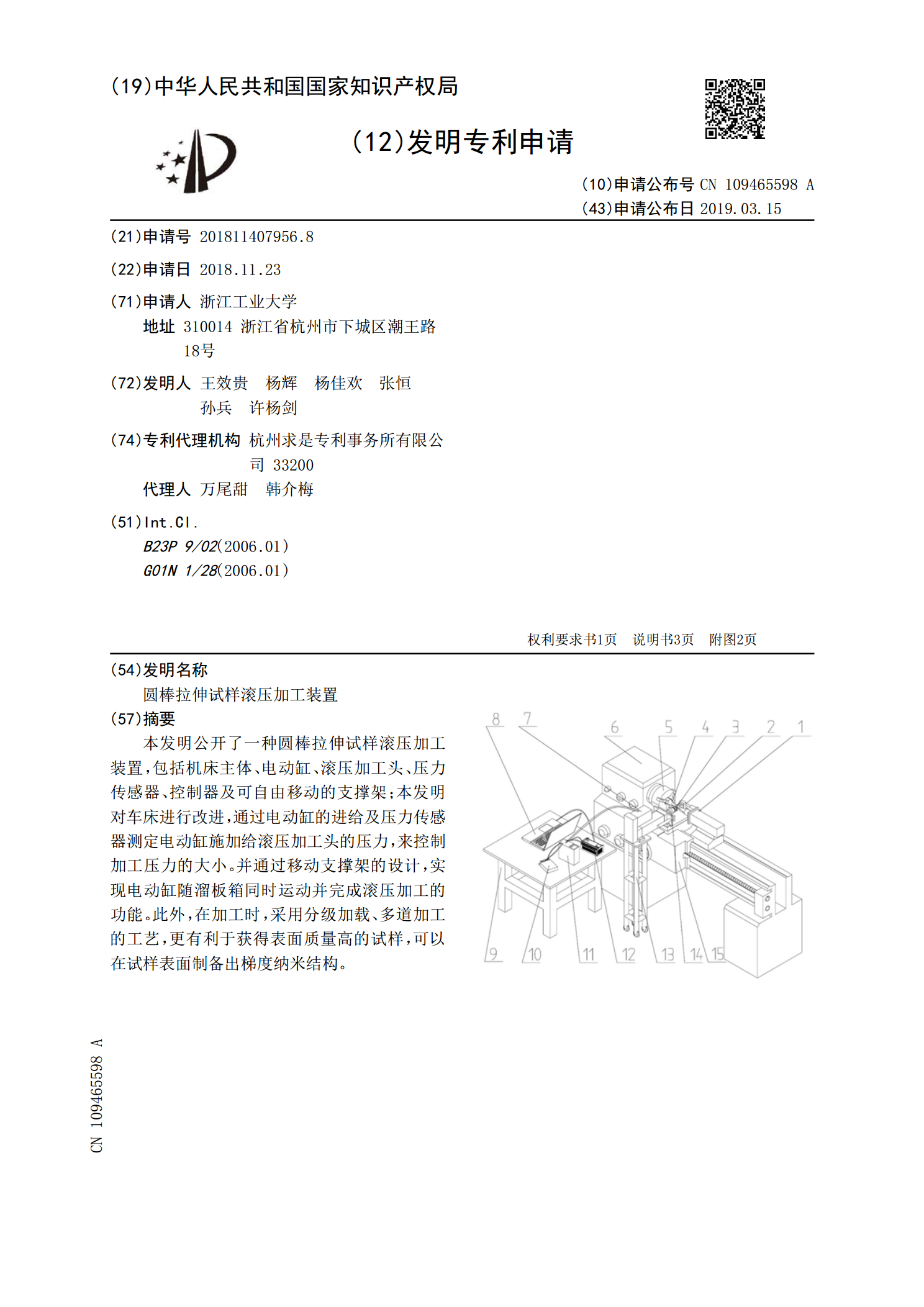
本发明公开了一种圆棒拉伸试样滚压加工装置,包括机床主体、电动缸、滚压加工头、压力传感器、控制器及可自由移动的支撑架;本发明对车床进行改进,通过电动缸的进给及压力传感器测定电动缸施加给滚压加工头的压力,来控制加工压力的大小。并通过移动支撑架的设计,实现电动缸随溜板箱同时运动并完成滚压加工的功能。此外,在加工时,采用分级加载、多道加工的工艺,更有利于获得表面质量高的试样,可以在试样表面制备出梯度纳米结构。

一种超长小口径钢管盘制装置及其盘管方法.pdf
本发明公开了一种超长小口径钢管盘制装置,包括有底座,底座上竖向设置有中心轴,中心轴的上部装配有转盘,转盘的中心设置有保护气通气管;底座上还设置有动力机构和钢管导向机构,动力机构包括有下端与底座相铰接的摆动支架、用于调节摆动支架倾斜度的调节器、电机以及由电机驱动的聚酯轮,调节器包括有调节手轮、穿置于调节手轮中心的调节杆以及弹簧,调节杆的内端与摆动支架相连接,弹簧套设于调节杆外,聚酯轮与所述转盘通过摩擦传递动力,钢管导向机构上设置有位置能够横移、升降的尼龙导向轮。其优点在于:结构简单,盘制方便、高效,且能够对