
一种螺丝杆的精准搓牙工艺.pdf

一条****然后


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种螺丝杆的精准搓牙工艺.pdf
本发明公开了一种螺丝杆的精准搓牙工艺,包括如下具体步骤:S1、蚀刻形成搓牙螺旋纹路;S2、沿着搓牙螺旋纹路进行粗搓出型;S3、车削定型;S4、对车削后的螺栓杆进行精搓;本发明创造性地预选形成螺丝杆的搓牙纹路,便于对后续搓牙进行定位和导向,提高搓牙精准度,进一步创造性地利用蚀刻的方式形成精准的搓牙纹路;本发明在预先形成的搓牙纹路上利用粗搓出型,去除大部分搓牙加工量,便于后续精准搓牙;本发明进一步创造性地利用车床对粗搓后的螺丝杆进行车削定型,并留有加工余量;大大提高粗牙效率;本发明进一步对车削后的螺栓杆进行精

螺丝打头搓牙工艺介绍.ppt
螺丝打头、搓牙工艺介绍打头机械0#机打头所需模具顶针,冲头剪模:将所需材料从线材上剪下打头工序线材经过一冲压造成型约70%对整个产品头部成型起到主要作用螺丝成型-搓牙篇常用牙板介绍牙板基础知识介绍◆入料区:即在调机过程中,光钉进料到压紧的部分,为了便于入料,常常在入料区、整形区刻上防滑齿;◆整形区:即光钉在经过入料区后,光钉挤紧整形的部分;◆成型区:即光钉经过入料区、整形区后,光钉根据牙板的牙沟、牙锋、尖尾角度挤压成螺丝的部分;◆出料区:螺丝成型后出料的部分;◆背角、仰角:是尖尾牙板中切料,尖嘴成型的部分
螺丝打头搓牙工艺介绍.ppt
螺丝打头、搓牙工艺介绍打头机械0#机打头所需模具顶针,冲头剪模:将所需材料从线材上剪下打头工序线材经过一冲压造成型约70%对整个产品头部成型起到主要作用螺丝成型-搓牙篇常用牙板介绍牙板基础知识介绍◆入料区:即在调机过程中,光钉进料到压紧的部分,为了便于入料,常常在入料区、整形区刻上防滑齿;◆整形区:即光钉在经过入料区后,光钉挤紧整形的部分;◆成型区:即光钉经过入料区、整形区后,光钉根据牙板的牙沟、牙锋、尖尾角度挤压成螺丝的部分;◆出料区:螺丝成型后出料的部分;.◆背角、仰角:是尖尾牙板中切料,尖嘴成型的部

螺丝打头搓牙工艺介绍.ppt
螺丝打头、搓牙工艺介绍打头机械0#机打头所需模具顶针,冲头剪模:将所需材料从线材上剪下打头工序线材经过一冲压造成型约70%对整个产品头部成型起到主要作用螺丝成型-搓牙篇常用牙板介绍牙板基础知识介绍◆入料区:即在调机过程中,光钉进料到压紧的部分,为了便于入料,常常在入料区、整形区刻上防滑齿;◆整形区:即光钉在经过入料区后,光钉挤紧整形的部分;◆成型区:即光钉经过入料区、整形区后,光钉根据牙板的牙沟、牙锋、尖尾角度挤压成螺丝的部分;◆出料区:螺丝成型后出料的部分;14◆背角、仰角:是尖尾牙板中切料,尖嘴成型的
一种螺丝搓牙装置.pdf
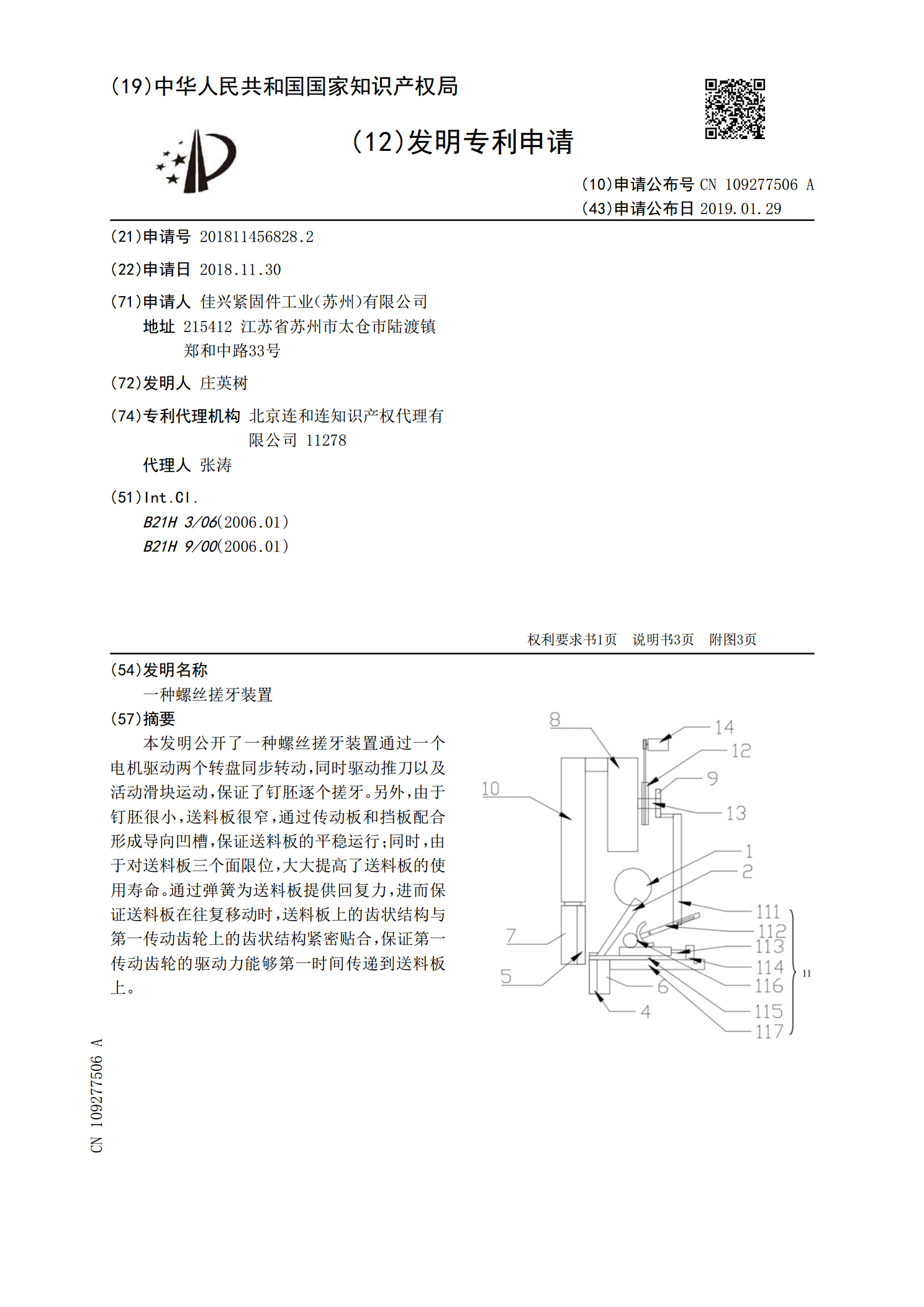
本发明公开了一种螺丝搓牙装置通过一个电机驱动两个转盘同步转动,同时驱动推刀以及活动滑块运动,保证了钉胚逐个搓牙。另外,由于钉胚很小,送料板很窄,通过传动板和挡板配合形成导向凹槽,保证送料板的平稳运行;同时,由于对送料板三个面限位,大大提高了送料板的使用寿命。通过弹簧为送料板提供回复力,进而保证送料板在往复移动时,送料板上的齿状结构与第一传动齿轮上的齿状结构紧密贴合,保证第一传动齿轮的驱动力能够第一时间传递到送料板上。