
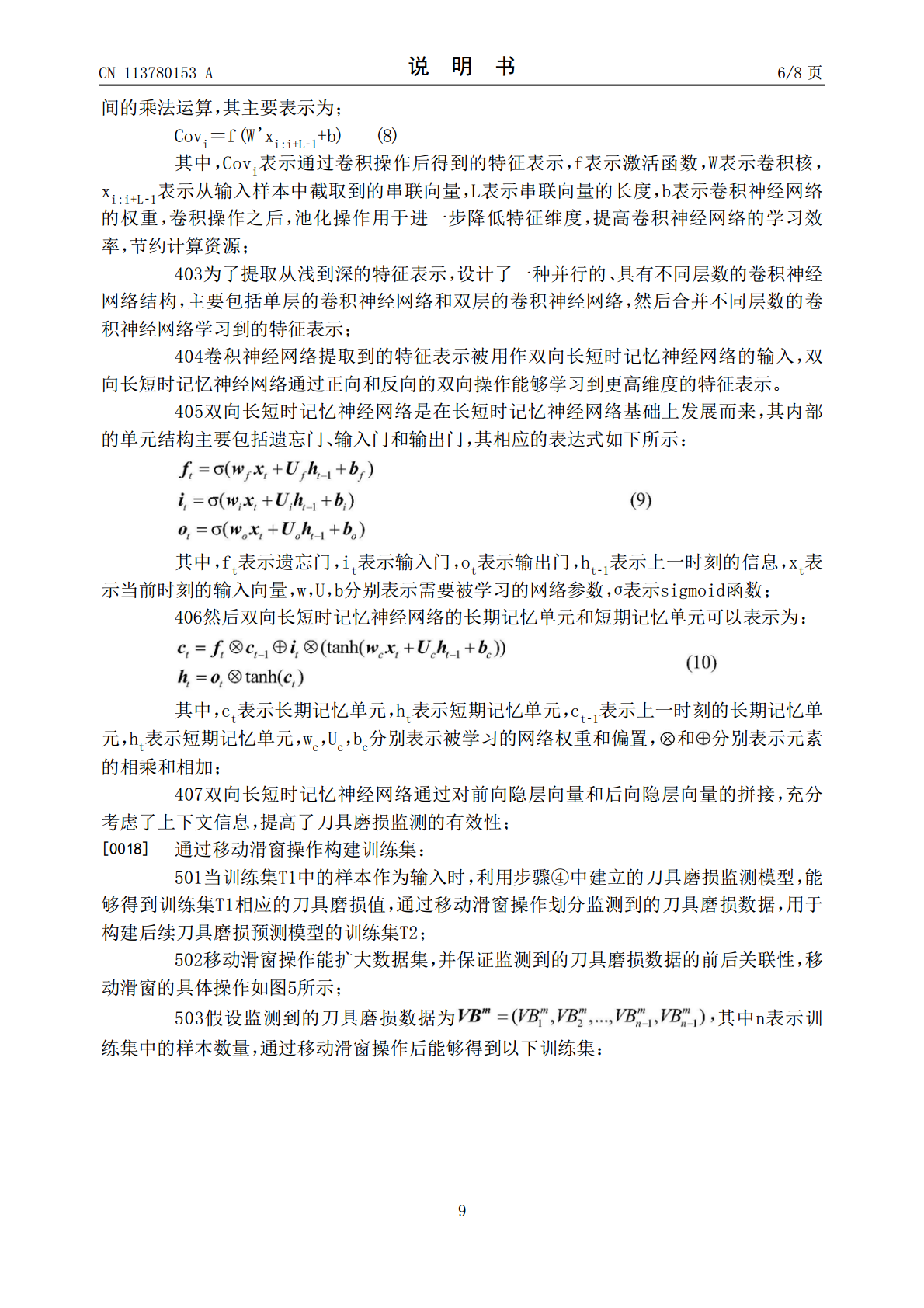
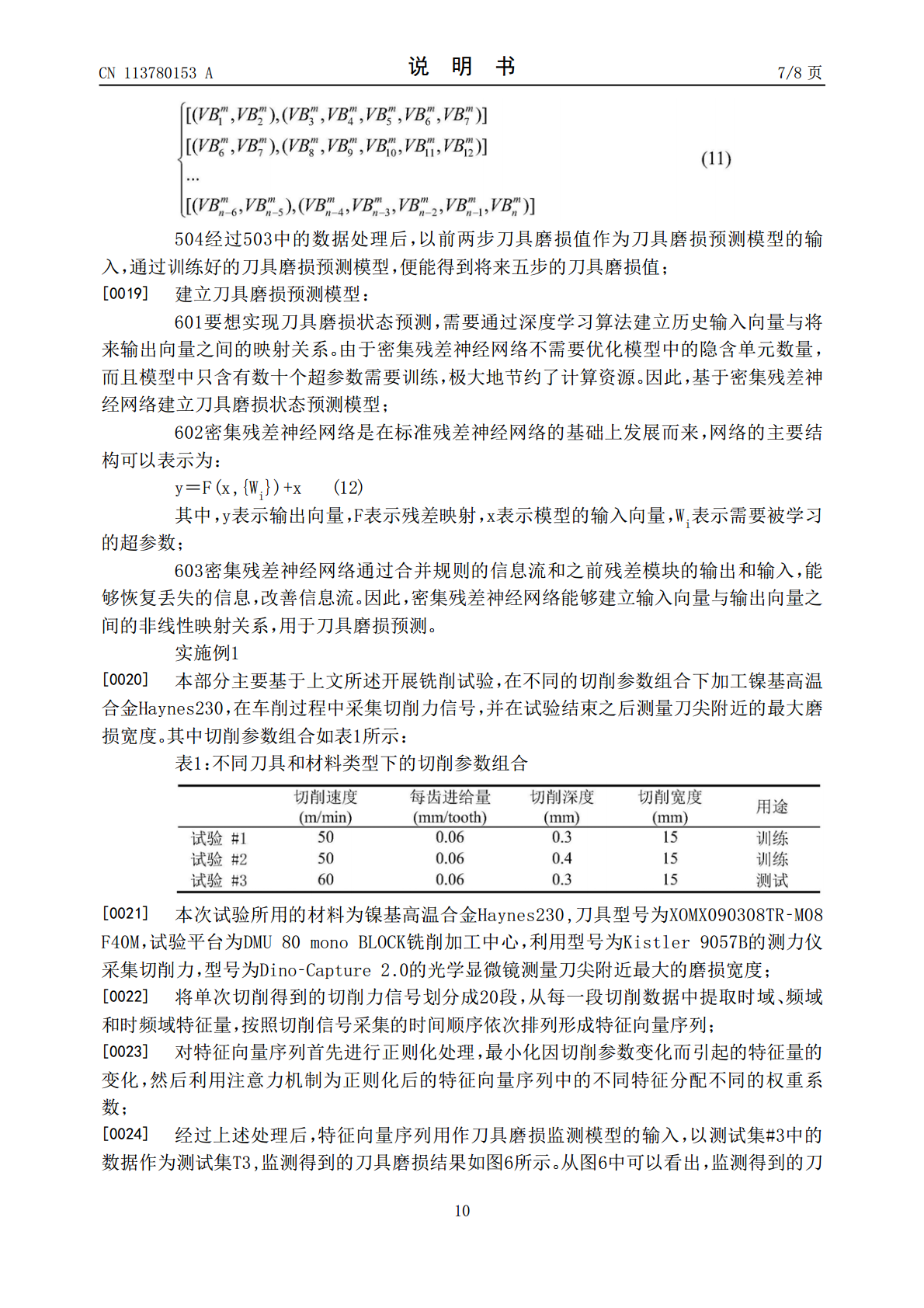
一种刀具磨损监测和预测方法.pdf

是你****岺呀


1/10
2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种刀具磨损监测和预测方法.pdf
本发明涉及机械加工领域,具体涉及基于切削力信号的刀具磨损监测和预测方法。本发明将整段切削信号按照10000个数据点的长度划分成N段(N取20),对每段数据进行时域特征、频域特征和时频域特征的提取,本发明利用特征正则化方法处理得到的特征向量序列,以最小化切削参数引起的切削信号变化,同时保留刀具磨损与切削信号之间的映射关系,为了进一步优化特征向量序列,通过注意力机制对特征向量序列中的不同特征分配不同的权重系数,加强特征向量序列中有价值的信息,弱化冗余信息,在提高生产效率的同时降低生产成本,对于当前数据驱动的智

一种刀具磨损监测方法及系统.pdf
一种刀具磨损监测方法及系统,所述方法包括以下步骤:使用刀具在加工样品的加工面上纵切,以形成加工槽;刀具为带有圆刀鼻的单点钻石刀具;获取加工槽的每一个绘图节点的坐标;并通过该加工槽的每一个绘图节点的坐标绘制该加工槽的3D轮廓;并根据该3D轮廓,获取多个加工槽横截面的2D轮廓;测量每一个2D轮廓的实测切削深度DoC

盾构刀具磨损监测方法研究.docx
盾构刀具磨损监测方法研究标题:盾构刀具磨损监测方法研究摘要:随着盾构技术在地铁、隧道和管道工程等领域的广泛应用,盾构机刀具的磨损问题日益引起重视。本文综合分析了当前盾构刀具磨损监测方法方面的研究成果,重点探讨了常见的磨损监测技术及其优缺点,并提出了一种基于智能传感器的刀具磨损监测方法。通过这种方法可以提高盾构机刀具的使用寿命和工作效率。1.引言随着城市化进程的不断加快,地下交通建设需求逐渐增大,盾构技术被广泛应用于地铁、隧道和管道工程等领域。而盾构机刀具的磨损问题是影响施工质量和进度的关键因素之一。因此,
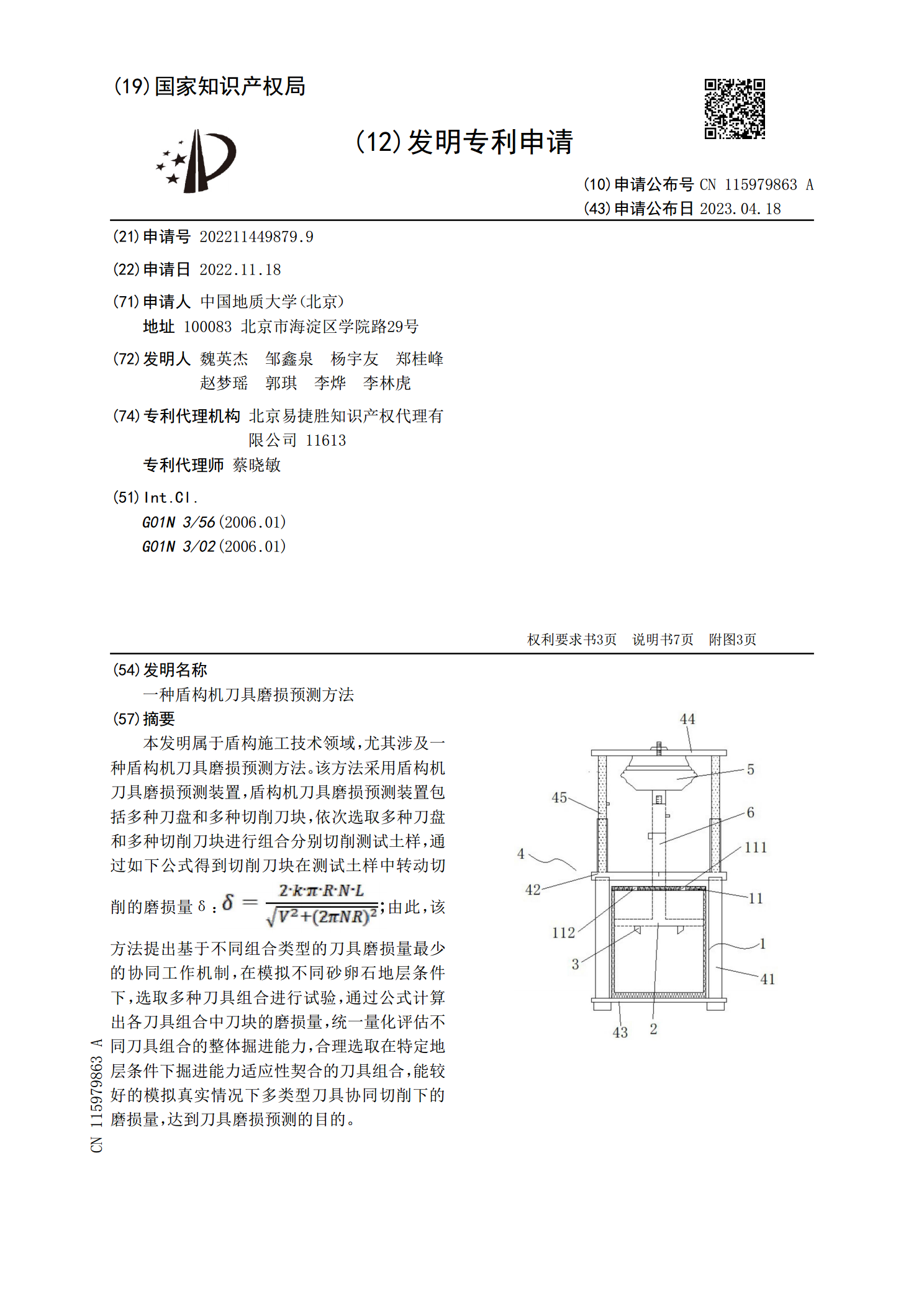
一种盾构机刀具磨损预测方法.pdf
本发明属于盾构施工技术领域,尤其涉及一种盾构机刀具磨损预测方法。该方法采用盾构机刀具磨损预测装置,盾构机刀具磨损预测装置包括多种刀盘和多种切削刀块,依次选取多种刀盘和多种切削刀块进行组合分别切削测试土样,通过如下公式得到切削刀块在测试土样中转动切削的磨损量δ:

基于特征融合的刀具磨损监测方法.docx
基于特征融合的刀具磨损监测方法基于特征融合的刀具磨损监测方法摘要:随着制造业的不断发展,刀具磨损监测在提高生产效率和降低成本方面起着关键作用。传统的刀具磨损监测方法通常依赖于人工经验和经验规则,不能真实准确地反映刀具的磨损情况。针对这个问题,本文提出了一种基于特征融合的刀具磨损监测方法。该方法将多种特征融合在一起,从而实现对刀具磨损情况的准确监测。实验结果表明,该方法能够有效地提高刀具磨损监测的准确性和稳定性,具有较好的实际应用价值。关键词:刀具磨损监测、特征融合、生产效率、成本降低1.引言刀具磨损是制造