
全息彩虹激光隐密型防伪标识及其制备方法.pdf

书生****瑞梦


1/10
2/10

3/10
4/10

5/10

6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

全息彩虹激光隐密型防伪标识及其制备方法.pdf
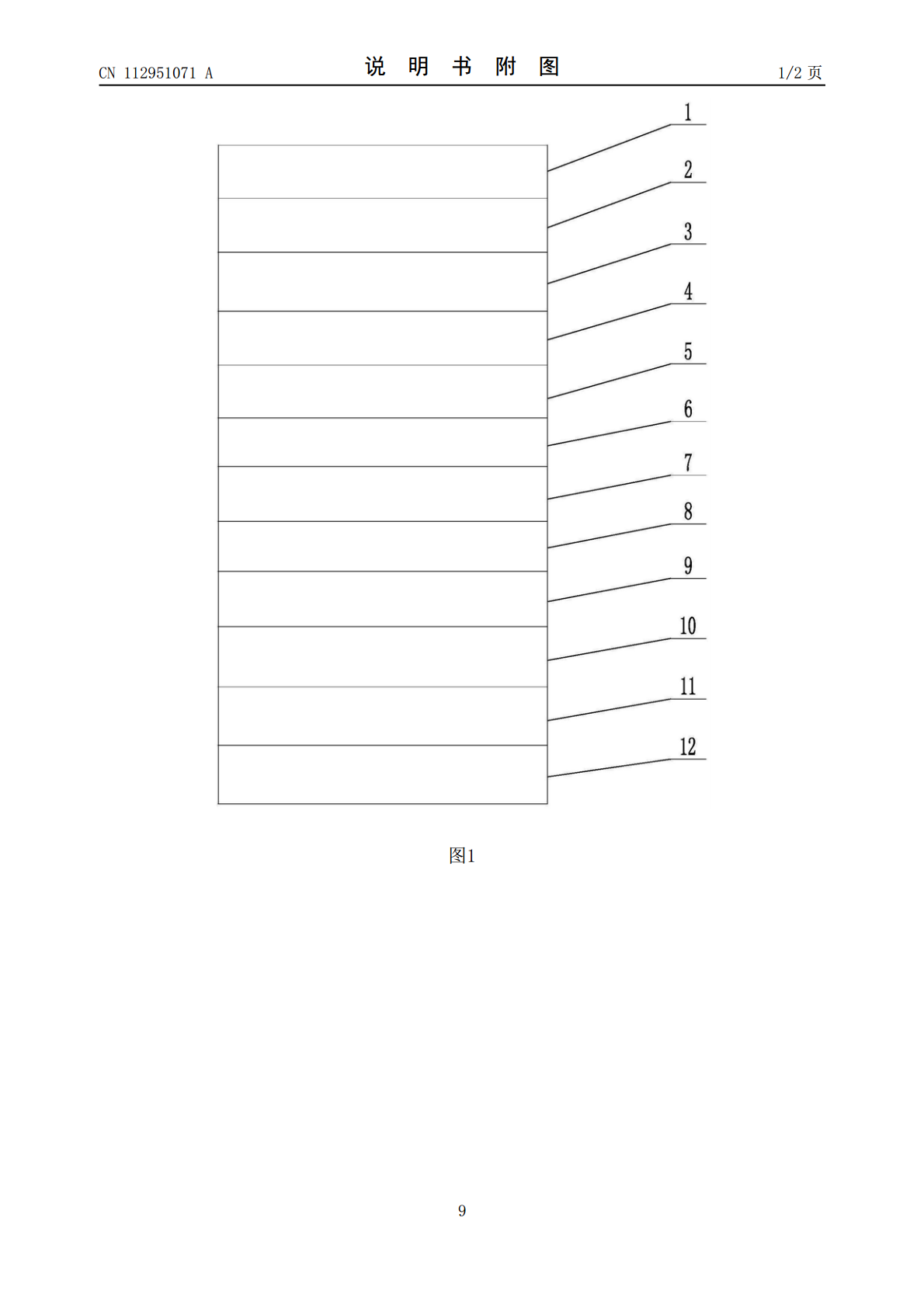
本发明属于防伪标识技术领域,具体涉及一种全息彩虹激光隐密型防伪标识及其制备方法。该标识包括从上到下依次设置的塑膜层、涂层、模压全息信息层、转移涂层、聚酰胺层、印刷层、压敏胶层、全息彩虹转移层、第一胶水层、易碎纸层和第二胶水层;全息彩虹转移层包括激光模压信息层和镀铝层,激光模压信息层位于镀铝层上方;标识能够揭开,分为剥离部分和留底部分,剥离部分为转移涂层以上的部分,留底部分为转移涂层及转移涂层以下的部分。本发明标识揭开后,剥离部分上下两面均显示隐藏的激光效果,留底部分显示彩虹全息效果和隐藏的激光效果,消费者

全息触感结构防伪标识及其制备方法.pdf
本发明涉及一种全息触感结构防伪标识及其制备方法,属于防伪标识技术领域。所述的防伪标识包括剥落层和留底层,从上到下依次设置有第一PET层、永久模压信息层、局部定位模压层、局部定位洗铝油墨层、镀铝层、第一树脂层、数码印刷油墨层、覆膜胶水层、第二PET层、离型层、第二树脂层、可变信息印刷油墨层、覆膜胶水及颗粒层、易碎层、胶黏剂层和硅油纸层;所述的防伪标识防伪效果好,触感佳,色彩艳丽。同时,本发明还提供其制备方法,科学合理,简单易行。

全息揭镂防伪标识及其制备方法.pdf
本发明涉及一种防伪标识,具体涉及一种全息揭镂防伪标识及其制备方法。包括从上到下依次设置的提示图文层、遮盖层、第一塑膜层、永久模压信息层、局部定位模压层、镀铝层、树脂层、印刷层、覆膜胶水层、第二塑膜层、局部离型层、色层、离型层和胶粘剂层;所述的防伪标识能够揭开,分为剥离部分和留底部分,剥离部分从上到下依次为提示图文层、遮盖层、第一塑膜层、永久模压信息层、局部定位模压层、镀铝层、树脂层、印刷层、覆膜胶水层、第二塑膜层、局部色层;留底部分从上到下依次为局部离型层、局部色层、离型层和胶粘剂层。本发明标识防转移性能
素面彩虹易碎防伪标识及其制备方法.pdf
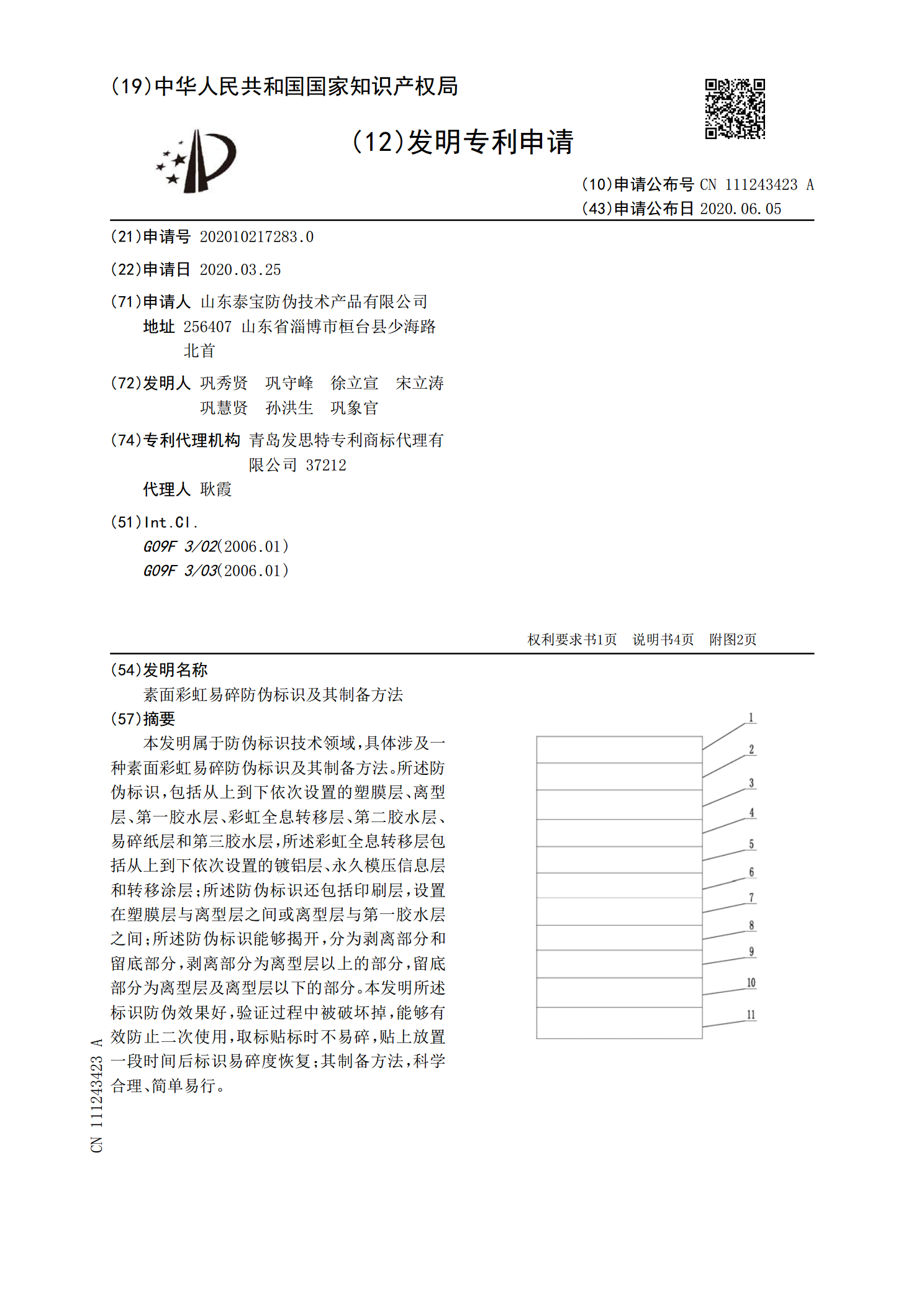
本发明属于防伪标识技术领域,具体涉及一种素面彩虹易碎防伪标识及其制备方法。所述防伪标识,包括从上到下依次设置的塑膜层、离型层、第一胶水层、彩虹全息转移层、第二胶水层、易碎纸层和第三胶水层,所述彩虹全息转移层包括从上到下依次设置的镀铝层、永久模压信息层和转移涂层;所述防伪标识还包括印刷层,设置在塑膜层与离型层之间或离型层与第一胶水层之间;所述防伪标识能够揭开,分为剥离部分和留底部分,剥离部分为离型层以上的部分,留底部分为离型层及离型层以下的部分。本发明所述标识防伪效果好,验证过程中被破坏掉,能够有效防止二次

彩虹特征识别防伪标识及其制备方法.pdf
本发明属于防伪标识技术领域,具体涉及一种彩虹特征识别防伪标识及其制备方法。所述标识,包括从上到下依次设置的第一印刷层、第一塑膜层、第一胶水层、随机物理特征层、第二塑膜层、离型层、第二印刷层、第二胶水层、全息彩虹转移层、第三胶水层、易碎纸层、第四胶水层;所述的防伪标识能够揭开,分为剥离部分和留底部分,剥离部分为离型层以上的部分,留底部分为离型层及离型层以下的部分。本发明的彩虹特征识别防伪标识,具有彩虹全息效果,防伪信息唯一,既难以伪造又能快速鉴别,整体转移时标识分层破坏,具有彩虹全息效果的全息彩虹转移层采用