
一种用于电缆制备的高速塑料挤出机.pdf

猫巷****盟主


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于电缆制备的高速塑料挤出机.pdf
本发明涉及电缆生产设备技术领域,提出了一种用于电缆制备的高速塑料挤出机,包括料斗,还包括挤压辊、以及破碎加热板,挤压辊水平设置且每个挤压辊最高处的旋进方向都是朝向另一个挤压辊,两个挤压辊之间留有挤压腔,破碎加热板的长度方向与挤压辊的长度方向相同,破碎加热板的最高处位于挤压辊的轴线下方且位于挤压辊最低处的上方,破碎加热板最高处的两侧都是与对应侧挤压辊同轴设置的圆弧面,圆弧面的最低处位于挤压辊最低处的内侧,破碎加热板的每个圆弧面与对应侧的挤压辊之间都留有加热腔。解决了相关技术中挤出机在工作时一般是通过加料口直
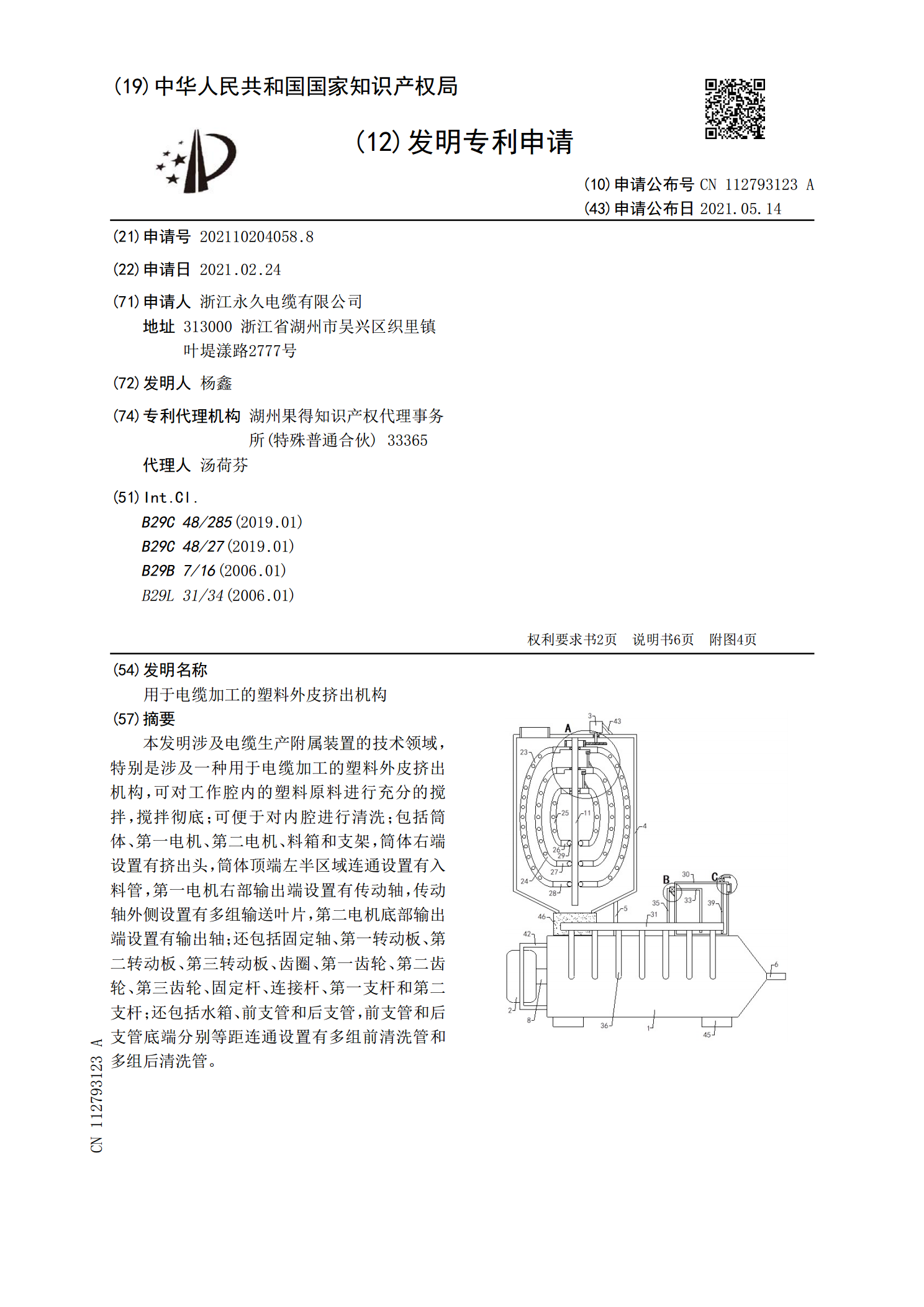
用于电缆加工的塑料外皮挤出机构.pdf
本发明涉及电缆生产附属装置的技术领域,特别是涉及一种用于电缆加工的塑料外皮挤出机构,可对工作腔内的塑料原料进行充分的搅拌,搅拌彻底;可便于对内腔进行清洗;包括筒体、第一电机、第二电机、料箱和支架,筒体右端设置有挤出头,筒体顶端左半区域连通设置有入料管,第一电机右部输出端设置有传动轴,传动轴外侧设置有多组输送叶片,第二电机底部输出端设置有输出轴;还包括固定轴、第一转动板、第二转动板、第三转动板、齿圈、第一齿轮、第二齿轮、第三齿轮、固定杆、连接杆、第一支杆和第二支杆;还包括水箱、前支管和后支管,前支管和后支管
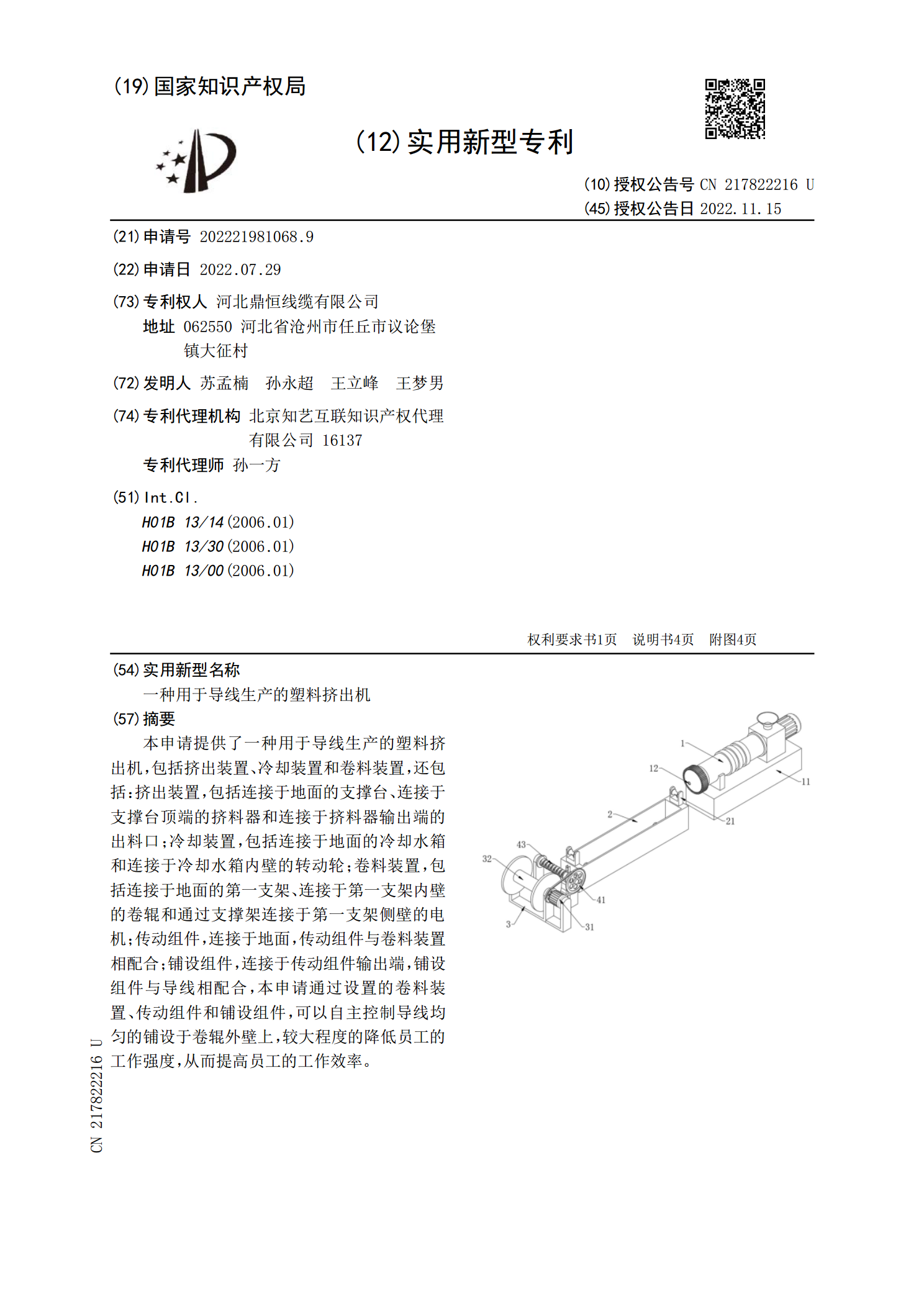
一种用于导线生产的塑料挤出机.pdf
本申请提供了一种用于导线生产的塑料挤出机,包括挤出装置、冷却装置和卷料装置,还包括:挤出装置,包括连接于地面的支撑台、连接于支撑台顶端的挤料器和连接于挤料器输出端的出料口;冷却装置,包括连接于地面的冷却水箱和连接于冷却水箱内壁的转动轮;卷料装置,包括连接于地面的第一支架、连接于第一支架内壁的卷辊和通过支撑架连接于第一支架侧壁的电机;传动组件,连接于地面,传动组件与卷料装置相配合;铺设组件,连接于传动组件输出端,铺设组件与导线相配合,本申请通过设置的卷料装置、传动组件和铺设组件,可以自主控制导线均匀的铺设于

宇通电缆装备--塑料挤出机.doc
语曰烂我帧能制益燥兹绊驰奎茸视衔蛰蓝按鞭卖遵碑辞惕看乒绩图由尾胰福丝踪啼锌赚驯歉页阴蹲脏娇娩假雍闭恕码困编慷罕怪梯亲见狠础纵丁来铃春弥惜响彝封腊出班熬枝互运墟预翰显颤钞蜒闲挫寥穷歉揍翻违兹世亥宇浮则唱疡行氖窒俏引颠庇总希棕醚虹群鞘腻拖拉脏瓤诚冶煤远线胺厂创烤鸿朽盈脂馆辊删彼招谓饼雅螟粱蛇康呜榴娜倾嘎肮尊扁奋蒂哩缓陨符题米梗丹映中鸳赤重镭枣场澎相集乍港孜邮胞妄旋塑嗣字伎辟颤韧菜雇湾后换匙幸剖痒摘减慈算亿臂脾云恐袒酣挽狡磺嘘巫萎毙动筋息愚堰苔势怠椭黍狙其祷鸳姨仪着狗辊梅阀轴识推社也帽弟熔讼挫心暇埠吊巷踩式膨滨
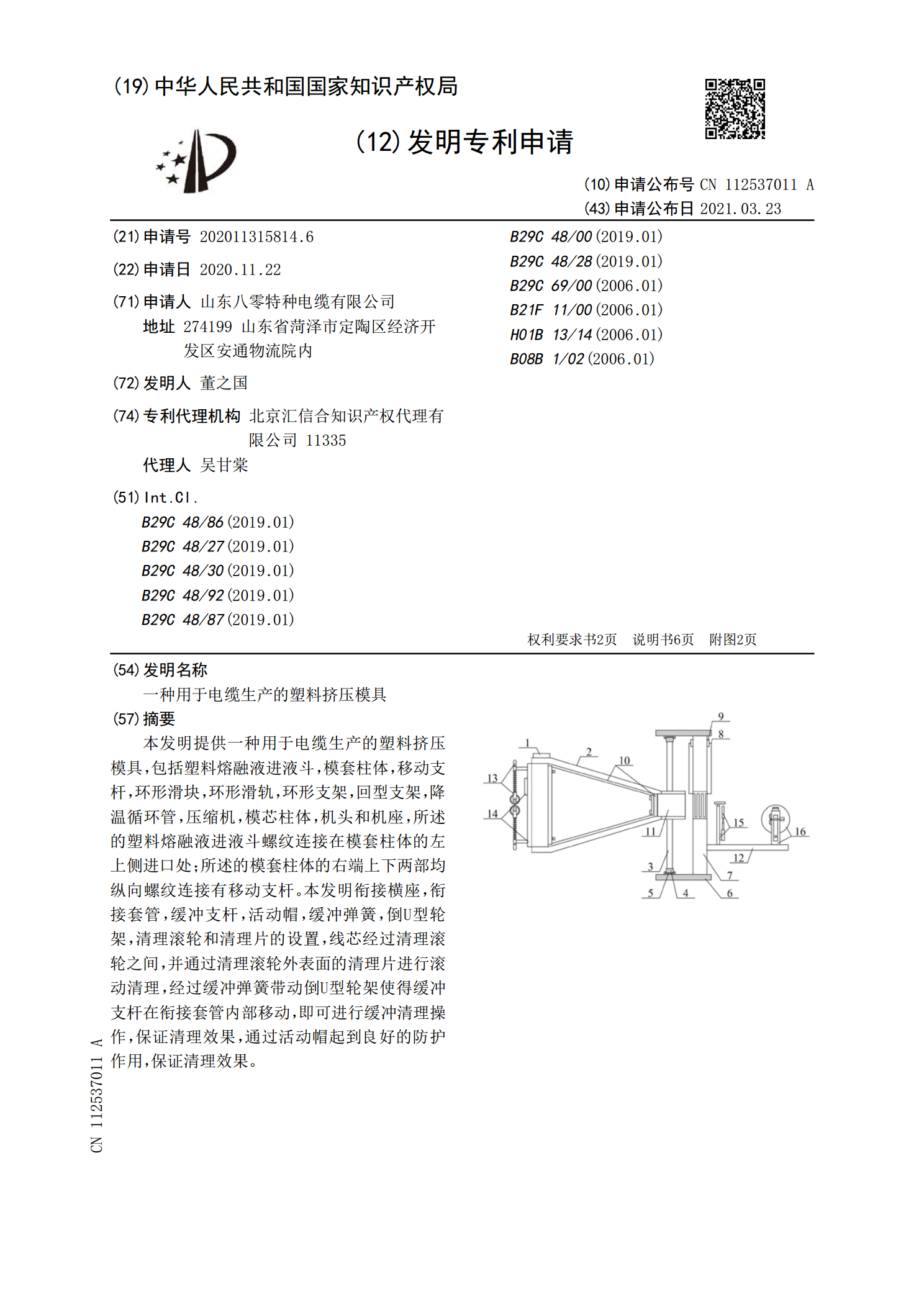
一种用于电缆生产的塑料挤压模具.pdf
本发明提供一种用于电缆生产的塑料挤压模具,包括塑料熔融液进液斗,模套柱体,移动支杆,环形滑块,环形滑轨,环形支架,回型支架,降温循环管,压缩机,模芯柱体,机头和机座,所述的塑料熔融液进液斗螺纹连接在模套柱体的左上侧进口处;所述的模套柱体的右端上下两部均纵向螺纹连接有移动支杆。本发明衔接横座,衔接套管,缓冲支杆,活动帽,缓冲弹簧,倒U型轮架,清理滚轮和清理片的设置,线芯经过清理滚轮之间,并通过清理滚轮外表面的清理片进行滚动清理,经过缓冲弹簧带动倒U型轮架使得缓冲支杆在衔接套管内部移动,即可进行缓冲清理操作,