
一种低压注塑成型模具的新型定位结构.pdf

一吃****永贺


1/8

2/8
3/8

4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低压注塑成型模具的新型定位结构.pdf
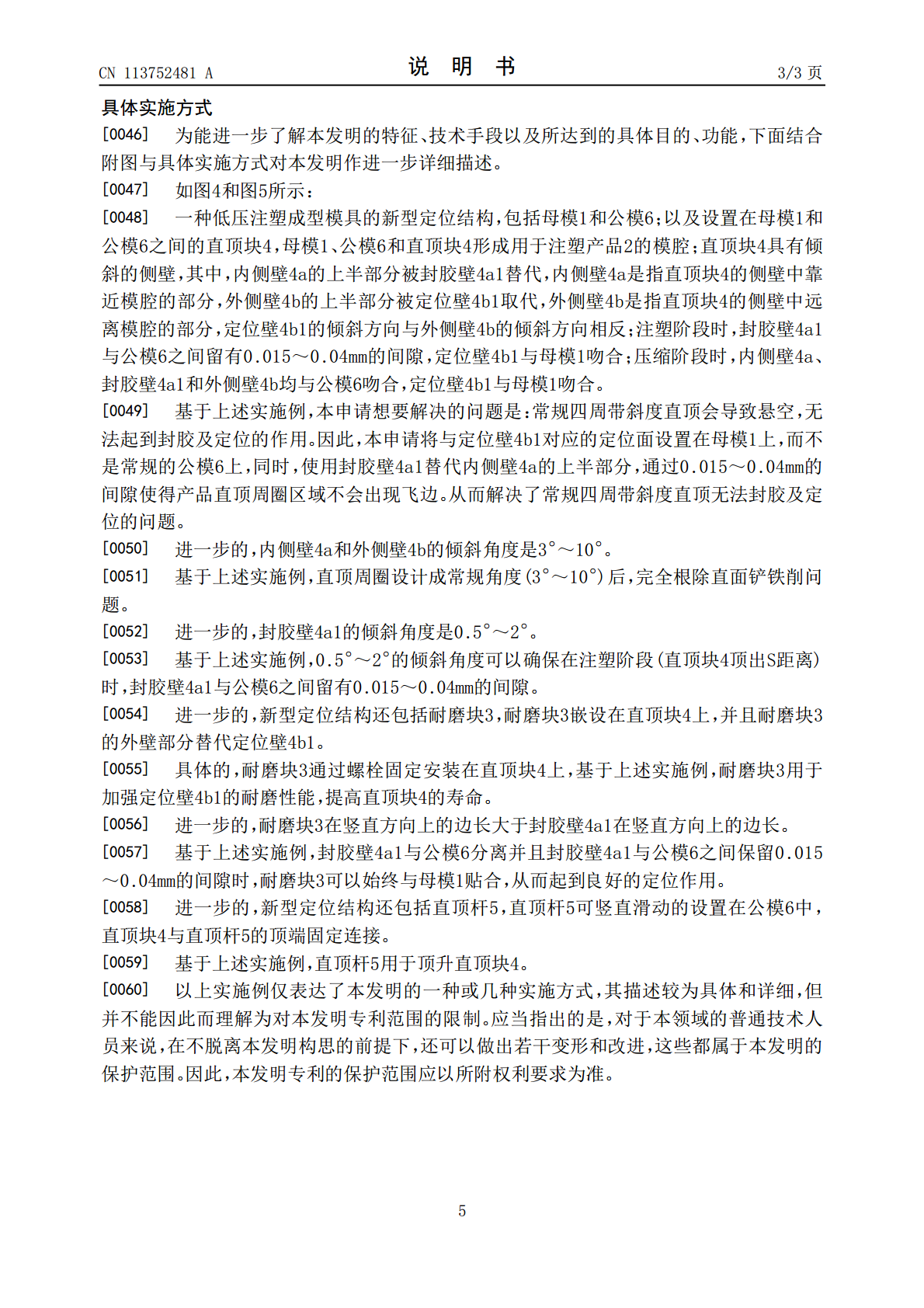
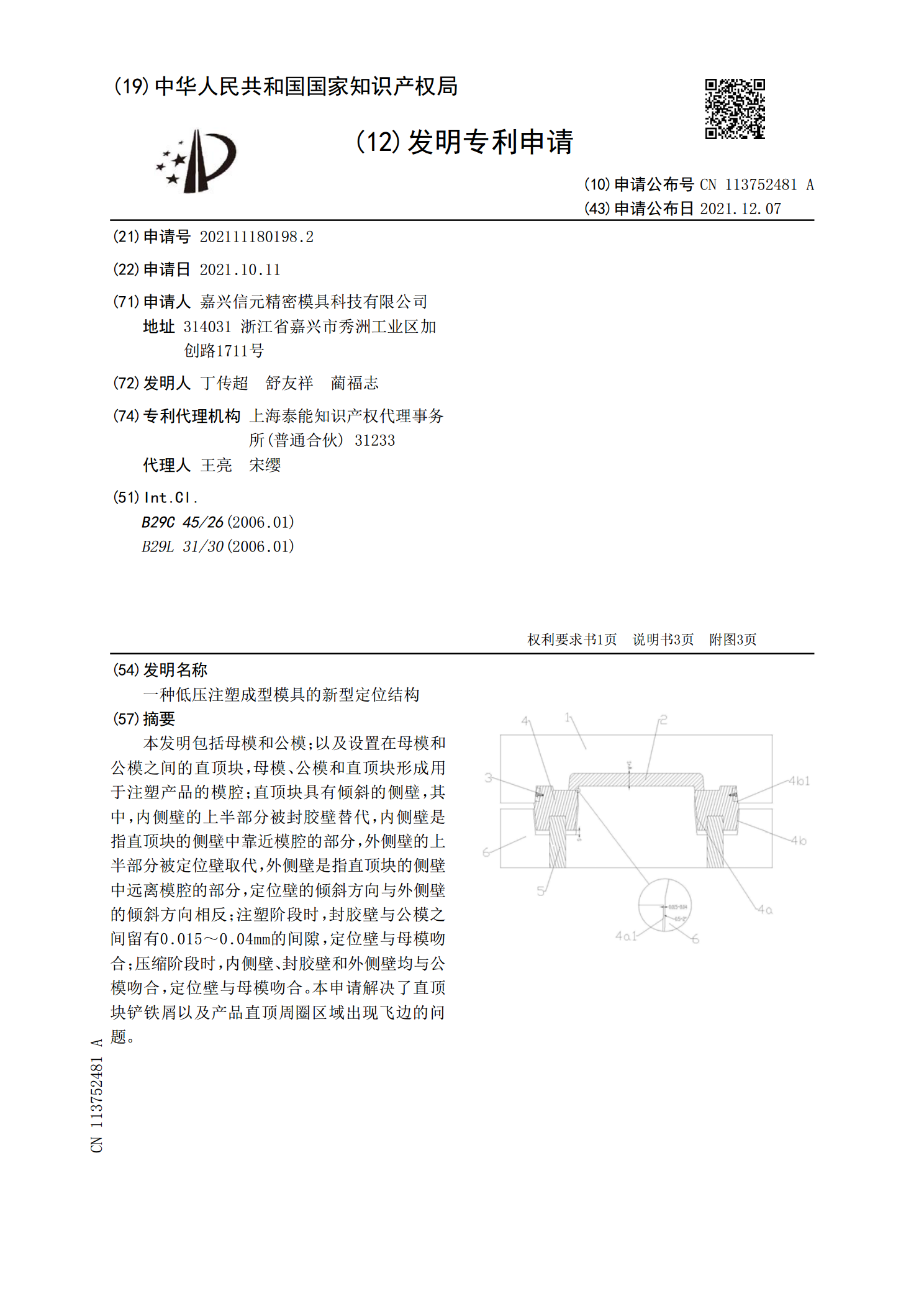
本发明包括母模和公模;以及设置在母模和公模之间的直顶块,母模、公模和直顶块形成用于注塑产品的模腔;直顶块具有倾斜的侧壁,其中,内侧壁的上半部分被封胶壁替代,内侧壁是指直顶块的侧壁中靠近模腔的部分,外侧壁的上半部分被定位壁取代,外侧壁是指直顶块的侧壁中远离模腔的部分,定位壁的倾斜方向与外侧壁的倾斜方向相反;注塑阶段时,封胶壁与公模之间留有0.015~0.04mm的间隙,定位壁与母模吻合;压缩阶段时,内侧壁、封胶壁和外侧壁均与公模吻合,定位壁与母模吻合。本申请解决了直顶块铲铁屑以及产品直顶周圈区域出现飞边的问
一种新型注塑机模具定位结构.pdf
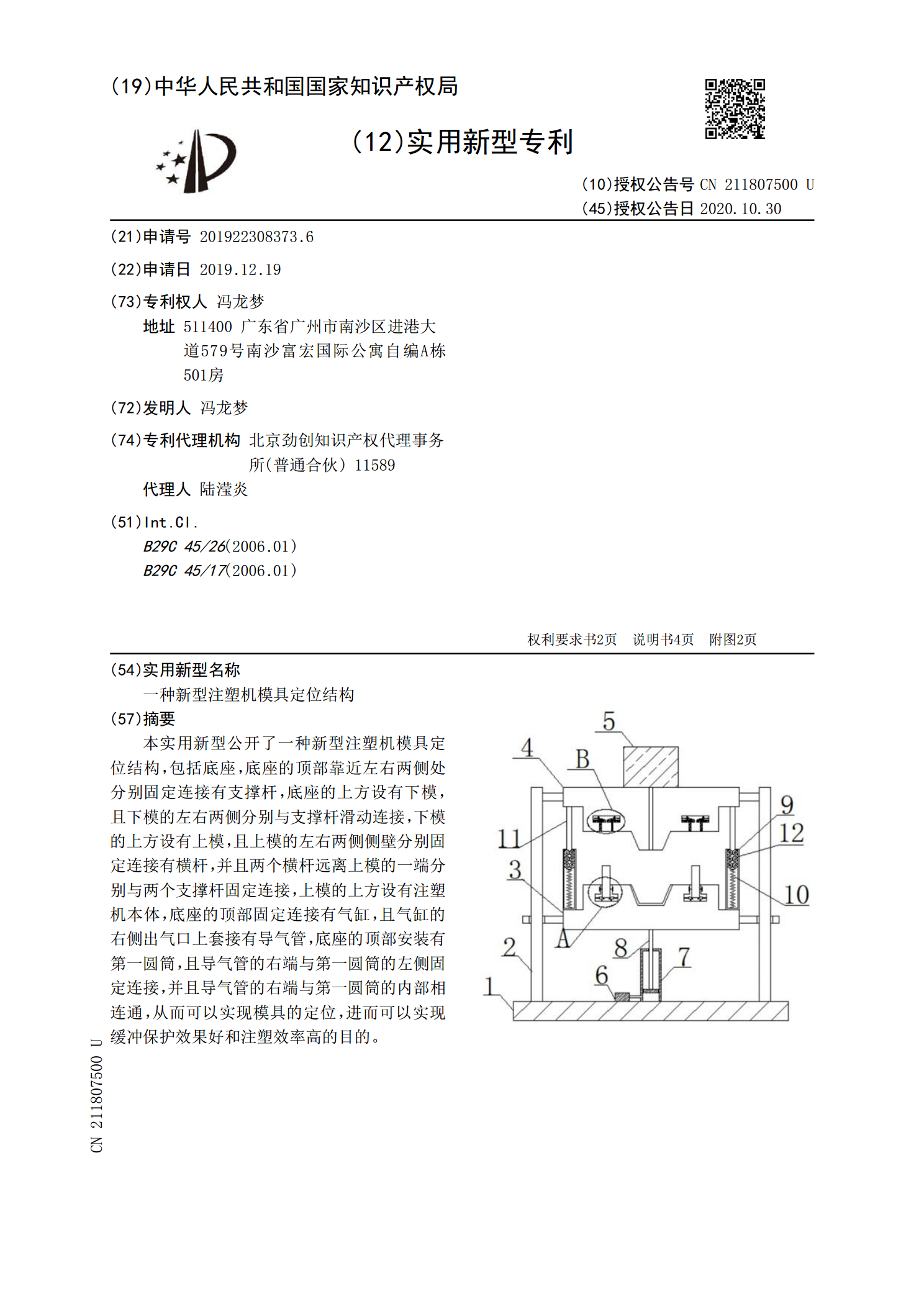
本实用新型公开了一种新型注塑机模具定位结构,包括底座,底座的顶部靠近左右两侧处分别固定连接有支撑杆,底座的上方设有下模,且下模的左右两侧分别与支撑杆滑动连接,下模的上方设有上模,且上模的左右两侧侧壁分别固定连接有横杆,并且两个横杆远离上模的一端分别与两个支撑杆固定连接,上模的上方设有注塑机本体,底座的顶部固定连接有气缸,且气缸的右侧出气口上套接有导气管,底座的顶部安装有第一圆筒,且导气管的右端与第一圆筒的左侧固定连接,并且导气管的右端与第一圆筒的内部相连通,从而可以实现模具的定位,进而可以实现缓冲保护效果
一种新型低压注塑电池封装结构.pdf
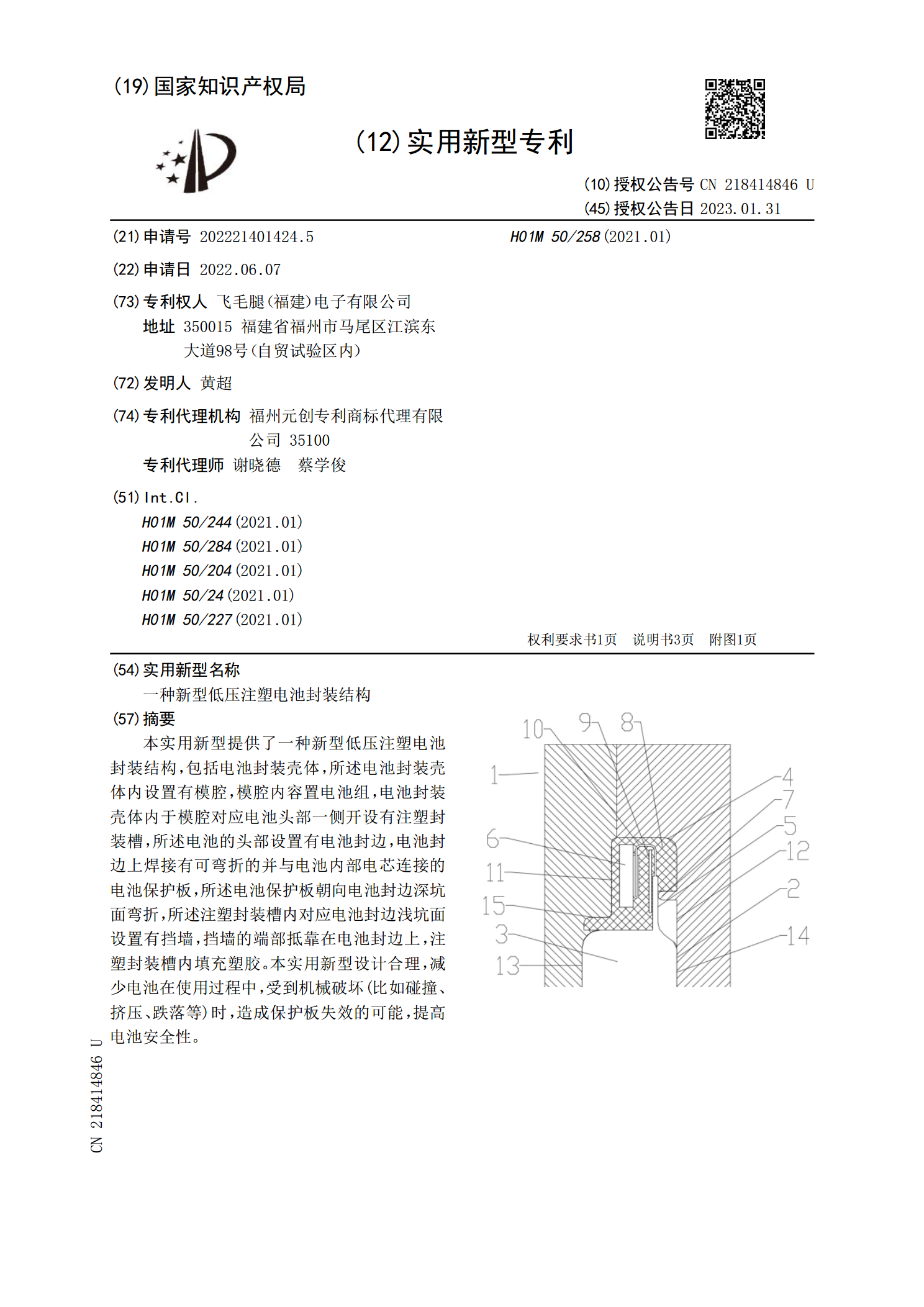
本实用新型提供了一种新型低压注塑电池封装结构,包括电池封装壳体,所述电池封装壳体内设置有模腔,模腔内容置电池组,电池封装壳体内于模腔对应电池头部一侧开设有注塑封装槽,所述电池的头部设置有电池封边,电池封边上焊接有可弯折的并与电池内部电芯连接的电池保护板,所述电池保护板朝向电池封边深坑面弯折,所述注塑封装槽内对应电池封边浅坑面设置有挡墙,挡墙的端部抵靠在电池封边上,注塑封装槽内填充塑胶。本实用新型设计合理,减少电池在使用过程中,受到机械破坏(比如碰撞、挤压、跌落等)时,造成保护板失效的可能,提高电池安全性。
一种新型注塑模具浇口结构.pdf
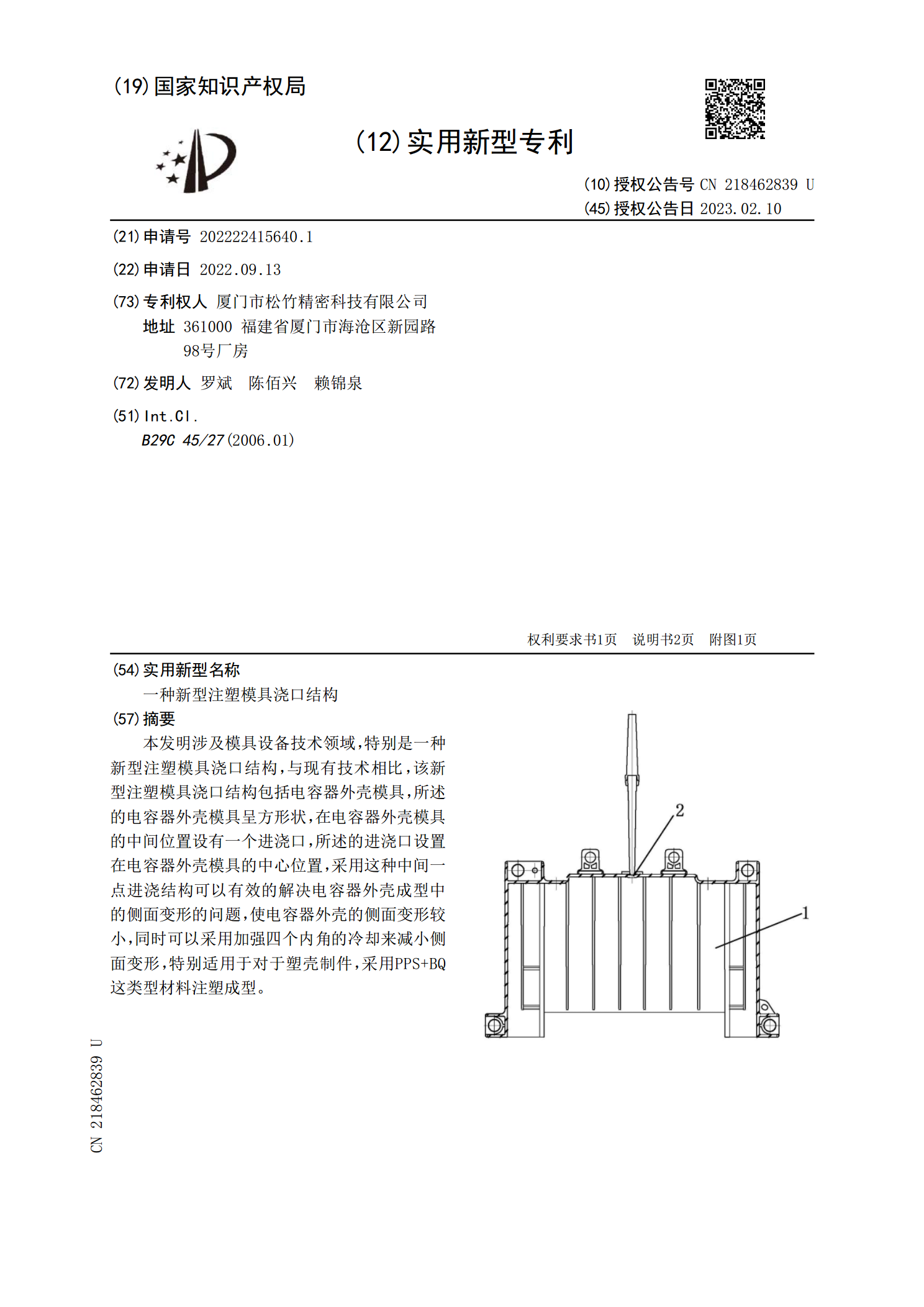
本发明涉及模具设备技术领域,特别是一种新型注塑模具浇口结构,与现有技术相比,该新型注塑模具浇口结构包括电容器外壳模具,所述的电容器外壳模具呈方形状,在电容器外壳模具的中间位置设有一个进浇口,所述的进浇口设置在电容器外壳模具的中心位置,采用这种中间一点进浇结构可以有效的解决电容器外壳成型中的侧面变形的问题,使电容器外壳的侧面变形较小,同时可以采用加强四个内角的冷却来减小侧面变形,特别适用于对于塑壳制件,采用PPS+BQ这类型材料注塑成型。

一种注塑模具多滑块配合成型结构.pdf
本发明公开了一种注塑模具多滑块配合成型结构,包括第一滑块,及位于第一滑块对侧的第二滑块,第一滑块和第二滑块之间设有在成型时与二者对靠在一起的第三滑块,第三滑块包括第三滑块镶件和与第三滑块镶件可拆卸连接的第三滑块本体,第三滑块本体上设有从上往下内凹的第三连接槽,第三连接槽上设有第三螺丝孔,第三滑块镶件上设有从上往下插入第三连接槽中的第三凸台,第三凸台上设有与第三螺丝孔相对应的第三固定孔,第三滑块镶件上设有穿过第三固定孔并与第三螺丝孔连接从而将第三滑块镶件固定在第三滑块本体上的山打螺丝,所述山打螺丝的螺杆与第