
一种轧辊扁头断裂的修复方法.pdf

一只****ua


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轧辊扁头断裂的修复方法.pdf
本发明公开了一种轧辊扁头断裂的修复方法,在大圆中间处切除掉断裂的扁头,将重新制作的扁轴头通过键、销、螺栓、过盈装配等方式连接到辊颈端面。具体的,先于扁轴头和辊颈上分别加工出台阶轴和圆柱孔,随后于扁头两侧加工出销孔和键槽孔留余量,并在扁轴头和辊颈上加工出若干螺栓孔;将扁轴头上的台阶轴冷冻装到辊颈上的圆柱孔中,然后在螺栓孔中预装高强度螺栓;对销孔和键槽孔进行精加工,在辊颈上加工出相同的销孔和键槽孔,于键槽孔内加工出螺栓孔;将冷冻后的销、键装配到销孔和键槽孔内,在键上拧上螺栓;随后将高强度螺栓、销圆周点焊防松,

湘钢800轧辊扁头断裂原因分析.docx
湘钢800轧辊扁头断裂原因分析湘钢800轧辊扁头断裂原因分析摘要:轧辊是铁与钢等金属材料加工过程中的重要工具,而轧辊的扁头部分是高度负责的区域。然而,在湘钢800轧机的生产过程中,发生了轧辊扁头断裂的情况,给生产造成了严重影响。本文通过对轧辊扁头断裂原因的分析,总结出了耐磨性不足、轧辊材质缺陷以及轧辊安装不当等几个关键因素,并提出了相应的解决方法,以期减少断裂事件的发生,提高生产效率和质量。关键词:湘钢800轧辊;扁头断裂;原因分析;解决方法一、引言在钢材生产过程中,轧辊是不可或缺的工具之一,它的质量直接
一种轧辊辊头断裂熔铸修复装置.pdf
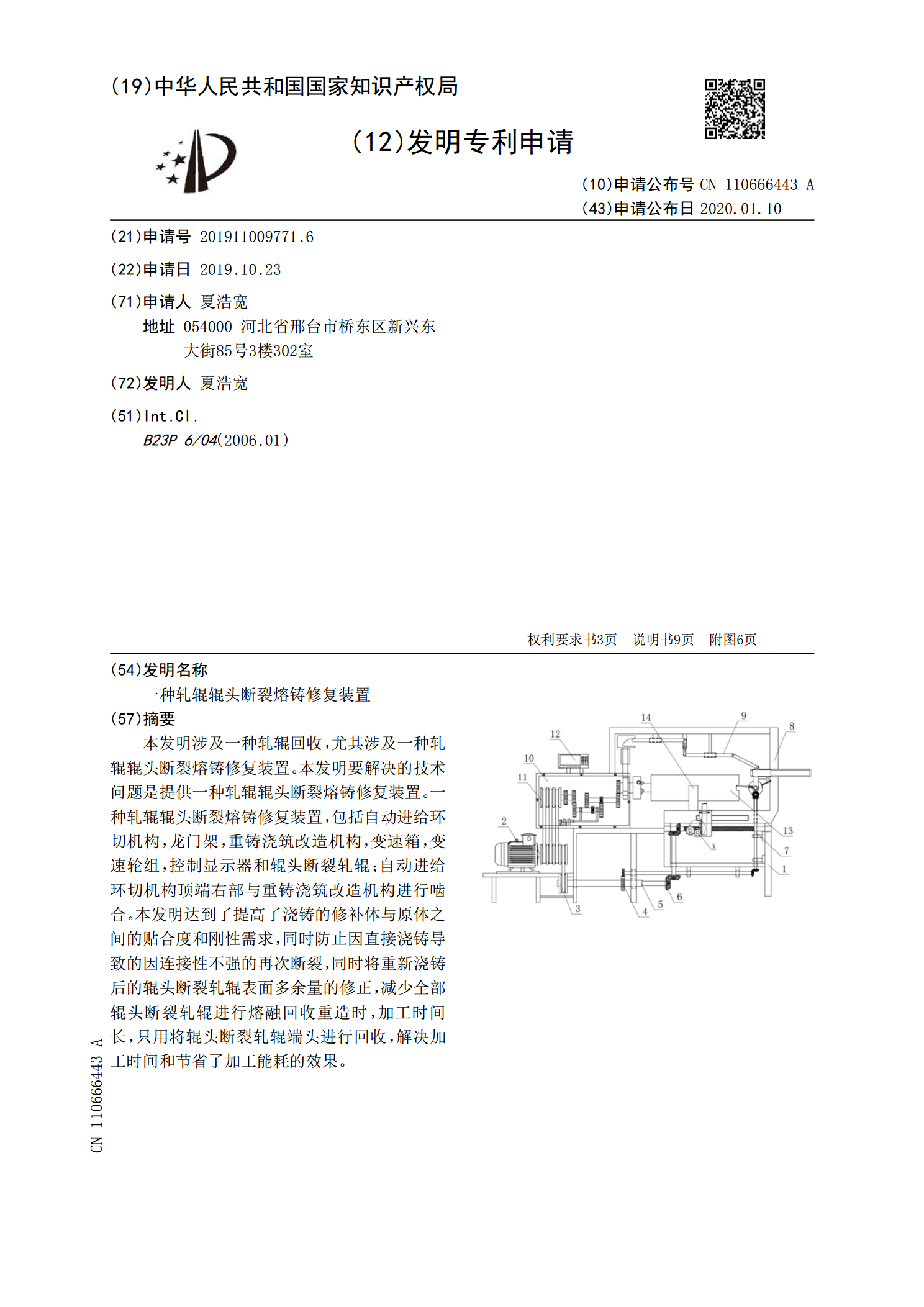
本发明涉及一种轧辊回收,尤其涉及一种轧辊辊头断裂熔铸修复装置。本发明要解决的技术问题是提供一种轧辊辊头断裂熔铸修复装置。一种轧辊辊头断裂熔铸修复装置,包括自动进给环切机构,龙门架,重铸浇筑改造机构,变速箱,变速轮组,控制显示器和辊头断裂轧辊;自动进给环切机构顶端右部与重铸浇筑改造机构进行啮合。本发明达到了提高了浇铸的修补体与原体之间的贴合度和刚性需求,同时防止因直接浇铸导致的因连接性不强的再次断裂,同时将重新浇铸后的辊头断裂轧辊表面多余量的修正,减少全部辊头断裂轧辊进行熔融回收重造时,加工时间长,只用将辊
一种轧辊扁头对称度的检测装置及检测方法.pdf
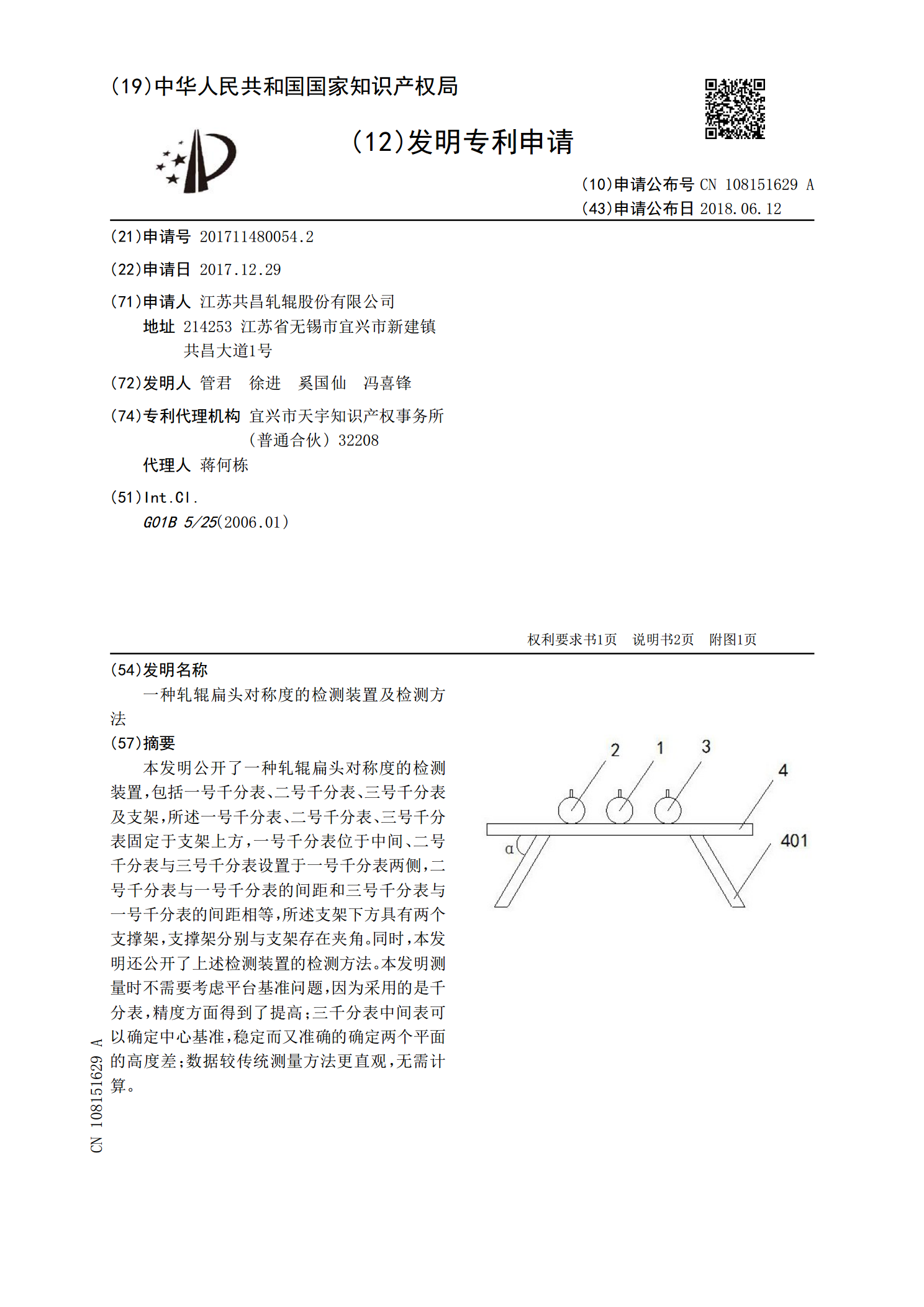
本发明公开了一种轧辊扁头对称度的检测装置,包括一号千分表、二号千分表、三号千分表及支架,所述一号千分表、二号千分表、三号千分表固定于支架上方,一号千分表位于中间、二号千分表与三号千分表设置于一号千分表两侧,二号千分表与一号千分表的间距和三号千分表与一号千分表的间距相等,所述支架下方具有两个支撑架,支撑架分别与支架存在夹角。同时,本发明还公开了上述检测装置的检测方法。本发明测量时不需要考虑平台基准问题,因为采用的是千分表,精度方面得到了提高;三千分表中间表可以确定中心基准,稳定而又准确的确定两个平面的高度差

数控轧辊双面扁头铣床的研制.docx
数控轧辊双面扁头铣床的研制近年来,随着制造业的日益发展,数控加工技术的应用越来越广泛。在这样的背景下,数控铣床已经成为制造业中最为常见的机械加工设备之一。同时,随着科技的不断进步和数控技术的日益成熟,数控铣床也不断地进行着技术升级和改进,产生了更加精密、高效的数控铣床产品。其中,数控轧辊双面扁头铣床在数控铣床家族中占有重要地位。一、数控轧辊双面扁头铣床的定义数控轧辊双面扁头铣床是一种具有双面同时加工的功能的数控机床,主要用于金属轴类、轴承、马达、汽车零配件等零部件的加工。该机床主要由机床主体、数控系统、刀