
粘合剂、其制造方法和铸造用砂型的制造方法.pdf

是你****松呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

粘合剂、其制造方法和铸造用砂型的制造方法.pdf
本发明提供粘合剂及其制造方法以及使用了该粘合剂的铸造用砂型的制造方法,所述粘合剂在通过对砂印刷粘合剂(粘结剂)的喷墨式的层叠造型法来制造铸造用砂型时,能够提供基于喷墨喷头的喷出性优异且处理性优异的固化前砂型。具体而言,提供一种粘合剂及其制造方法、铸造用砂型的制造方法,所述粘合剂是基于喷墨式的层叠造型法的铸造用砂型所使用的粘合剂,其包含:在碱性催化剂的存在下使醛类(A1)与酚类(P1)与1分子中具有2个以上酚羟基的化合物(N)发生反应或者使醛类(A1)与线型酚醛清漆型酚醛树脂(N1)发生反应而得到的、分散度

用机械加工方法制造砂型.docx
用机械加工方法制造砂型机械加工方法在制造砂型方面起着至关重要的作用。砂型是铸造中不可或缺的工具,用于制造金属铸件。机械加工方法通过使用机械设备和高精度工具,能够有效地制造出高质量的砂型,提高产品的精度和质量,减少生产成本和时间。首先,机械加工方法在制造砂型中的一个重要步骤是数控铣床加工。数控铣床具有高精度、高效率、稳定性好等特点,能够精确地切削出各种形状的砂型。通过设计好的程序,数控铣床能够自动进行切削操作,保证每个砂型的尺寸和形状的精度。相比于传统的手工加工方法,数控铣床不仅能够提高工作效率,还能够减少
用于通过铸造来制造单晶叶片的模具、装置和实现其的制造方法.pdf
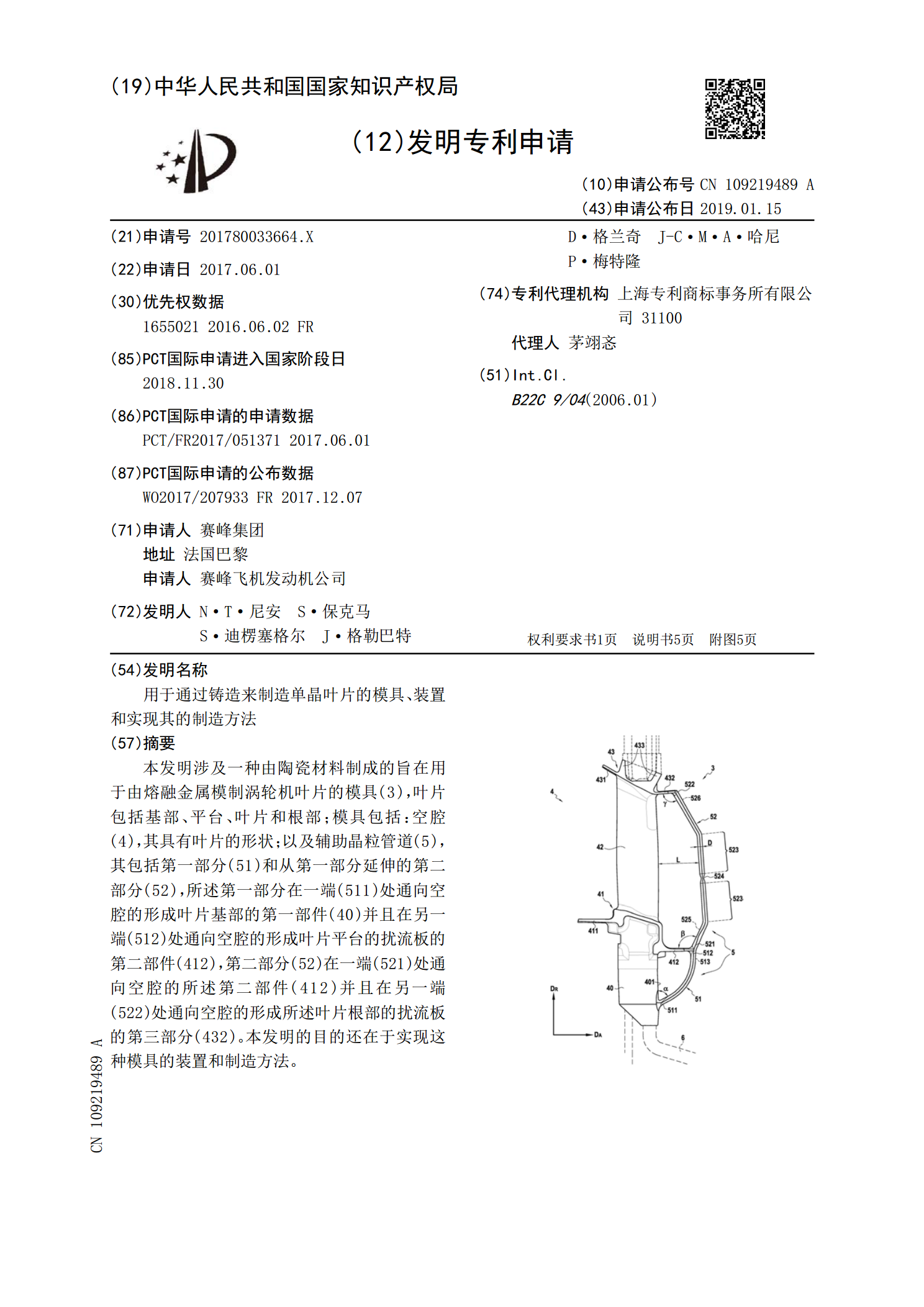
本发明涉及一种由陶瓷材料制成的旨在用于由熔融金属模制涡轮机叶片的模具(3),叶片包括基部、平台、叶片和根部;模具包括:空腔(4),其具有叶片的形状;以及辅助晶粒管道(5),其包括第一部分(51)和从第一部分延伸的第二部分(52),所述第一部分在一端(511)处通向空腔的形成叶片基部的第一部件(40)并且在另一端(512)处通向空腔的形成叶片平台的扰流板的第二部件(412),第二部分(52)在一端(521)处通向空腔的所述第二部件(412)并且在另一端(522)处通向空腔的形成所述叶片根部的扰流板的第三部分
钢水的铸造方法、连续铸造铸片的制造方法以及轴承用钢材的制造方法.pdf
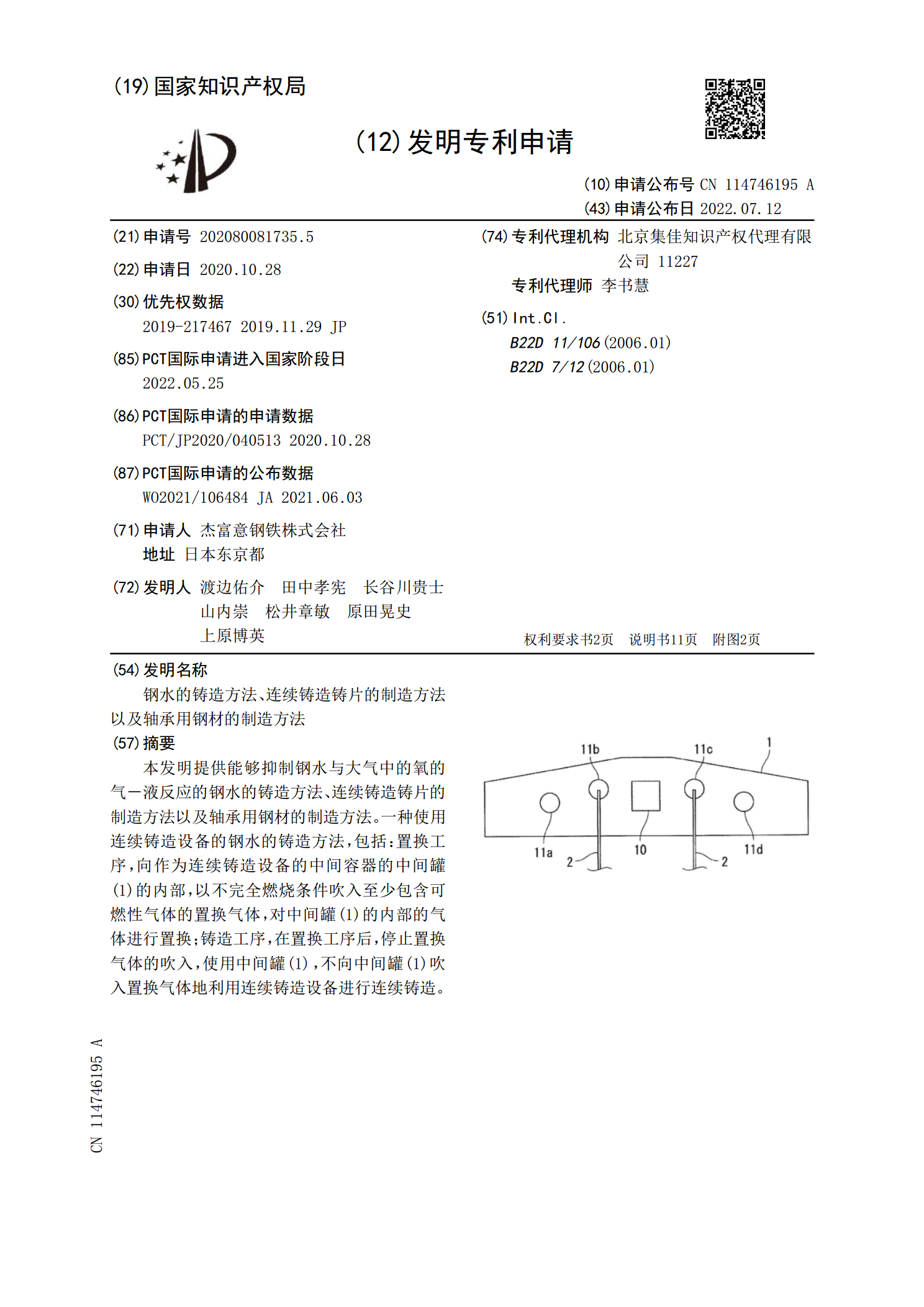
本发明提供能够抑制钢水与大气中的氧的气-液反应的钢水的铸造方法、连续铸造铸片的制造方法以及轴承用钢材的制造方法。一种使用连续铸造设备的钢水的铸造方法,包括:置换工序,向作为连续铸造设备的中间容器的中间罐(1)的内部,以不完全燃烧条件吹入至少包含可燃性气体的置换气体,对中间罐(1)的内部的气体进行置换;铸造工序,在置换工序后,停止置换气体的吹入,使用中间罐(1),不向中间罐(1)吹入置换气体地利用连续铸造设备进行连续铸造。

牙科用研磨坯料和其制造方法.pdf
本发明提供裂纹的产生少、机械强度和美观性优异的牙科用研磨坯料。本发明涉及牙科用研磨坯料,其包含无机填充材料和聚合物,在600℃下进行2小时灰化后的空隙率为25~35体积%。该牙科用研磨坯料中,无机填充材料包含无机填充材料(A)和无机填充材料(B),将无机填充材料(A)的平均一次粒径记作aμm、将无机填充材料(B)的平均一次粒径记作bμm时,优选满足以下的式(I)和(II),无机填充材料(A)的含量/无机填充材料(B)的含量(体积/体积)优选为5/95~50/50。0.12≤a≤0.70(I)3≤b/a