
检具讲义.docx

Jo****63


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
检具讲义.docx
检具设计。一:设计的概念。1:几何尺寸和公差(根据图纸)。2:检具材料的选择。材料:A:基座:铸铝件(轻)硬铝先要退火和时效处理。B:检销:1:T10AT12A。2:低合金工具钢:9siCrCrWMnGCr15(滚动轴承钢)3:合金渗碳钢:20CrMnTi.4:镶套:40CrCr12.3:定位基准的方案。4:过程能力控制的统计。(SPC)二:设计原则。精度达到要求效率高尽量简单具有经济性(多采用

检具知识j和检具检证流程(NXPowerLite).pptx
内容一、检具的定义一、检具的分类二、零部件检具基本构造检具的铭牌应包含以下内容:划线孔位置:±0.3mm间隙——有配合组合关系或外观重要面以间隙检查。检验销孔位置:±0.形状面分为检查面(要求精度),非检查面(不要求精度)。此检查主要适用于精度要求低,公差要求>=+/-1.当零件形状特殊,通过检具检测面和型面样板不能准确检测,或零件在出入检具时会发生干涉时,可采用型面活块构造。①通过检具实现对零件的在线检测;当零件形状特殊,通过检具检测面和型面样板不能准确检测,或零件在出入检具时会发生干涉时,可采用型面活
检具.pdf
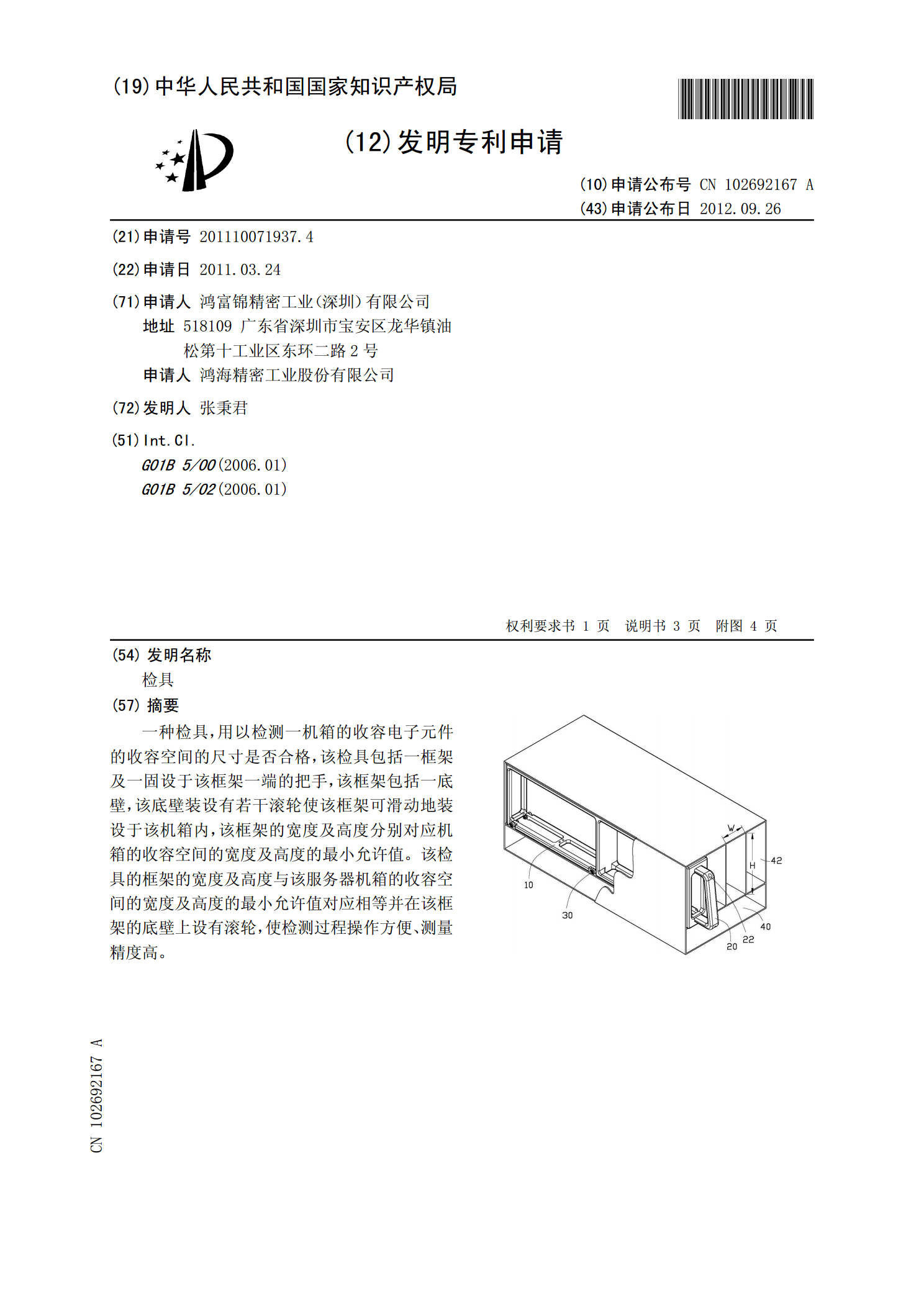
一种检具,用以检测一机箱的收容电子元件的收容空间的尺寸是否合格,该检具包括一框架及一固设于该框架一端的把手,该框架包括一底壁,该底壁装设有若干滚轮使该框架可滑动地装设于该机箱内,该框架的宽度及高度分别对应机箱的收容空间的宽度及高度的最小允许值。该检具的框架的宽度及高度与该服务器机箱的收容空间的宽度及高度的最小允许值对应相等并在该框架的底壁上设有滚轮,使检测过程操作方便、测量精度高。
一种检具小车以及检具系统.pdf
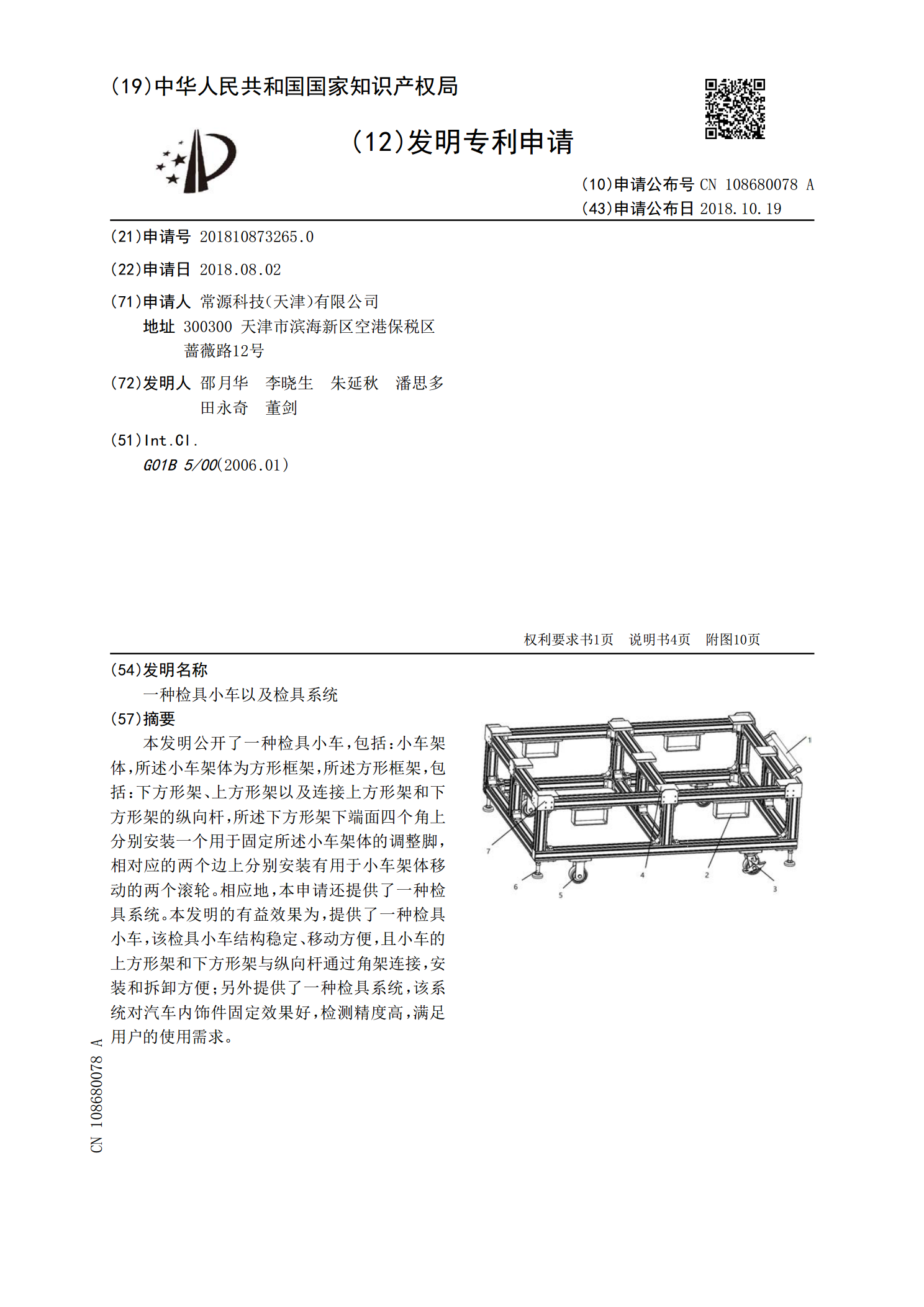
本发明公开了一种检具小车,包括:小车架体,所述小车架体为方形框架,所述方形框架,包括:下方形架、上方形架以及连接上方形架和下方形架的纵向杆,所述下方形架下端面四个角上分别安装一个用于固定所述小车架体的调整脚,相对应的两个边上分别安装有用于小车架体移动的两个滚轮。相应地,本申请还提供了一种检具系统。本发明的有益效果为,提供了一种检具小车,该检具小车结构稳定、移动方便,且小车的上方形架和下方形架与纵向杆通过角架连接,安装和拆卸方便;另外提供了一种检具系统,该系统对汽车内饰件固定效果好,检测精度高,满足用户的使
轮胎检具.pdf
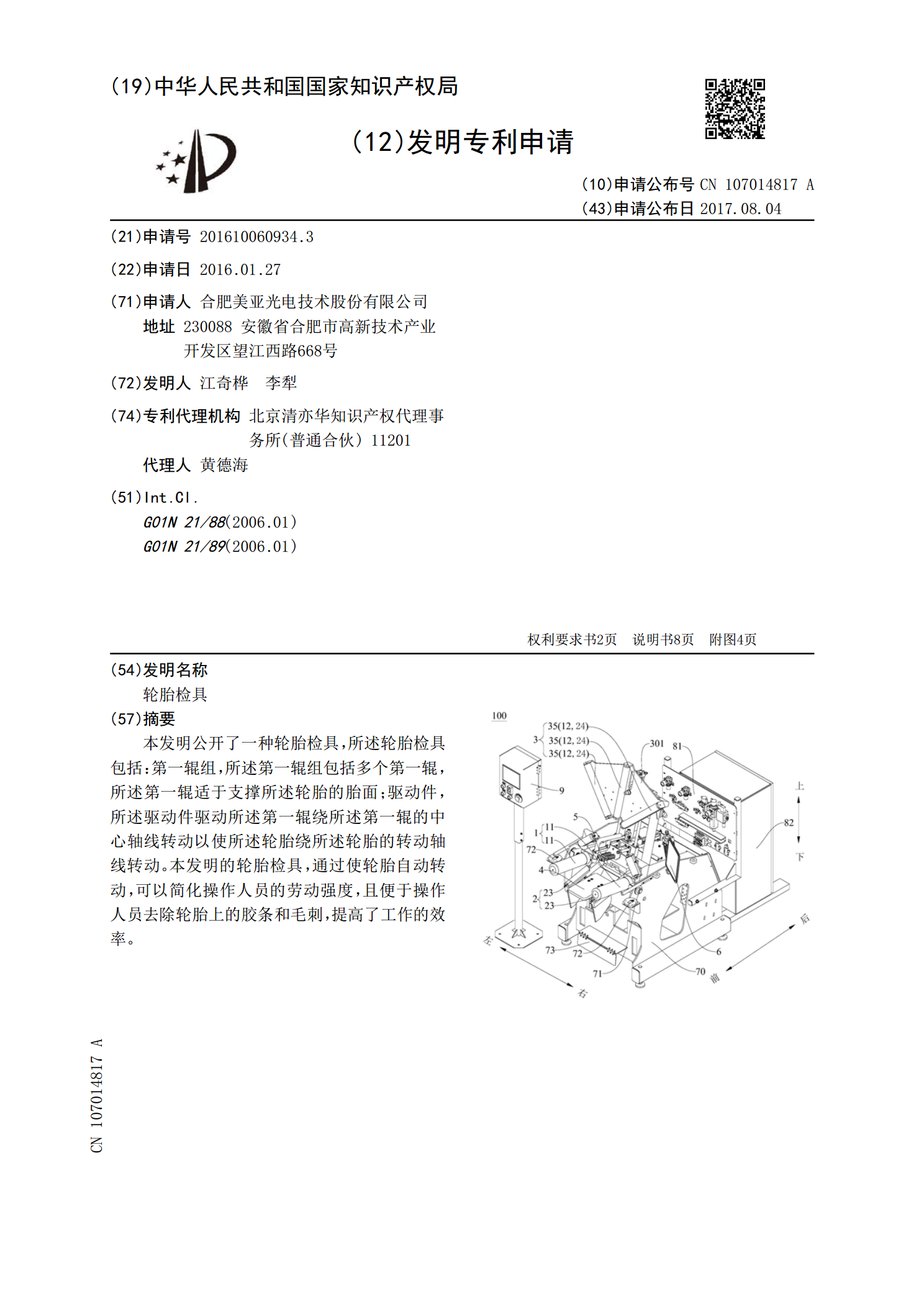
本发明公开了一种轮胎检具,所述轮胎检具包括:第一辊组,所述第一辊组包括多个第一辊,所述第一辊适于支撑所述轮胎的胎面;驱动件,所述驱动件驱动所述第一辊绕所述第一辊的中心轴线转动以使所述轮胎绕所述轮胎的转动轴线转动。本发明的轮胎检具,通过使轮胎自动转动,可以简化操作人员的劳动强度,且便于操作人员去除轮胎上的胶条和毛刺,提高了工作的效率。