
一种电跳动转子轴的精加工方法.pdf

是你****平呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种电跳动转子轴的精加工方法.pdf
本发明涉及一种转子轴精加工后成品总长度达到≥3744mm,铁芯直径≥φ1000mm,成品重量≥6258kg,主要用于石油勘探设备、船用电机等高端产品应用领域,在原材料上采用电渣重熔锭,调整材料利用率为65%,锻造前锯除冒口与水口端,提高原材料的纯度。制定合理的锻造工艺,锻造采用两镦两拔成形工艺;制定合理的热处理工艺,以消除应力和细化晶粒,根据强度等级要求,编制最终热处理工艺,使产品机械性能符合使用要求;在粗加工留单边1.5mm余量后增加180℃低温消应热处理,去除切削机加工应力。机加工方面采用粗加工—半精

一种降低轴类工件电跳动值的方法.pdf
本发明公开了一降低轴类工件电跳动值的方法,通过激光熔覆增材制造的方法,在圆轴上熔覆一层金属粉末,所述金属粉末由铁基粉末、钴基粉末的至少一种组成。针对现有技术的不足,提供降低工件电跳动值的方法,选取成分合适的金属粉末,通过激光熔覆技术,在轴类工件上得到一层致密均匀并且和基材为冶金结合的熔覆层,在经过机械加工得到表面粗糙度优异的表面并保留一定厚度的熔覆层后,熔覆层区域的电跳动性能可以得到极大的提升,且不影响轴类工件本身的力学性能。
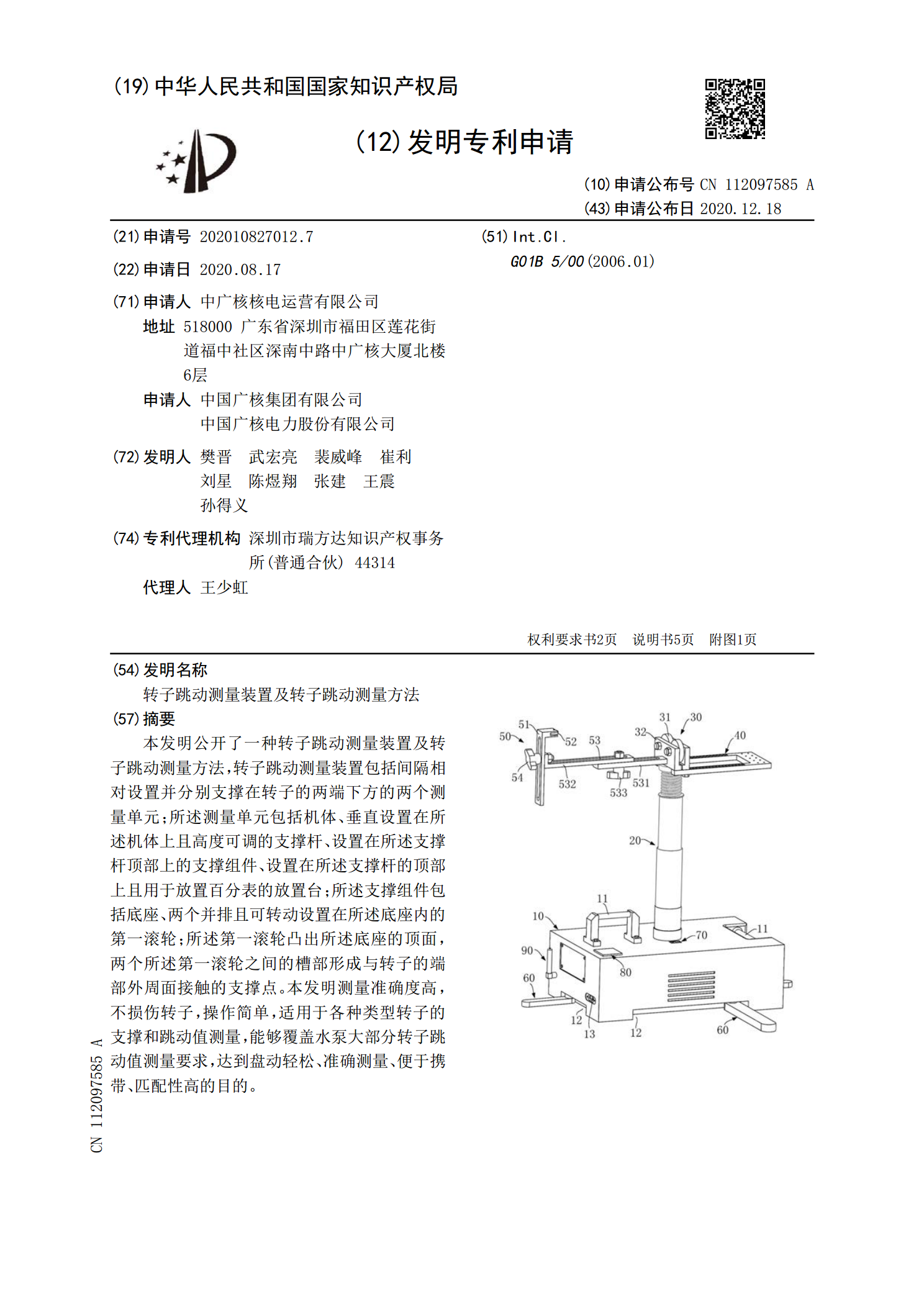
转子跳动测量装置及转子跳动测量方法.pdf
本发明公开了一种转子跳动测量装置及转子跳动测量方法,转子跳动测量装置包括间隔相对设置并分别支撑在转子的两端下方的两个测量单元;所述测量单元包括机体、垂直设置在所述机体上且高度可调的支撑杆、设置在所述支撑杆顶部上的支撑组件、设置在所述支撑杆的顶部上且用于放置百分表的放置台;所述支撑组件包括底座、两个并排且可转动设置在所述底座内的第一滚轮;所述第一滚轮凸出所述底座的顶面,两个所述第一滚轮之间的槽部形成与转子的端部外周面接触的支撑点。本发明测量准确度高,不损伤转子,操作简单,适用于各种类型转子的支撑和跳动值测量
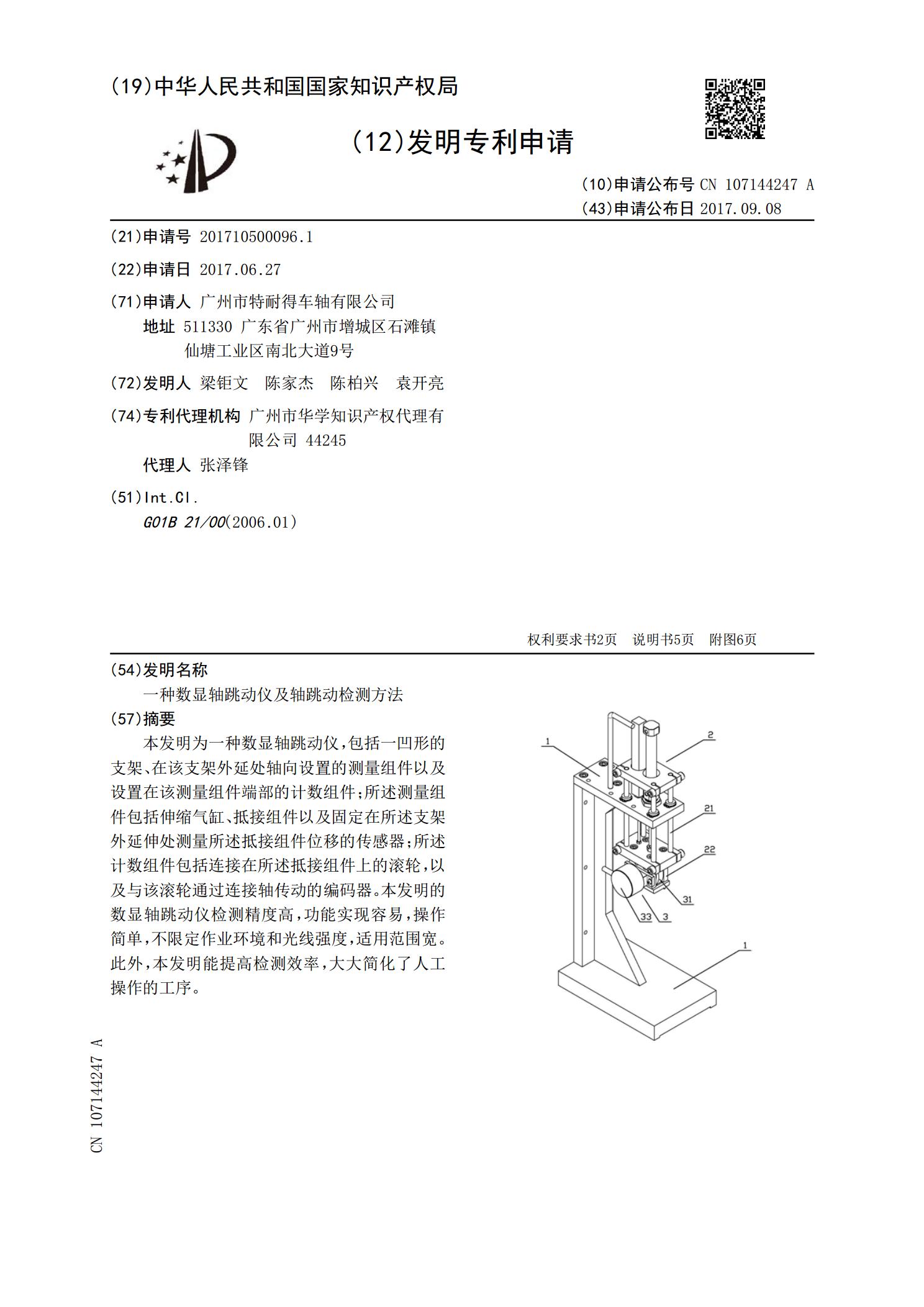
一种数显轴跳动仪及轴跳动检测方法.pdf
本发明为一种数显轴跳动仪,包括一凹形的支架、在该支架外延处轴向设置的测量组件以及设置在该测量组件端部的计数组件;所述测量组件包括伸缩气缸、抵接组件以及固定在所述支架外延伸处测量所述抵接组件位移的传感器;所述计数组件包括连接在所述抵接组件上的滚轮,以及与该滚轮通过连接轴传动的编码器。本发明的数显轴跳动仪检测精度高,功能实现容易,操作简单,不限定作业环境和光线强度,适用范围宽。此外,本发明能提高检测效率,大大简化了人工操作的工序。

一种电机转子轴跳动检测机的旋转传动装置.pdf
本发明公开了一种电机转子轴跳动检测机的旋转传动装置,该电机转子轴跳动检测机的旋转传动装置包括安装于升降平台的左右调节滑动装置上固定有主旋转座,主旋转座的左侧安装有旋转电机,主旋转座的右侧安装有受旋转电机驱动的主旋转轮,主旋转座的上侧安装有随动轮支架,随动轮支架上安装有随动轮,随动轮通过皮带和主旋转轮连接。通过上述方式,本发明其设计结构简单实用,能够让转子快速平稳的旋转起来,再由测量装置将轴的弯曲跳动量化后直接由数值来表示,而且检测效率高,大大提高生产效率。