
用于管件切割的工装.pdf

是你****枝呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于管件切割的工装.pdf
本发明公开了一种用于管件切割的工装,包括底座、至少两个夹紧装置、至少两个翻转装置以及驱动装置;所述夹紧装置与所述翻转装置一一匹配,所述翻转装置安装于所述底座,所述翻转装置包括翻转台;所述夹紧装置固设于所述翻转台,相邻两个所述夹紧装置之间具有设定距离,所述夹紧装置用于夹持待切割管件;所述驱动装置能够驱动所有的所述翻转台相对所述底座同步翻转180度。该工装能够夹持管件,使管件翻转180度,同时能将管件的切割部位周边的空间预留出来,以在无干涉的情况下实现周向一圈的切割,切割质量较好。
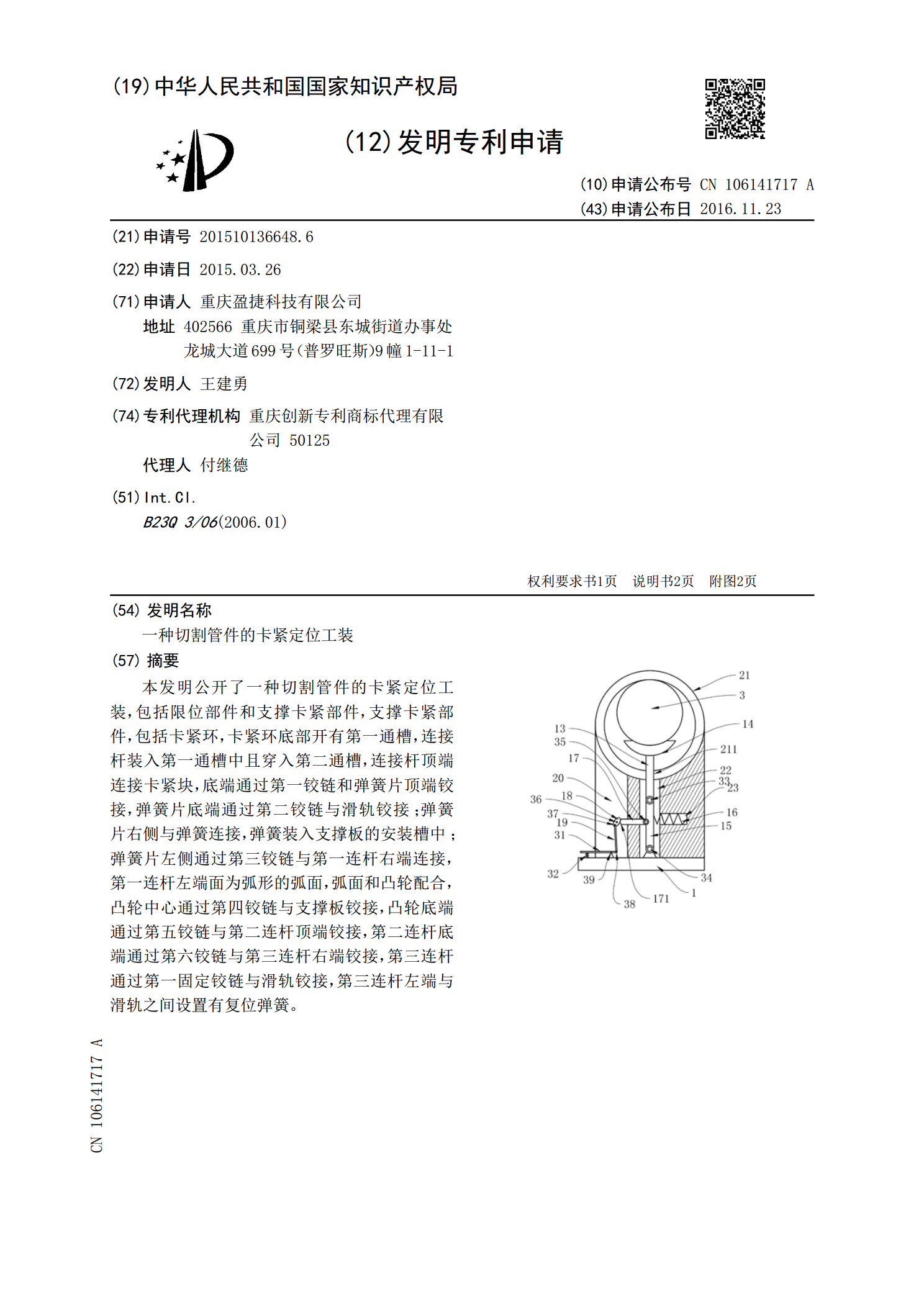
一种切割管件的卡紧定位工装.pdf
本发明公开了一种切割管件的卡紧定位工装,包括限位部件和支撑卡紧部件,支撑卡紧部件,包括卡紧环,卡紧环底部开有第一通槽,连接杆装入第一通槽中且穿入第二通槽,连接杆顶端连接卡紧块,底端通过第一铰链和弹簧片顶端铰接,弹簧片底端通过第二铰链与滑轨铰接;弹簧片右侧与弹簧连接,弹簧装入支撑板的安装槽中;弹簧片左侧通过第三铰链与第一连杆右端连接,第一连杆左端面为弧形的弧面,弧面和凸轮配合,凸轮中心通过第四铰链与支撑板铰接,凸轮底端通过第五铰链与第二连杆顶端铰接,第二连杆底端通过第六铰链与第三连杆右端铰接,第三连杆通过第
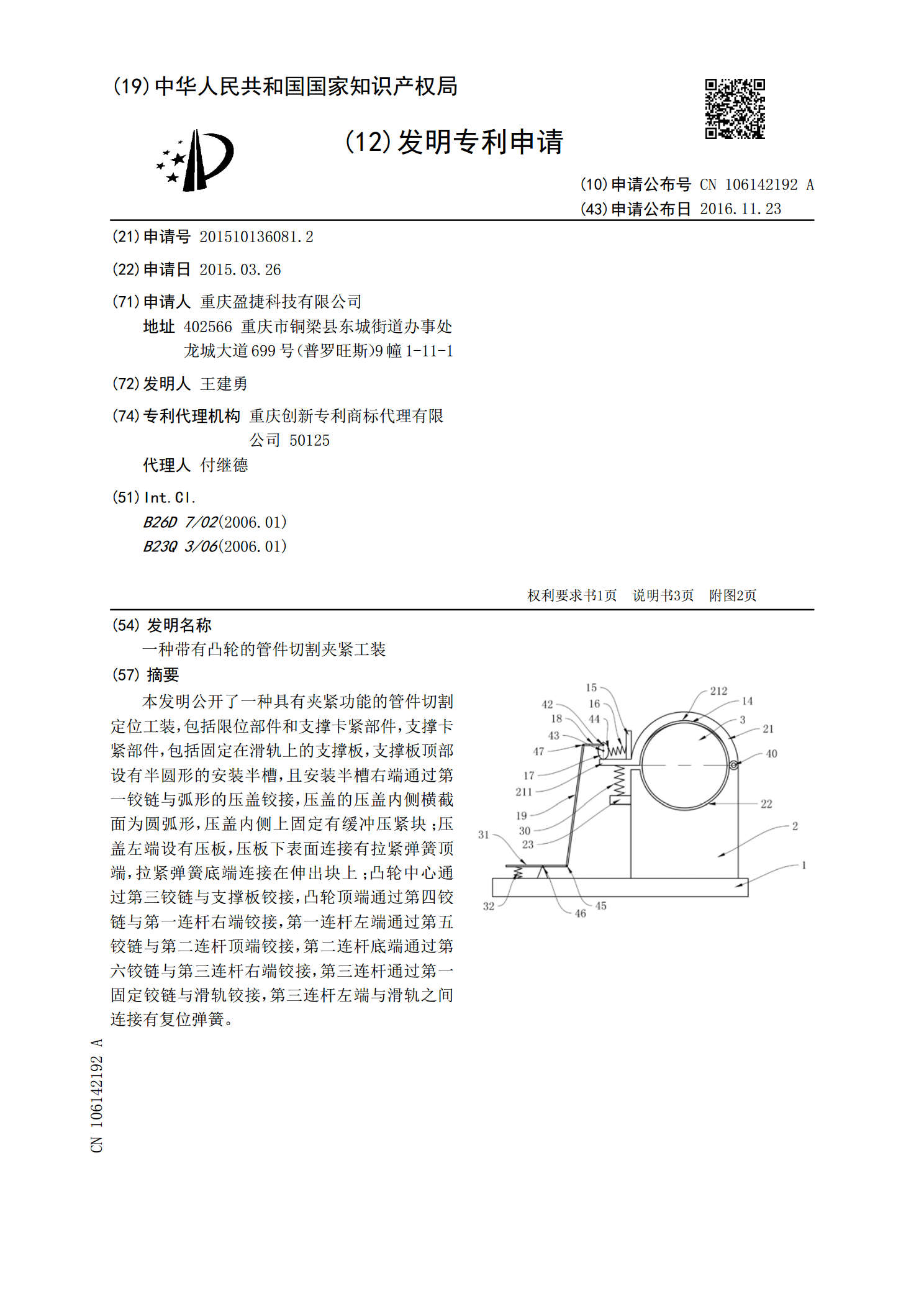
一种带有凸轮的管件切割夹紧工装.pdf
本发明公开了一种具有夹紧功能的管件切割定位工装,包括限位部件和支撑卡紧部件,支撑卡紧部件,包括固定在滑轨上的支撑板,支撑板顶部设有半圆形的安装半槽,且安装半槽右端通过第一铰链与弧形的压盖铰接,压盖的压盖内侧横截面为圆弧形,压盖内侧上固定有缓冲压紧块;压盖左端设有压板,压板下表面连接有拉紧弹簧顶端,拉紧弹簧底端连接在伸出块上;凸轮中心通过第三铰链与支撑板铰接,凸轮顶端通过第四铰链与第一连杆右端铰接,第一连杆左端通过第五铰链与第二连杆顶端铰接,第二连杆底端通过第六铰链与第三连杆右端铰接,第三连杆通过第一固定铰
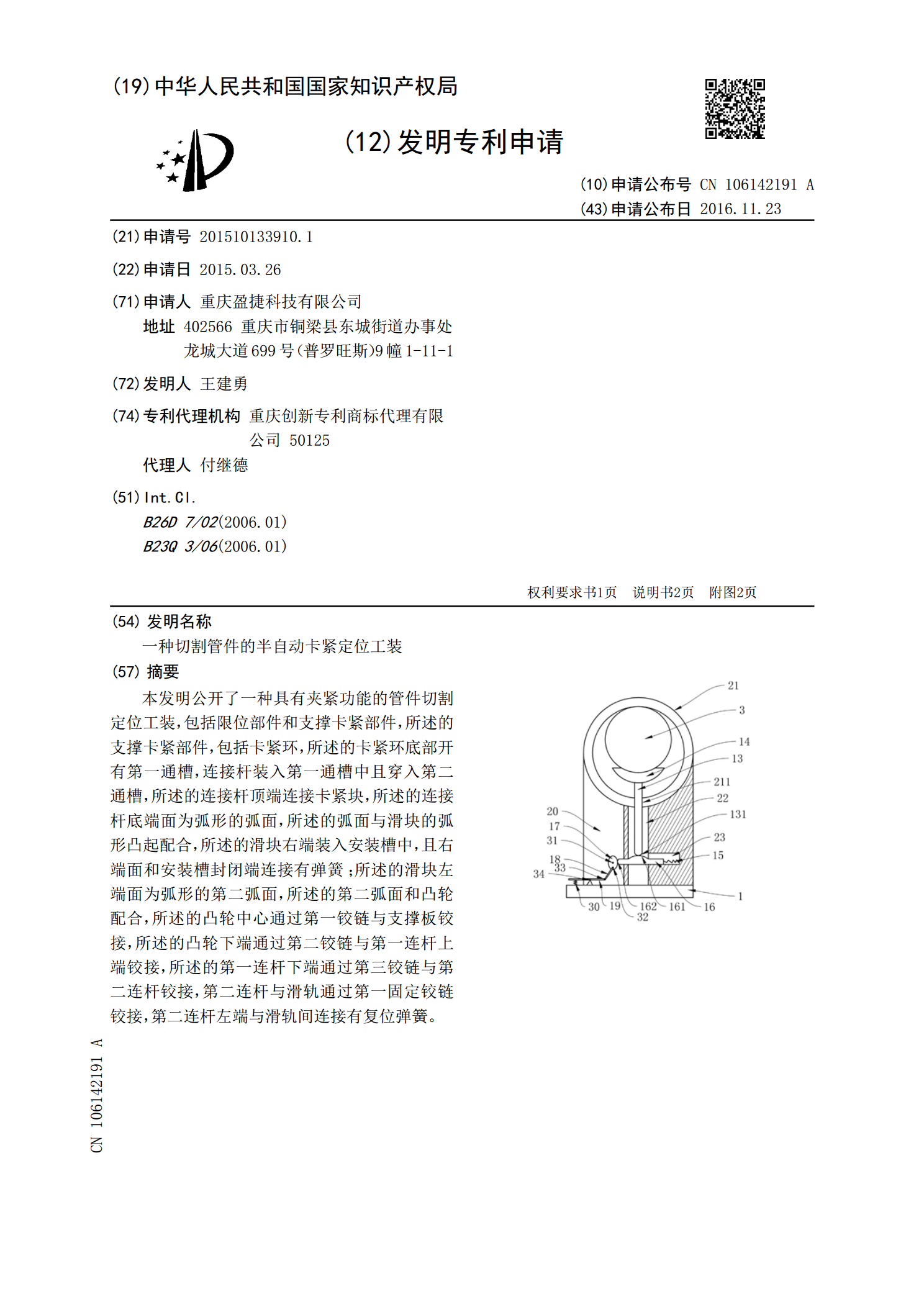
一种切割管件的半自动卡紧定位工装.pdf
本发明公开了一种具有夹紧功能的管件切割定位工装,包括限位部件和支撑卡紧部件,所述的支撑卡紧部件,包括卡紧环,所述的卡紧环底部开有第一通槽,连接杆装入第一通槽中且穿入第二通槽,所述的连接杆顶端连接卡紧块,所述的连接杆底端面为弧形的弧面,所述的弧面与滑块的弧形凸起配合,所述的滑块右端装入安装槽中,且右端面和安装槽封闭端连接有弹簧;所述的滑块左端面为弧形的第二弧面,所述的第二弧面和凸轮配合,所述的凸轮中心通过第一铰链与支撑板铰接,所述的凸轮下端通过第二铰链与第一连杆上端铰接,所述的第一连杆下端通过第三铰链与第二

用于木材切割的工装结构.pdf
本发明是一种用于木材切割的工装结构,包括操作台、移位板、电机、切割轮、承载板、气缸和压紧块,其特征在于:所述的操作台设置在支架上,并在操作台上设置有导轨、固定板,所述的移位板上设置有滑块,并将滑块与导轨连接,所述的电机设置在移位板上,所述的切割轮通过安装块设置在传动轴上,所述的承载板设置在操作台上,并在承载板上设置有刻度尺、限位块,所述的气缸设置在固定板上,并在气缸上设置有调节杆,所述的压紧块通过连接块设置在调节杆上。本发明在操作台上设置有导轨,将具有滑块的移位板设置在导轨上,并在移位板上设置有电机,通过