
复杂形状零件的测量技术.docx

Ro****44


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

复杂形状零件的测量技术.docx
复杂形状零件的测量技术[摘要]本文从三坐标测量机的工作原理为基础通过对具有复杂形状工件的测量实例详细对三坐标测量过程中的关键环节进行研究分析对测量过程中容易出错和影响测量精度和效率的因素进行了认真细致的讲解。[关键词]多角度探针无滑动探测三轴联动中图分类号:TG806文献标识码:A文章编号:1009-914X(2015)18-0031-011、引言近年来由于现代工业技术的迅猛发展加工中心和数控机床大量使用在机械加工中。工件的形状越
复杂形状零件的测量技术.docx
复杂形状零件的测量技术[摘要]本文从三坐标测量机的工作原理为基础通过对具有复杂形状工件的测量实例详细对三坐标测量过程中的关键环节进行研究分析对测量过程中容易出错和影响测量精度和效率的因素进行了认真细致的讲解。[关键词]多角度探针无滑动探测三轴联动中图分类号:TG806文献标识码:A文章编号:1009-914X(2015)18-0031-011、引言近年来由于现代工业技术的迅猛发展加工中心和数控机床大量使用在机械加工中。工件的形状越

复杂形状零件的非接触测量方法.docx
复杂形状零件的非接触测量方法非接触测量方法被广泛应用于复杂形状零件的生产和质量控制中。这些方法通过使用光学、激光、雷达、X射线等技术,实现了对零件尺寸、形状和表面特征的高精度测量。本文将介绍几种常见的非接触测量方法,并对其原理、应用和优势进行详细讨论。一、光学测量方法光学测量方法适用于对零件表面进行形状和轮廓测量。常见的光学测量方法包括投影仪测量、干涉测量和相位测量。1.投影仪测量投影仪测量是一种通过投影光线来测量零件尺寸和形状的方法。该方法利用光屏幕上通过光学镜头投射的零件轮廓影像,通过测量投影影像尺寸

基于 UG 软件的复杂形状零件的 CADCAM.docx
基于UG软件的复杂形状零件的CADCAM基于UG软件的复杂形状零件的CADCAM摘要:本文将讨论基于UG软件的复杂形状零件的CADCAM。首先介绍了CADCAM技术的定义和发展背景,然后介绍了UG软件的基本特点和功能。接着详细讨论了UG软件在复杂形状零件的设计和制造过程中的应用。最后总结了使用UG软件进行复杂形状零件的CADCAM的优势和局限性,并提出了未来的发展方向。关键词:UG软件、复杂形状零件、CADCAM、设计、制造1.引言随着科学技术的不断发展,特别是计算机技术的进步,CADCAM技术在制造业中
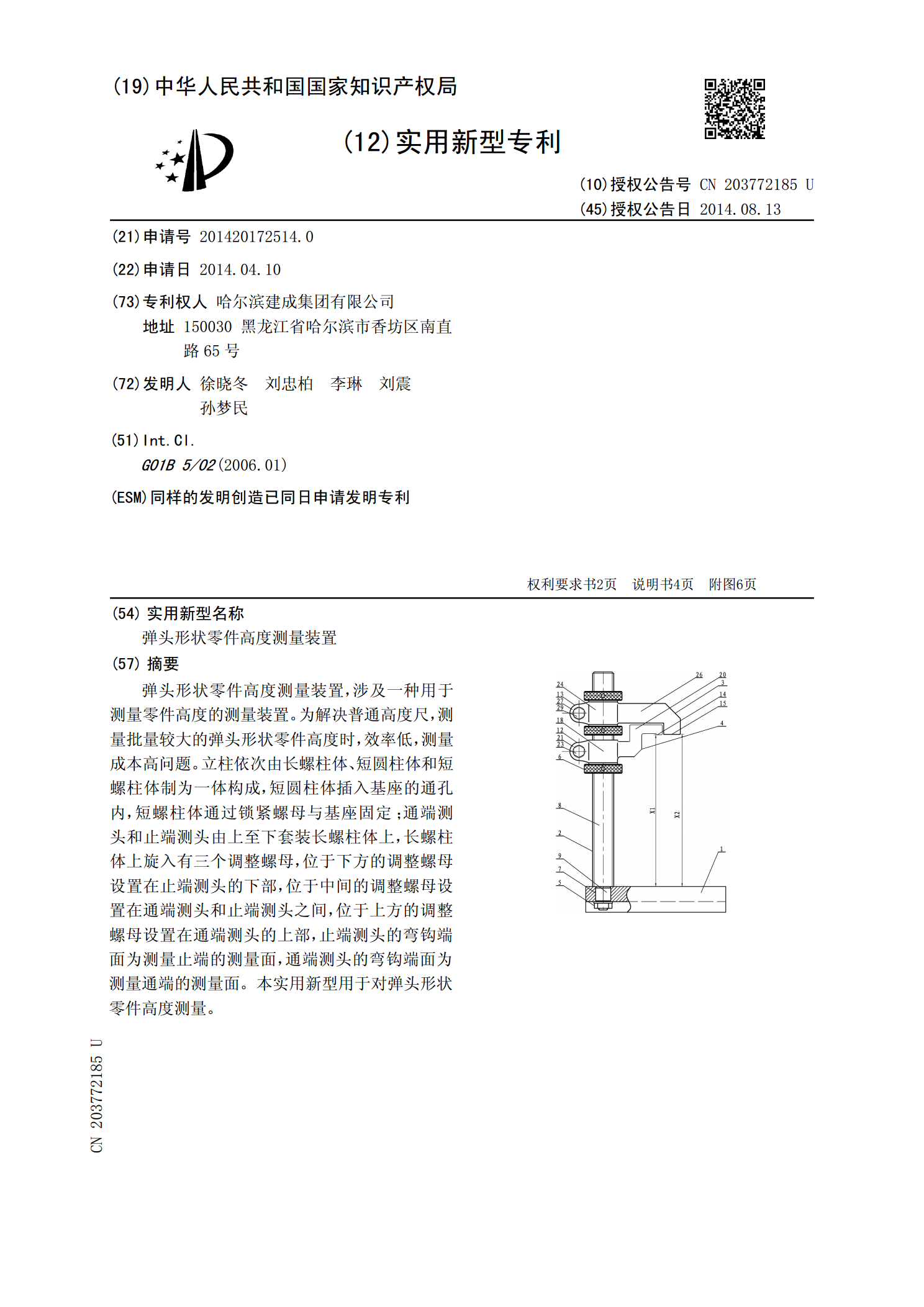
弹头形状零件高度测量装置.pdf
弹头形状零件高度测量装置,涉及一种用于测量零件高度的测量装置。为解决普通高度尺,测量批量较大的弹头形状零件高度时,效率低,测量成本高问题。立柱依次由长螺柱体、短圆柱体和短螺柱体制为一体构成,短圆柱体插入基座的通孔内,短螺柱体通过锁紧螺母与基座固定;通端测头和止端测头由上至下套装长螺柱体上,长螺柱体上旋入有三个调整螺母,位于下方的调整螺母设置在止端测头的下部,位于中间的调整螺母设置在通端测头和止端测头之间,位于上方的调整螺母设置在通端测头的上部,止端测头的弯钩端面为测量止端的测量面,通端测头的弯钩端面为测量