
一种物流用辊筒装夹设备.pdf

是秋****写意

1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种物流用辊筒装夹设备.pdf
本发明提供了一种物流用辊筒装夹设备,包括固定座、安装板、支撑组件和压紧组件,安装板固定于所述固定座上,在安装板上固定有所述支撑组件,压紧组件安装在安装板上且位于支撑组件上方,在压紧组件和支撑组件之间留有放置待加工辊筒的空间;压紧头在安装后的自然状态下,呈倒置的“L”形姿态倾斜悬挂设置,压紧头的长段向安装槽的外部偏斜,所述滑动块还与滑动销铰接连接,该滑动销与安装槽内侧壁上的引导槽竖直滑动配合,使得滑动块在安装槽内竖直滑动的同时又具备铰接转动的能力;压紧头一端延伸形成有能压在辊筒一端的凸起,另一端延伸形成有用

一种物流辊筒焊接装夹工装.pdf
本发明提供了一种物流辊筒焊接装夹工装,包括固定座、安装板、支撑组件和压紧组件,安装板固定于所述固定座上,在安装板上固定有所述支撑组件,压紧组件安装在安装板上且位于支撑组件上方,在压紧组件和支撑组件之间留有放置待加工辊筒的空间;其中,压紧组件包括安装部、驱动部件、滑动块、弹簧以及压紧头,安装部固定于安装板一侧,驱动部件安装在安装部开设的安装槽内,滑动块与安装槽两侧滑动连接且滑动块连接有所述弹簧,弹簧另一端连接至安装部上,在弹簧作用下使得滑动块一端与驱动部件一侧接触,所述压紧头铰接在安装部远离所述驱动部件的一
一种物流用单链辊筒.pdf
本发明公开了一种物流用单链辊筒,包括辊筒和轴肩,所述辊筒的右侧固接有轴肩,所述辊筒的左侧和轴肩的右侧分别固接有左卡块和右卡块,所述右卡块的左侧外壁设有第一齿轮,且右卡块与第一齿轮过盈配合,所述第二齿轮和双向齿条的内部轮齿相互啮合,所述双向齿条的外部轮齿与第一齿轮相互啮合。该物流用单链辊筒,通过电机、主轴、第一齿轮、第二齿轮、双向齿条和右卡块之间的配合,解决了辊筒工作时所需的转动输入问题,通过上端架、下端架、第一轴承、左卡块、右卡块、辊筒、轴肩和螺钉之间的配合,使拧松螺钉后可向上拿出上端架来实现第一轴承和、
一种物流用双链辊筒.pdf
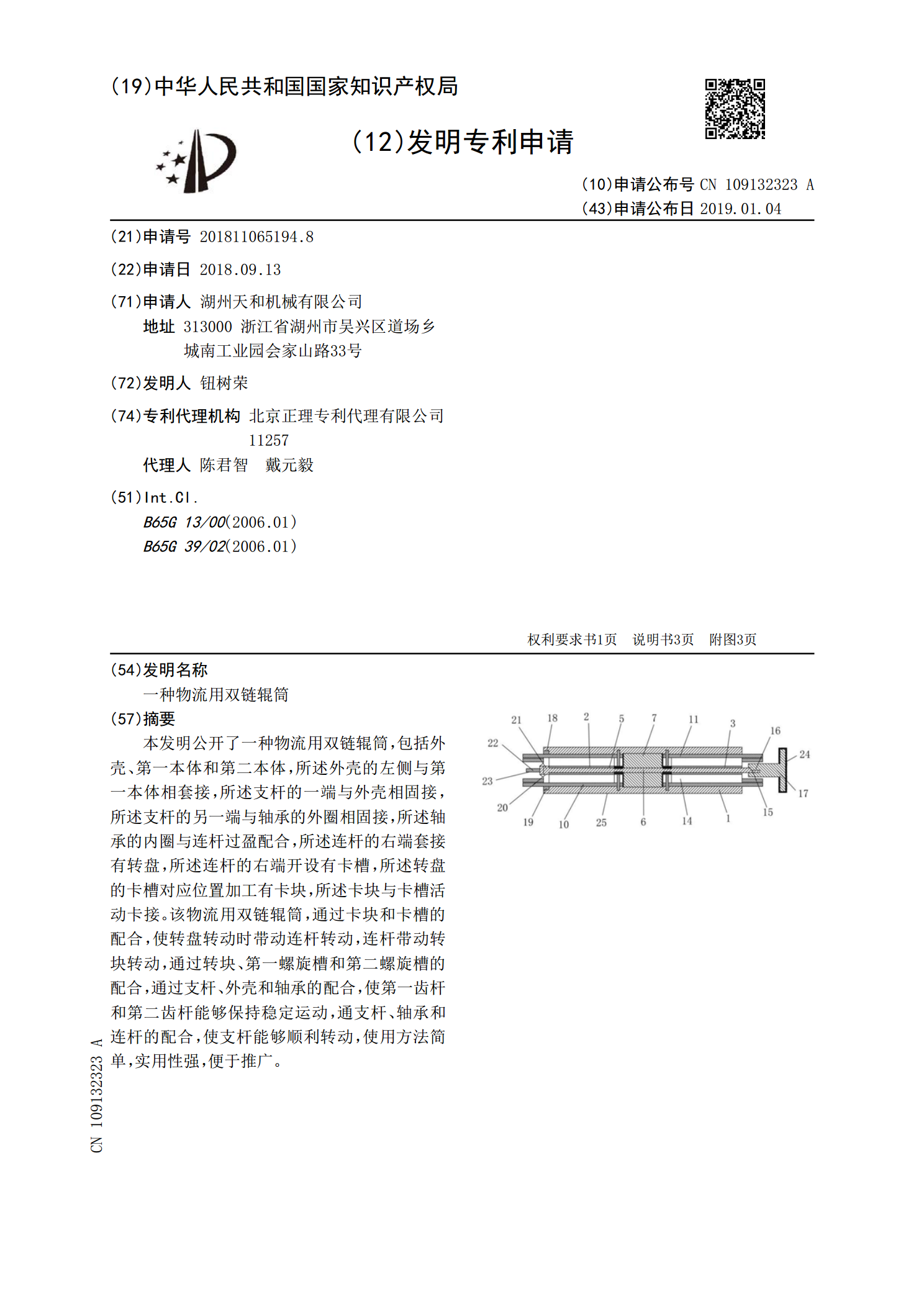
本发明公开了一种物流用双链辊筒,包括外壳、第一本体和第二本体,所述外壳的左侧与第一本体相套接,所述支杆的一端与外壳相固接,所述支杆的另一端与轴承的外圈相固接,所述轴承的内圈与连杆过盈配合,所述连杆的右端套接有转盘,所述连杆的右端开设有卡槽,所述转盘的卡槽对应位置加工有卡块,所述卡块与卡槽活动卡接。该物流用双链辊筒,通过卡块和卡槽的配合,使转盘转动时带动连杆转动,连杆带动转块转动,通过转块、第一螺旋槽和第二螺旋槽的配合,通过支杆、外壳和轴承的配合,使第一齿杆和第二齿杆能够保持稳定运动,通支杆、轴承和连杆的配
一种钢管多辊轮夹装式铣切设备.pdf
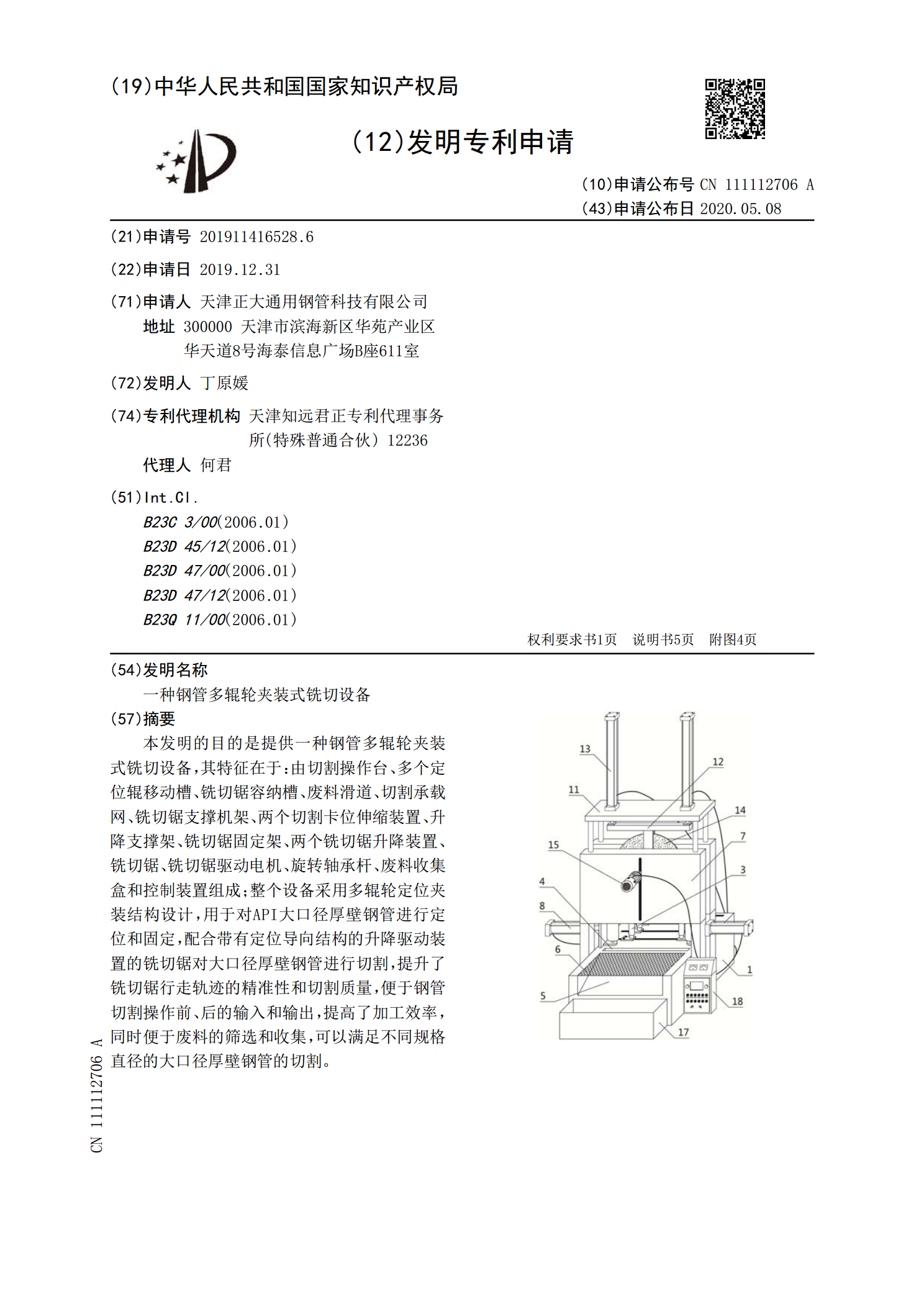
本发明的目的是提供一种钢管多辊轮夹装式铣切设备,其特征在于:由切割操作台、多个定位辊移动槽、铣切锯容纳槽、废料滑道、切割承载网、铣切锯支撑机架、两个切割卡位伸缩装置、升降支撑架、铣切锯固定架、两个铣切锯升降装置、铣切锯、铣切锯驱动电机、旋转轴承杆、废料收集盒和控制装置组成;整个设备采用多辊轮定位夹装结构设计,用于对API大口径厚壁钢管进行定位和固定,配合带有定位导向结构的升降驱动装置的铣切锯对大口径厚壁钢管进行切割,提升了铣切锯行走轨迹的精准性和切割质量,便于钢管切割操作前、后的输入和输出,提高了加工效率