
喷塑工件掉塑的避免分析论文.docx

是你****优呀

1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

喷塑工件掉塑的避免分析论文.docx
喷塑工件掉塑的避免分析论文一、掉塑发生机理环氧聚酯粉末依靠静电吸附到工件的磷化膜层后在固化烘箱中产生熔融、胶化、流平、固化四个过程。其中熔融、胶化、流平三个过程中的粉末出现液体特征会渗入磷化膜形成的孔洞中从而粉末层与磷化膜层紧密结合那么工件在受到很少外力作用下会出现塑层脱离钢板磷化膜层的现象出现掉塑。二、掉塑原因造成掉塑的因素有以下几个方面:1、磷化膜严重发黄、发花。在显微镜下观察可以发现:发黄、发花的磷化膜层结晶不规则。2、
喷塑工件掉塑的避免分析论文.docx
喷塑工件掉塑的避免分析论文一、掉塑发生机理环氧聚酯粉末依靠静电吸附到工件的磷化膜层后在固化烘箱中产生熔融、胶化、流平、固化四个过程。其中熔融、胶化、流平三个过程中的粉末出现液体特征会渗入磷化膜形成的孔洞中从而粉末层与磷化膜层紧密结合那么工件在受到很少外力作用下会出现塑层脱离钢板磷化膜层的现象出现掉塑。二、掉塑原因造成掉塑的因素有以下几个方面:1、磷化膜严重发黄、发花。在显微镜下观察可以发现:发黄、发花的磷化膜层结晶不规则。2、
喷塑工件掉塑探究论文.docx
喷塑工件掉塑探究论文一、掉塑发生机理环氧聚酯粉末依靠静电吸附到工件的磷化膜层后在固化烘箱中产生熔融、胶化、流平、固化四个过程。其中熔融、胶化、流平三个过程中的粉末出现液体特征会渗入磷化膜形成的孔洞中从而粉末层与磷化膜层紧密结合那么工件在受到很少外力作用下会出现塑层脱离钢板磷化膜层的现象出现掉塑问题。二、掉塑影响原因造成掉塑的因素有以下几个方面:1、磷化膜严重发黄、发花。在电子显微镜下观察可以发现:发黄、发花的磷化膜层结晶不规则。
喷塑工件掉塑探究论文.docx
喷塑工件掉塑探究论文一、掉塑发生机理环氧聚酯粉末依靠静电吸附到工件的磷化膜层后在固化烘箱中产生熔融、胶化、流平、固化四个过程。其中熔融、胶化、流平三个过程中的粉末出现液体特征会渗入磷化膜形成的孔洞中从而粉末层与磷化膜层紧密结合那么工件在受到很少外力作用下会出现塑层脱离钢板磷化膜层的现象出现掉塑问题。二、掉塑影响原因造成掉塑的因素有以下几个方面:1、磷化膜严重发黄、发花。在电子显微镜下观察可以发现:发黄、发花的磷化膜层结晶不规则。
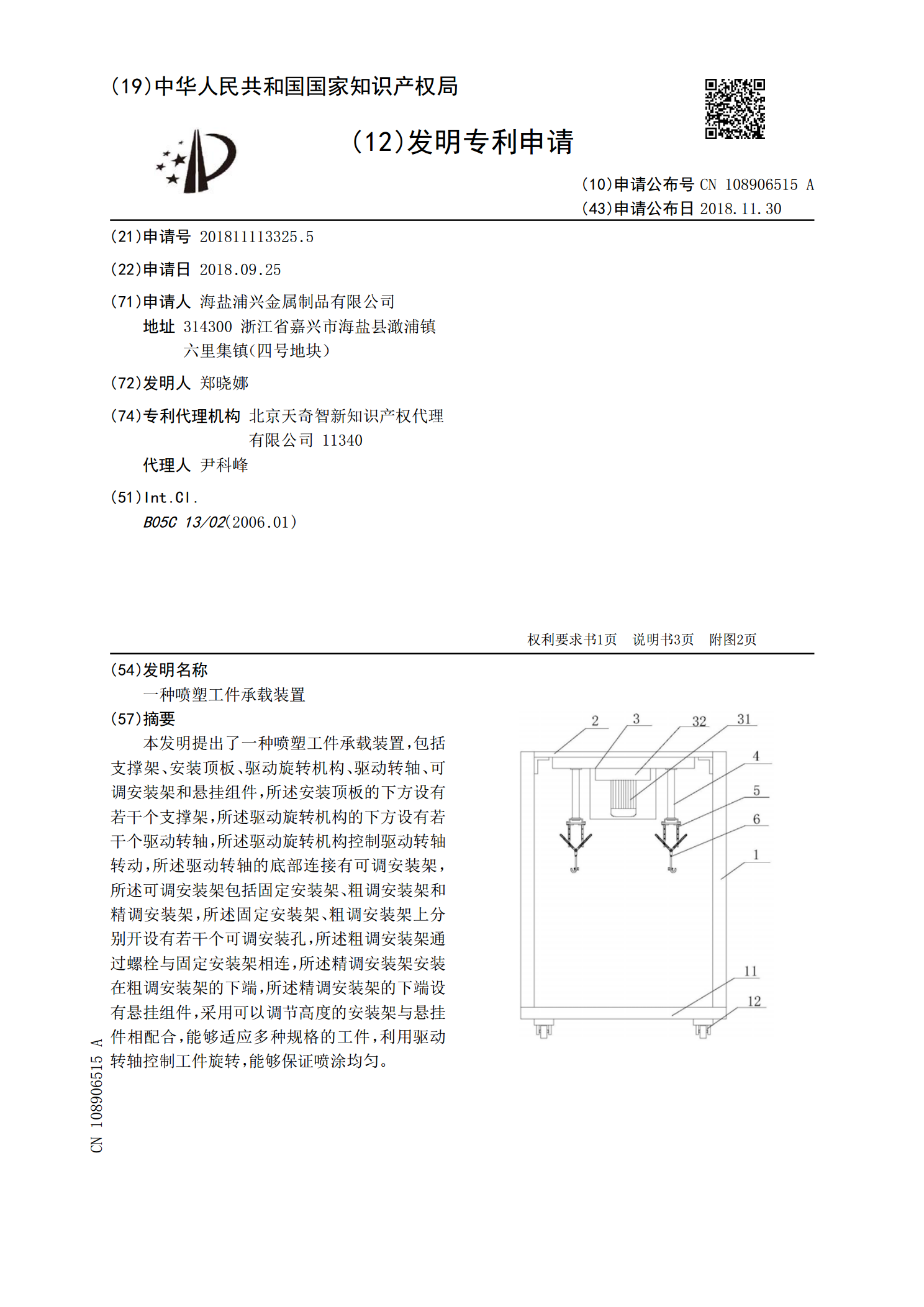
一种喷塑工件承载装置.pdf
本发明提出了一种喷塑工件承载装置,包括支撑架、安装顶板、驱动旋转机构、驱动转轴、可调安装架和悬挂组件,所述安装顶板的下方设有若干个支撑架,所述驱动旋转机构的下方设有若干个驱动转轴,所述驱动旋转机构控制驱动转轴转动,所述驱动转轴的底部连接有可调安装架,所述可调安装架包括固定安装架、粗调安装架和精调安装架,所述固定安装架、粗调安装架上分别开设有若干个可调安装孔,所述粗调安装架通过螺栓与固定安装架相连,所述精调安装架安装在粗调安装架的下端,所述精调安装架的下端设有悬挂组件,采用可以调节高度的安装架与悬挂件相配合