
单体的制造方法以及制造装置.pdf

如灵****姐姐


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共30页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

单体的制造方法以及制造装置.pdf
本公开的单体的制造方法是通过将均匀厚度的带板状的坯料顺序输送到各冲压位置,并在各冲压位置对坯料进行冲压加工,来制造构成无级变速器的传动带并具有厚壁部和薄壁部的单体的方法。作为在各冲压位置进行的冲压加工,包括:预冲裁工序,进行冲裁,以留下与周围的坯料连接的连接部,使连接部以外的切离部从周围的坯料切离,并且使切离部相对于周围的坯料在板厚方向上不重叠;压溃工序,在预冲裁工序之后,压缩切离部的与薄壁部相当的区域并压溃;以及冲裁工序,在压溃工序之后,将切离部冲裁为与单体对应的外形。
电池单体、电池、用电装置、制造方法以及制造设备.pdf
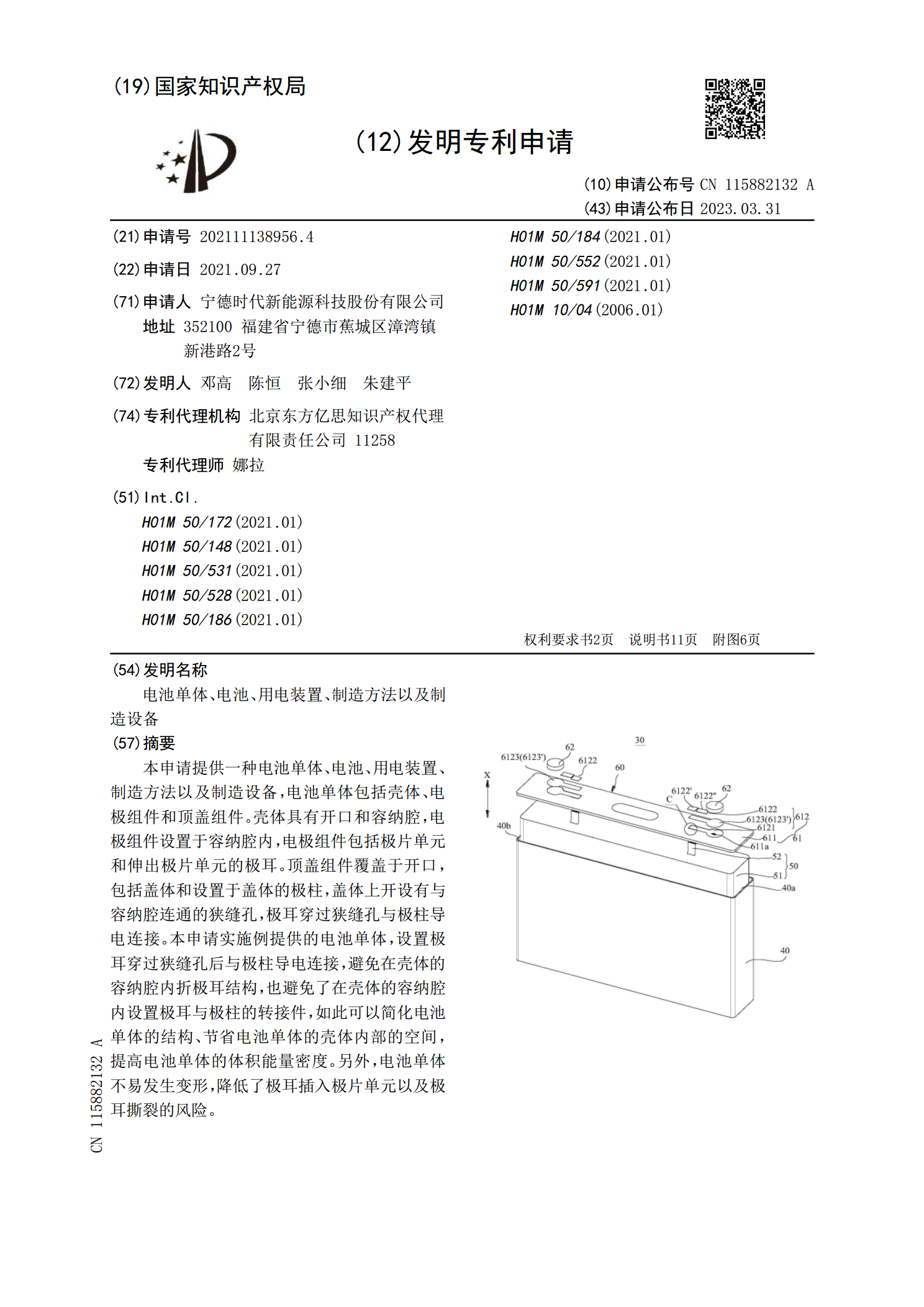
本申请提供一种电池单体、电池、用电装置、制造方法以及制造设备,电池单体包括壳体、电极组件和顶盖组件。壳体具有开口和容纳腔,电极组件设置于容纳腔内,电极组件包括极片单元和伸出极片单元的极耳。顶盖组件覆盖于开口,包括盖体和设置于盖体的极柱,盖体上开设有与容纳腔连通的狭缝孔,极耳穿过狭缝孔与极柱导电连接。本申请实施例提供的电池单体,设置极耳穿过狭缝孔后与极柱导电连接,避免在壳体的容纳腔内折极耳结构,也避免了在壳体的容纳腔内设置极耳与极柱的转接件,如此可以简化电池单体的结构、节省电池单体的壳体内部的空间,提高电池
电池单体及其制造方法和制造系统、电池以及用电装置.pdf
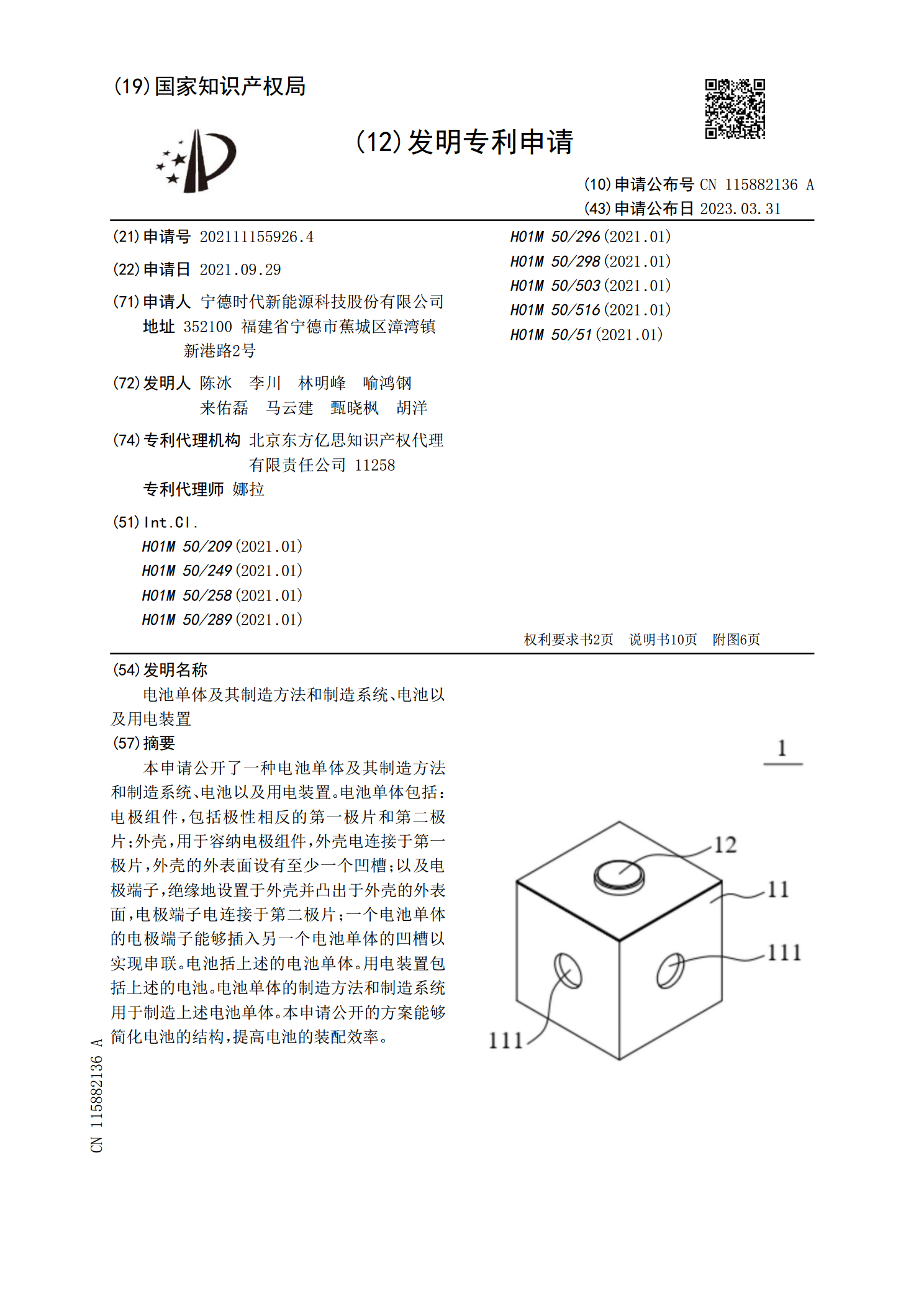
本申请公开了一种电池单体及其制造方法和制造系统、电池以及用电装置。电池单体包括:电极组件,包括极性相反的第一极片和第二极片;外壳,用于容纳电极组件,外壳电连接于第一极片,外壳的外表面设有至少一个凹槽;以及电极端子,绝缘地设置于外壳并凸出于外壳的外表面,电极端子电连接于第二极片;一个电池单体的电极端子能够插入另一个电池单体的凹槽以实现串联。电池括上述的电池单体。用电装置包括上述的电池。电池单体的制造方法和制造系统用于制造上述电池单体。本申请公开的方案能够简化电池的结构,提高电池的装配效率。

电池单体及其制造方法和制造系统、电池以及用电装置.pdf
本申请实施例提供一种电池单体及其制造方法和制造系统、电池以及用电装置。电池单体包括:电极组件,包括极性相反的第一极耳和第二极耳;壳体,用于容纳电极组件,壳体包括筒体和连接于筒体的盖体,筒体环绕电极组件的外周设置,盖体设有电极引出孔,盖体的至少一部分用于电连接电池的第一连接构件和第一极耳;以及电极端子,用于电连接电池的第二连接构件和第二极耳,电极端子绝缘设置于盖体并安装于电极引出孔,盖体和电极端子两者中的一者为电池单体的正输出极,另一者为电池单体的负输出极。本申请能够改善电池单体的过流能力、简化电池单体的结
齿轮的制造方法以及制造装置.pdf
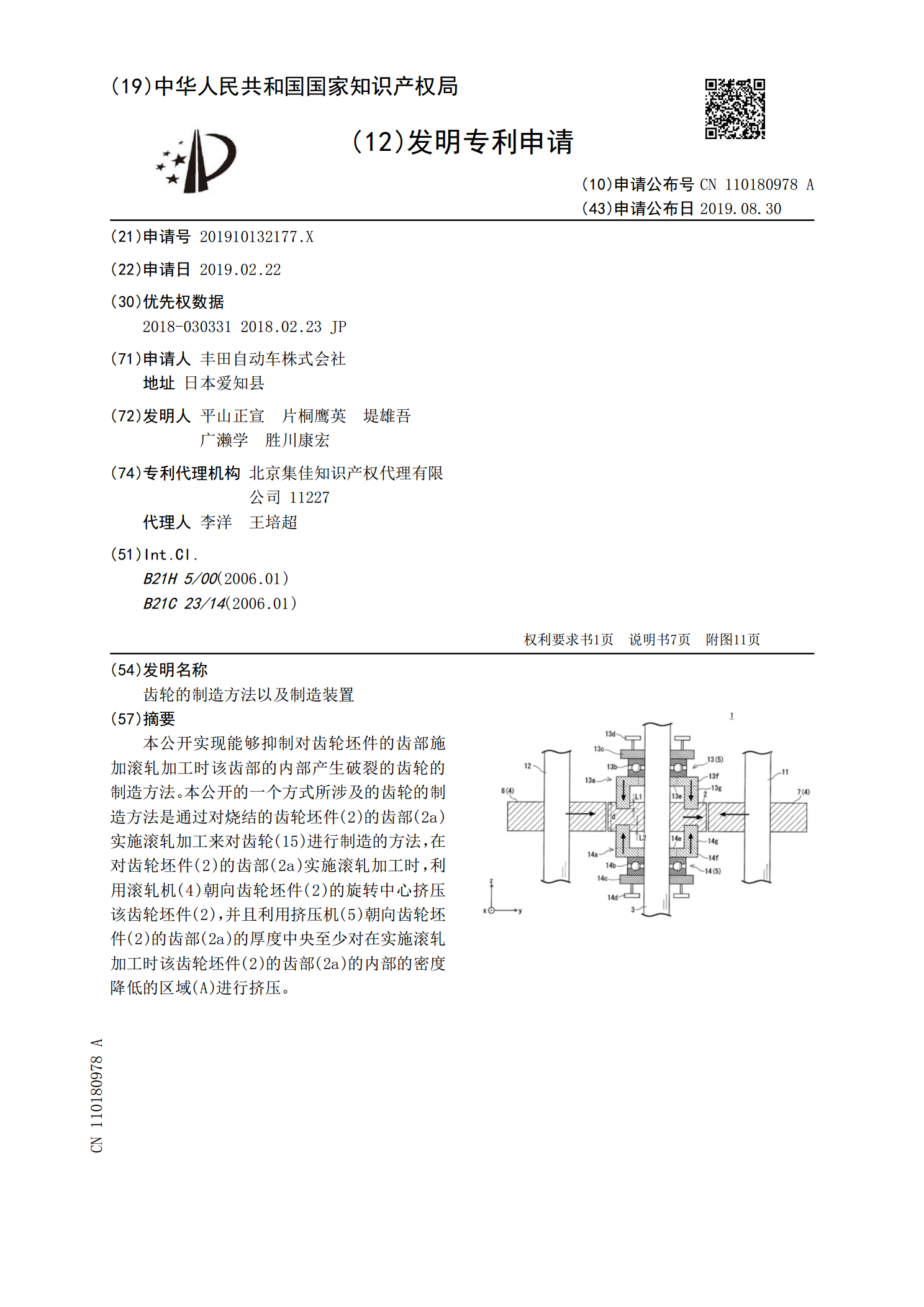
本公开实现能够抑制对齿轮坯件的齿部施加滚轧加工时该齿部的内部产生破裂的齿轮的制造方法。本公开的一个方式所涉及的齿轮的制造方法是通过对烧结的齿轮坯件(2)的齿部(2a)实施滚轧加工来对齿轮(15)进行制造的方法,在对齿轮坯件(2)的齿部(2a)实施滚轧加工时,利用滚轧机(4)朝向齿轮坯件(2)的旋转中心挤压该齿轮坯件(2),并且利用挤压机(5)朝向齿轮坯件(2)的齿部(2a)的厚度中央至少对在实施滚轧加工时该齿轮坯件(2)的齿部(2a)的内部的密度降低的区域(A)进行挤压。