
一种离心铸造装置及其使用方法.pdf

闪闪****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种离心铸造装置及其使用方法.pdf
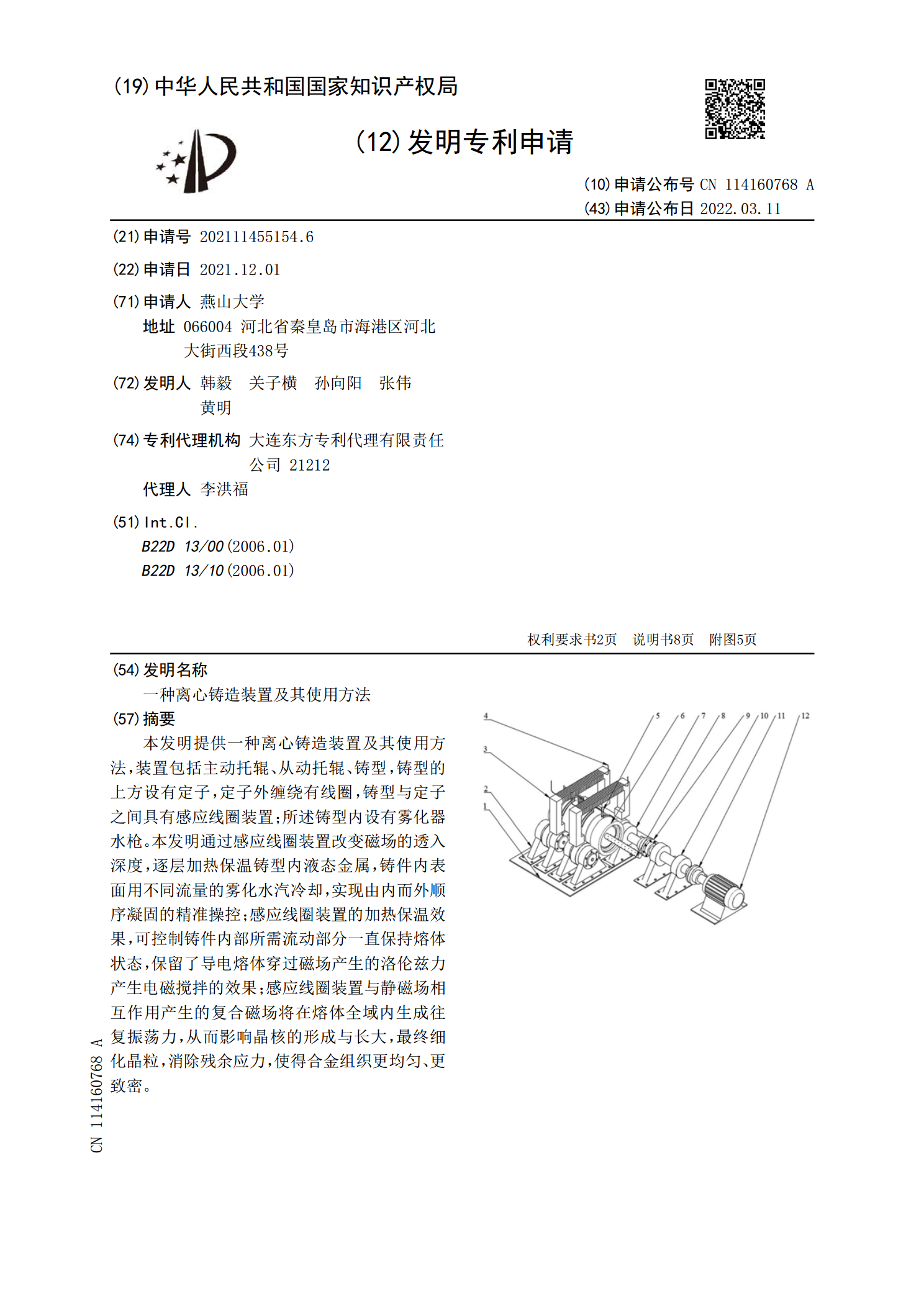
本发明提供一种离心铸造装置及其使用方法,装置包括主动托辊、从动托辊、铸型,铸型的上方设有定子,定子外缠绕有线圈,铸型与定子之间具有感应线圈装置;所述铸型内设有雾化器水枪。本发明通过感应线圈装置改变磁场的透入深度,逐层加热保温铸型内液态金属,铸件内表面用不同流量的雾化水汽冷却,实现由内而外顺序凝固的精准操控;感应线圈装置的加热保温效果,可控制铸件内部所需流动部分一直保持熔体状态,保留了导电熔体穿过磁场产生的洛伦兹力产生电磁搅拌的效果;感应线圈装置与静磁场相互作用产生的复合磁场将在熔体全域内生成往复振荡力,从
一种离心铸造装置.pdf
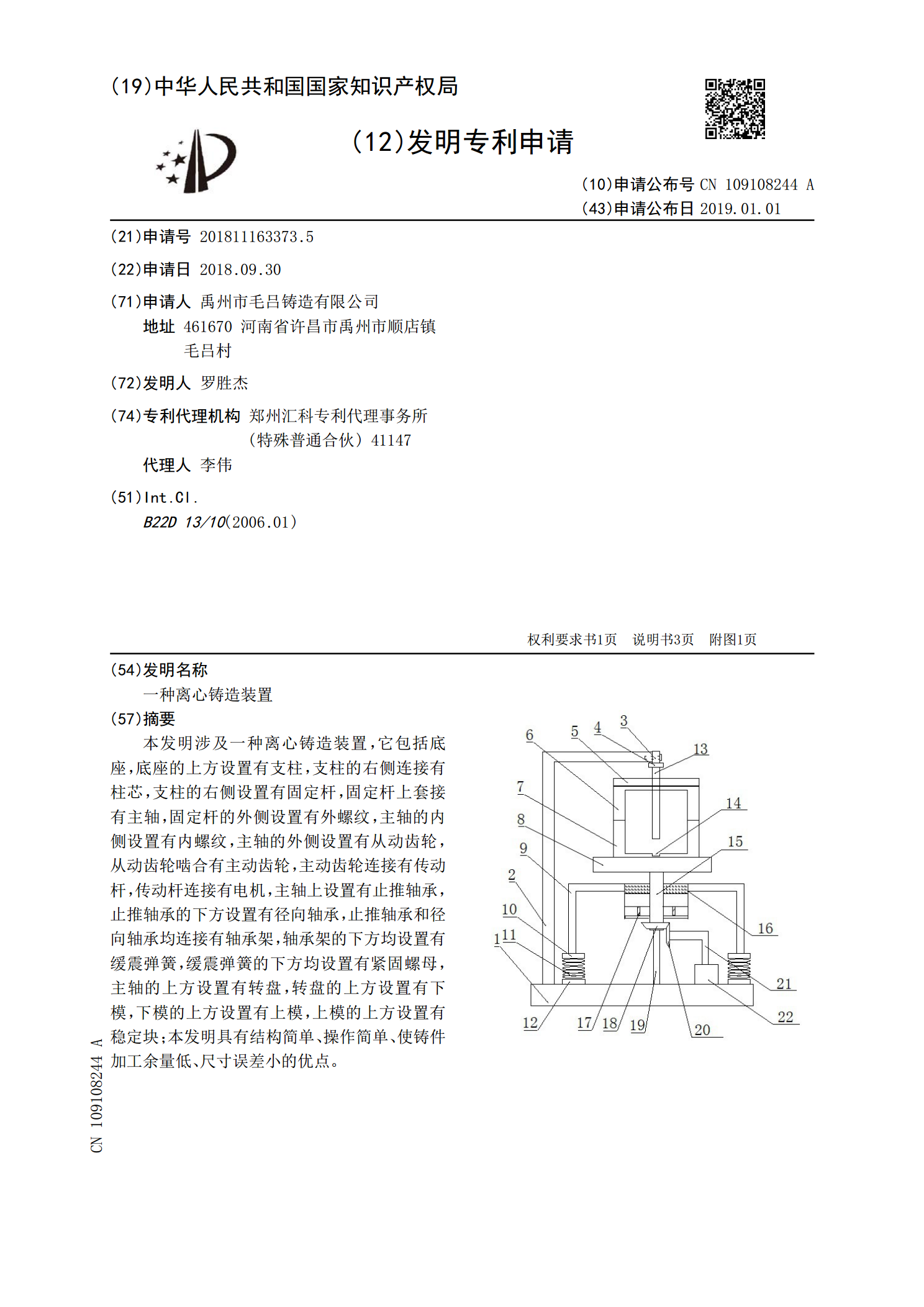
本发明涉及一种离心铸造装置,它包括底座,底座的上方设置有支柱,支柱的右侧连接有柱芯,支柱的右侧设置有固定杆,固定杆上套接有主轴,固定杆的外侧设置有外螺纹,主轴的内侧设置有内螺纹,主轴的外侧设置有从动齿轮,从动齿轮啮合有主动齿轮,主动齿轮连接有传动杆,传动杆连接有电机,主轴上设置有止推轴承,止推轴承的下方设置有径向轴承,止推轴承和径向轴承均连接有轴承架,轴承架的下方均设置有缓震弹簧,缓震弹簧的下方均设置有紧固螺母,主轴的上方设置有转盘,转盘的上方设置有下模,下模的上方设置有上模,上模的上方设置有稳定块;本发
一种新型离心喷气装置及其使用方法.pdf
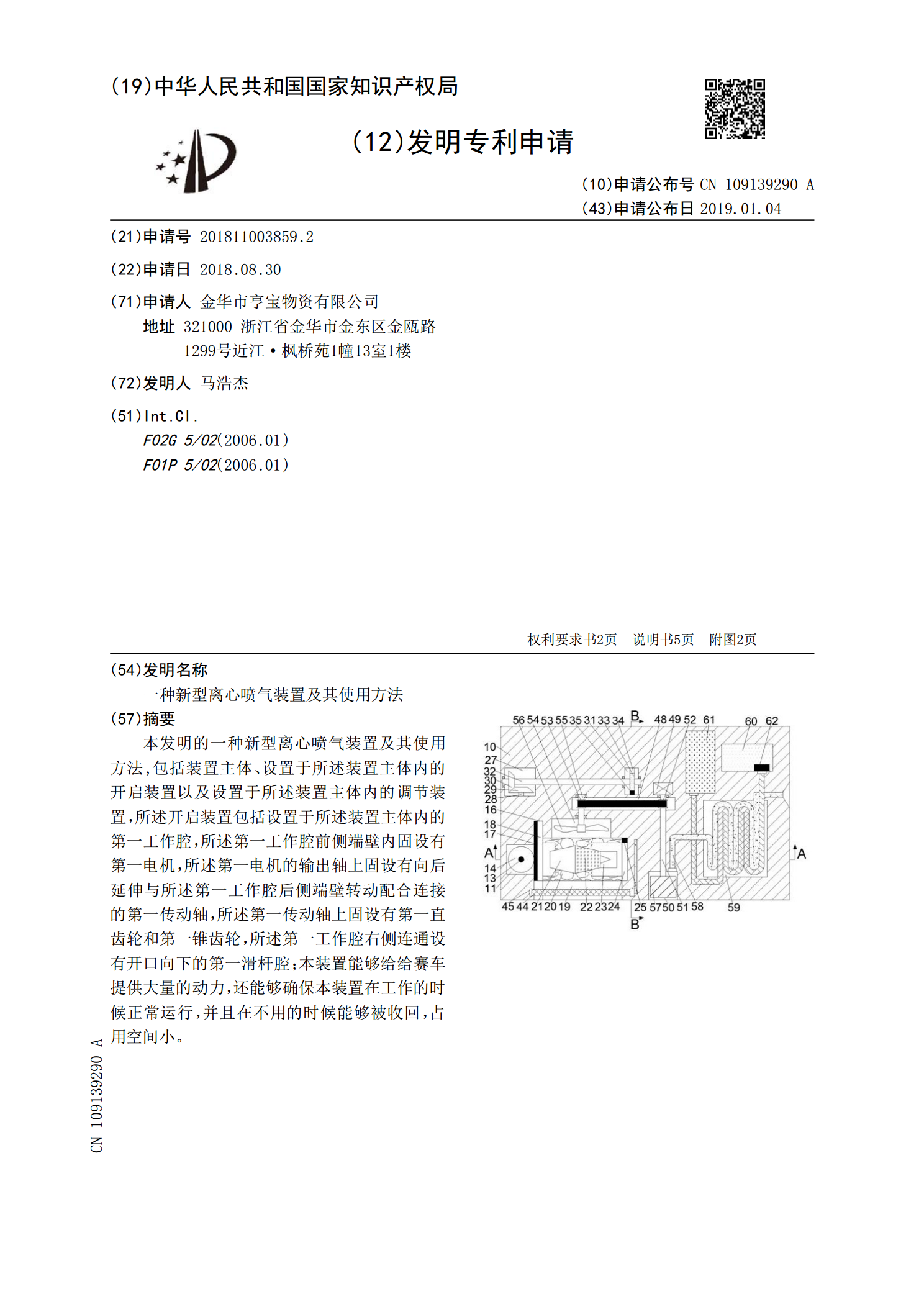
本发明的一种新型离心喷气装置及其使用方法,包括装置主体、设置于所述装置主体内的开启装置以及设置于所述装置主体内的调节装置,所述开启装置包括设置于所述装置主体内的第一工作腔,所述第一工作腔前侧端壁内固设有第一电机,所述第一电机的输出轴上固设有向后延伸与所述第一工作腔后侧端壁转动配合连接的第一传动轴,所述第一传动轴上固设有第一直齿轮和第一锥齿轮,所述第一工作腔右侧连通设有开口向下的第一滑杆腔;本装置能够给给赛车提供大量的动力,还能够确保本装置在工作的时候正常运行,并且在不用的时候能够被收回,占用空间小。

一种铸造用锅炉离心铸造检测铸造装置.pdf
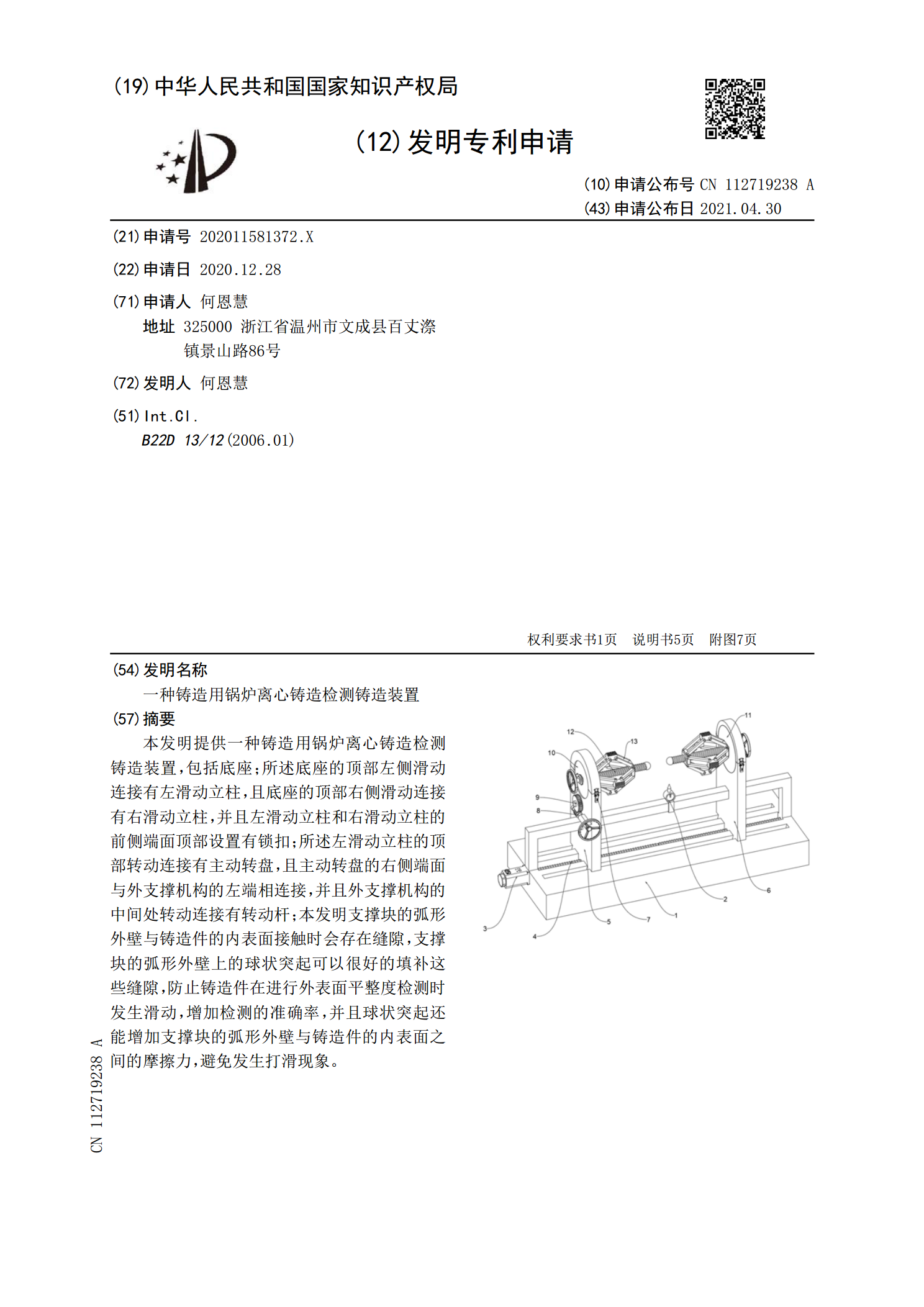
本发明提供一种铸造用锅炉离心铸造检测铸造装置,包括底座;所述底座的顶部左侧滑动连接有左滑动立柱,且底座的顶部右侧滑动连接有右滑动立柱,并且左滑动立柱和右滑动立柱的前侧端面顶部设置有锁扣;所述左滑动立柱的顶部转动连接有主动转盘,且主动转盘的右侧端面与外支撑机构的左端相连接,并且外支撑机构的中间处转动连接有转动杆;本发明支撑块的弧形外壁与铸造件的内表面接触时会存在缝隙,支撑块的弧形外壁上的球状突起可以很好的填补这些缝隙,防止铸造件在进行外表面平整度检测时发生滑动,增加检测的准确率,并且球状突起还能增加支撑块的
一种铸造用锅炉离心铸造检测铸造装置.pdf
本发明提供一种铸造用锅炉离心铸造检测铸造装置,包括底座;所述底座的顶部左侧滑动连接有左滑动立柱,且底座的顶部右侧滑动连接有右滑动立柱,并且左滑动立柱和右滑动立柱的前侧端面顶部设置有锁扣;所述左滑动立柱的顶部转动连接有主动转盘,且主动转盘的右侧端面与外支撑机构的左端相连接,并且外支撑机构的中间处转动连接有转动杆;本发明支撑块的弧形外壁与铸造件的内表面接触时会存在缝隙,支撑块的弧形外壁上的球状突起可以很好的填补这些缝隙,防止铸造件在进行外表面平整度检测时发生滑动,增加检测的准确率,并且球状突起还能增加支撑块的