
一种可快速降温的装配机.pdf

小凌****甜蜜


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种可快速降温的装配机.pdf
本发明提供了一种可快速降温的装配机,包括移动支架、与移动支架同轴布置的热装管和设置于热装管的前端并包围热装管前端的冷却通道;移动支架设置有治具承载装置,治具承载装置设置有能够置放治具的滑槽,治具能够在滑槽内滑动至装配位置与取出位置,治具处于装配位置后,移动支架能够带动治具承载装置伸入热装管并停留于热装位置,且带有治具的治具承载装置脱离热装管并经由冷却通道降温后退回至初始位置。本发明通过在热装管的前端设置冷却通道,使得带有治具的治具承载装置脱离热装管时能够受到冷却装置的降温,减少治具与治具承载装置之间因热胀
一种可快速降温的锅炉.pdf
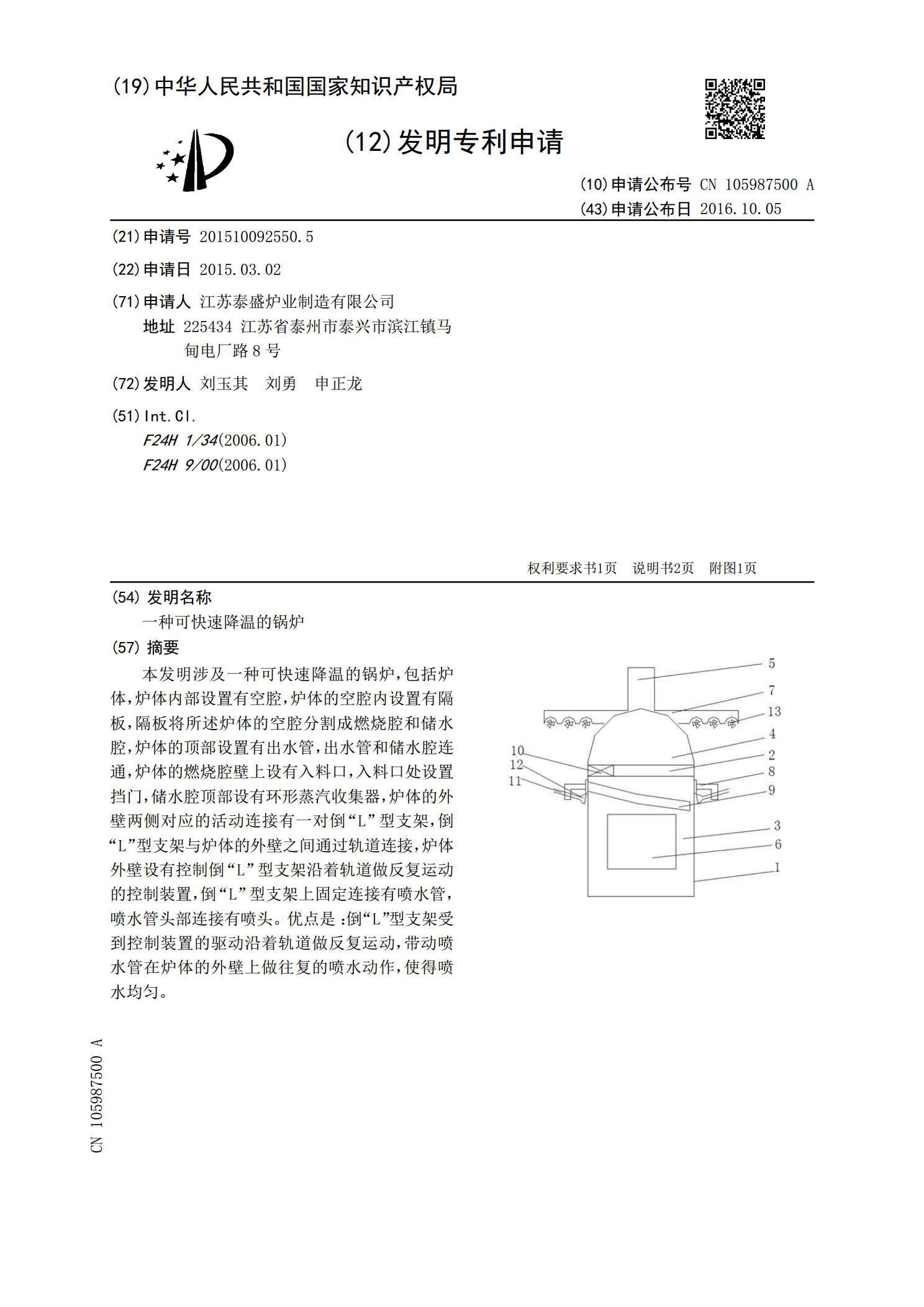
本发明涉及一种可快速降温的锅炉,包括炉体,炉体内部设置有空腔,炉体的空腔内设置有隔板,隔板将所述炉体的空腔分割成燃烧腔和储水腔,炉体的顶部设置有出水管,出水管和储水腔连通,炉体的燃烧腔壁上设有入料口,入料口处设置挡门,储水腔顶部设有环形蒸汽收集器,炉体的外壁两侧对应的活动连接有一对倒“L”型支架,倒“L”型支架与炉体的外壁之间通过轨道连接,炉体外壁设有控制倒“L”型支架沿着轨道做反复运动的控制装置,倒“L”型支架上固定连接有喷水管,喷水管头部连接有喷头。优点是:倒“L”型支架受到控制装置的驱动沿着轨道做反
一种可快速降温的防爆电机.pdf
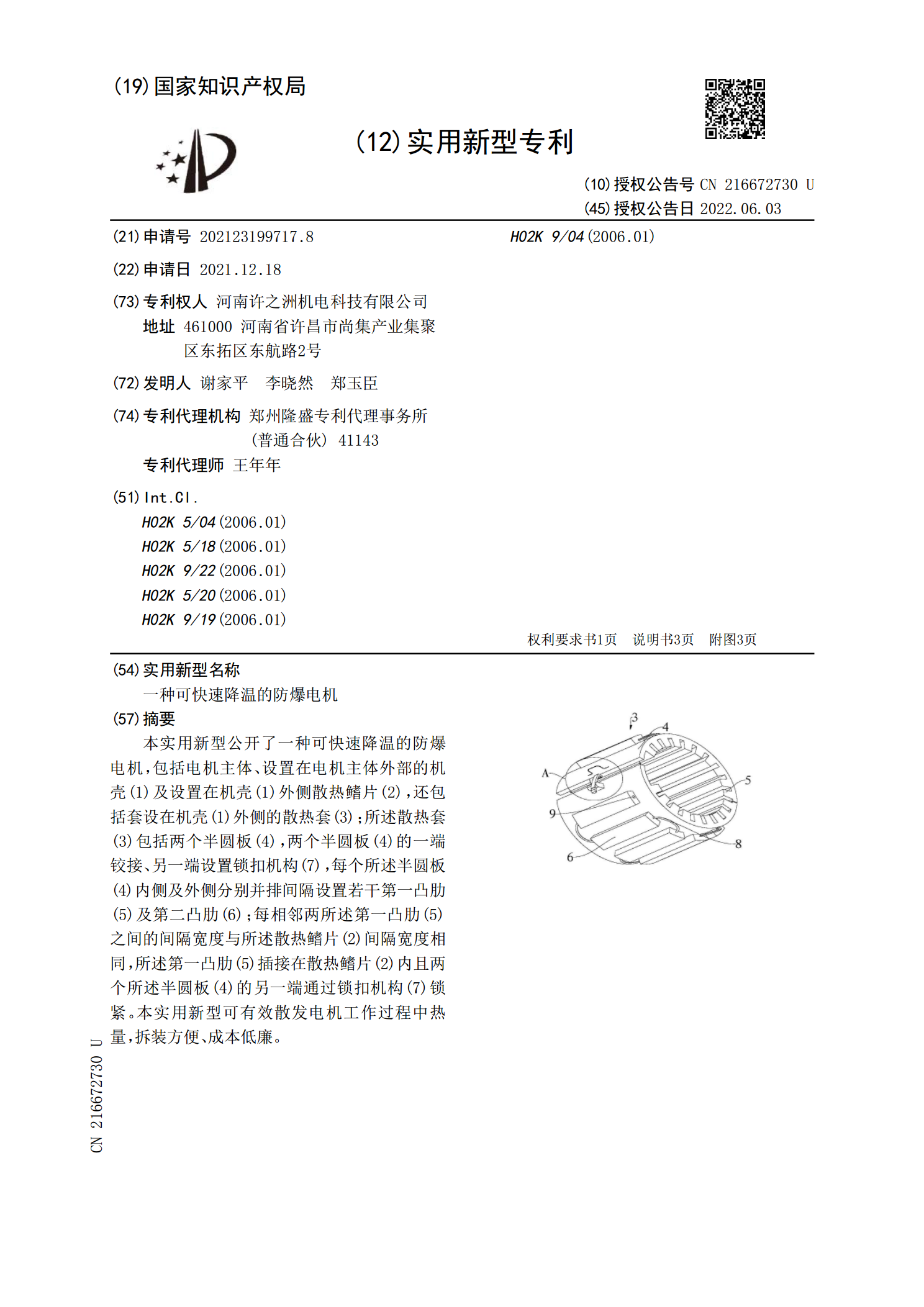
本实用新型公开了一种可快速降温的防爆电机,包括电机主体、设置在电机主体外部的机壳(1)及设置在机壳(1)外侧散热鳍片(2),还包括套设在机壳(1)外侧的散热套(3);所述散热套(3)包括两个半圆板(4),两个半圆板(4)的一端铰接、另一端设置锁扣机构(7),每个所述半圆板(4)内侧及外侧分别并排间隔设置若干第一凸肋(5)及第二凸肋(6);每相邻两所述第一凸肋(5)之间的间隔宽度与所述散热鳍片(2)间隔宽度相同,所述第一凸肋(5)插接在散热鳍片(2)内且两个所述半圆板(4)的另一端通过锁扣机构(7)锁紧。本
一种可快速降温的防爆电机.pdf
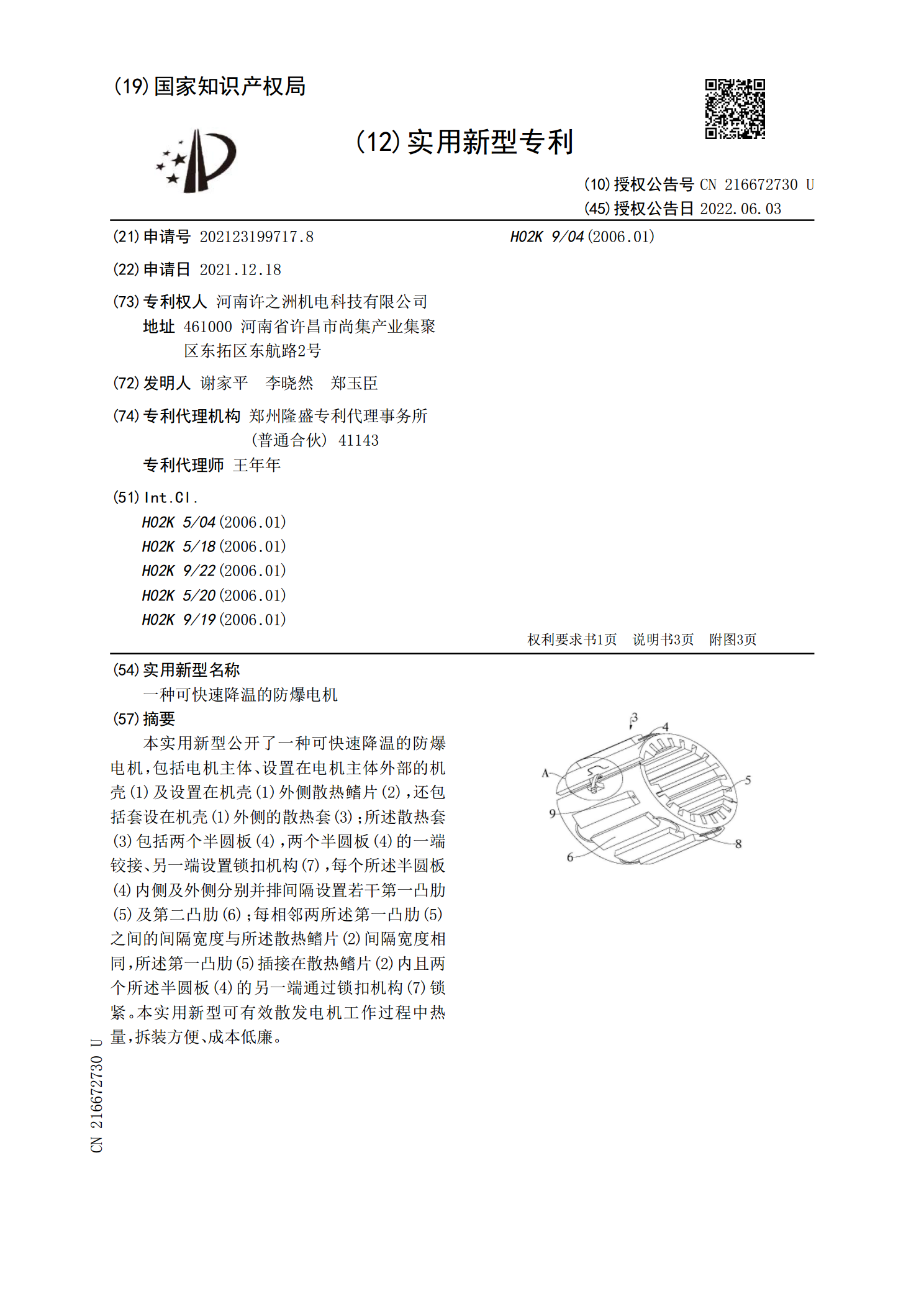
本实用新型公开了一种可快速降温的防爆电机,包括电机主体、设置在电机主体外部的机壳(1)及设置在机壳(1)外侧散热鳍片(2),还包括套设在机壳(1)外侧的散热套(3);所述散热套(3)包括两个半圆板(4),两个半圆板(4)的一端铰接、另一端设置锁扣机构(7),每个所述半圆板(4)内侧及外侧分别并排间隔设置若干第一凸肋(5)及第二凸肋(6);每相邻两所述第一凸肋(5)之间的间隔宽度与所述散热鳍片(2)间隔宽度相同,所述第一凸肋(5)插接在散热鳍片(2)内且两个所述半圆板(4)的另一端通过锁扣机构(7)锁紧。本
一种可快速降温的自行车坐垫降温装置.pdf
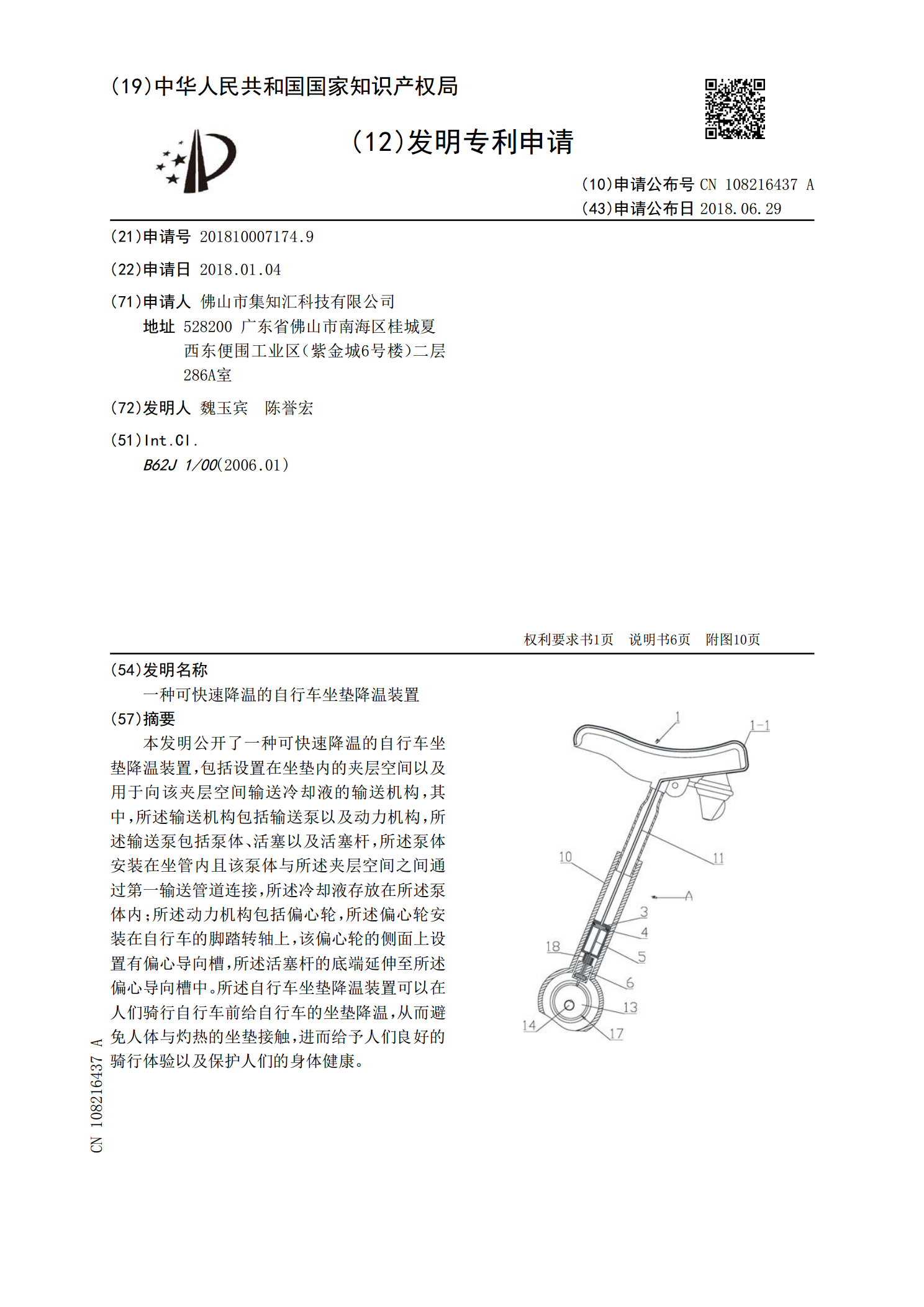
本发明公开了一种可快速降温的自行车坐垫降温装置,包括设置在坐垫内的夹层空间以及用于向该夹层空间输送冷却液的输送机构,其中,所述输送机构包括输送泵以及动力机构,所述输送泵包括泵体、活塞以及活塞杆,所述泵体安装在坐管内且该泵体与所述夹层空间之间通过第一输送管道连接,所述冷却液存放在所述泵体内;所述动力机构包括偏心轮,所述偏心轮安装在自行车的脚踏转轴上,该偏心轮的侧面上设置有偏心导向槽,所述活塞杆的底端延伸至所述偏心导向槽中。所述自行车坐垫降温装置可以在人们骑行自行车前给自行车的坐垫降温,从而避免人体与灼热的坐