
采用粘胶制备的背胶磁性片及背胶磁性片的制备方法.pdf

一吃****仕龙


1/9

2/9
3/9

4/9

5/9

6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

采用粘胶制备的背胶磁性片及背胶磁性片的制备方法.pdf
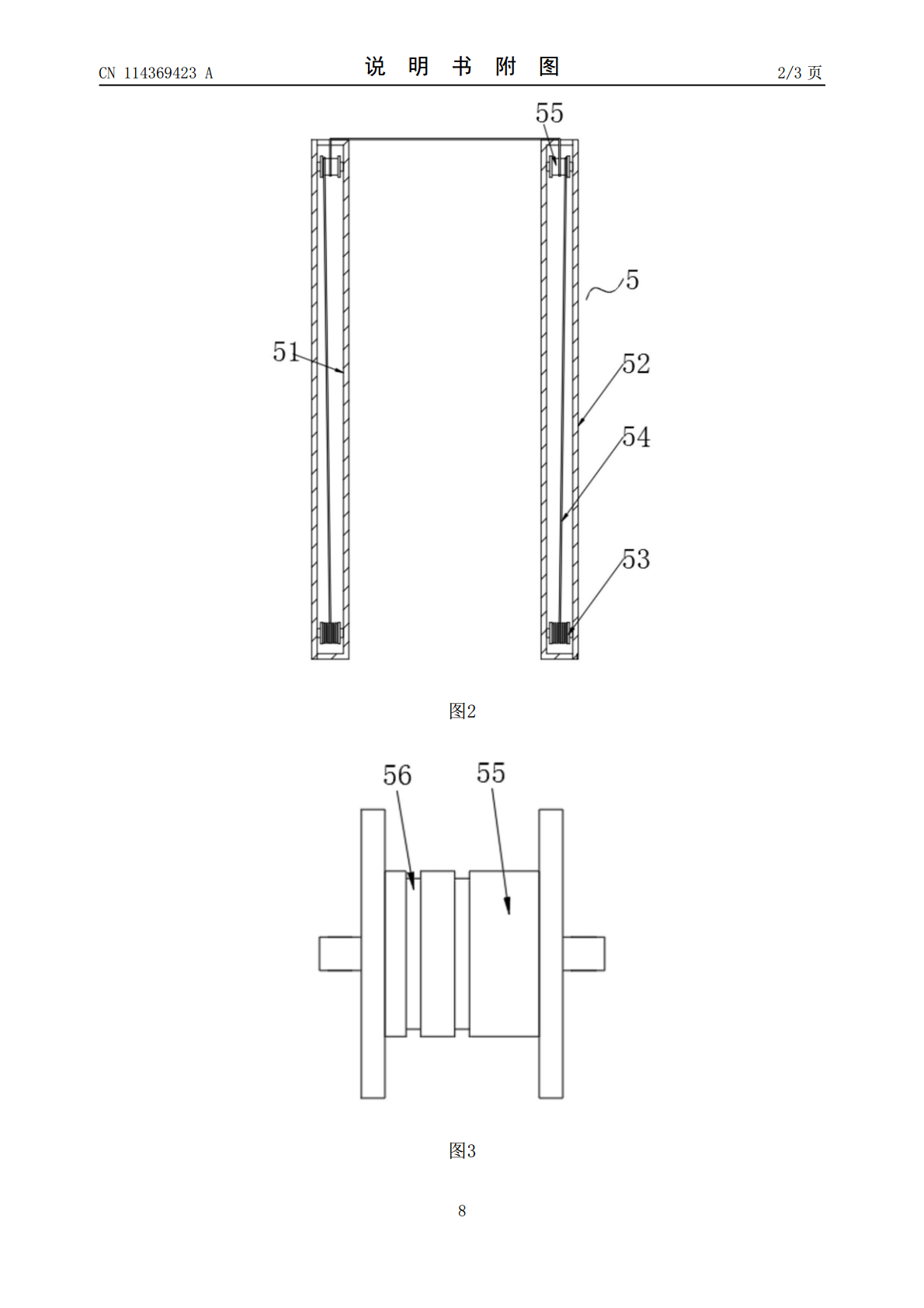
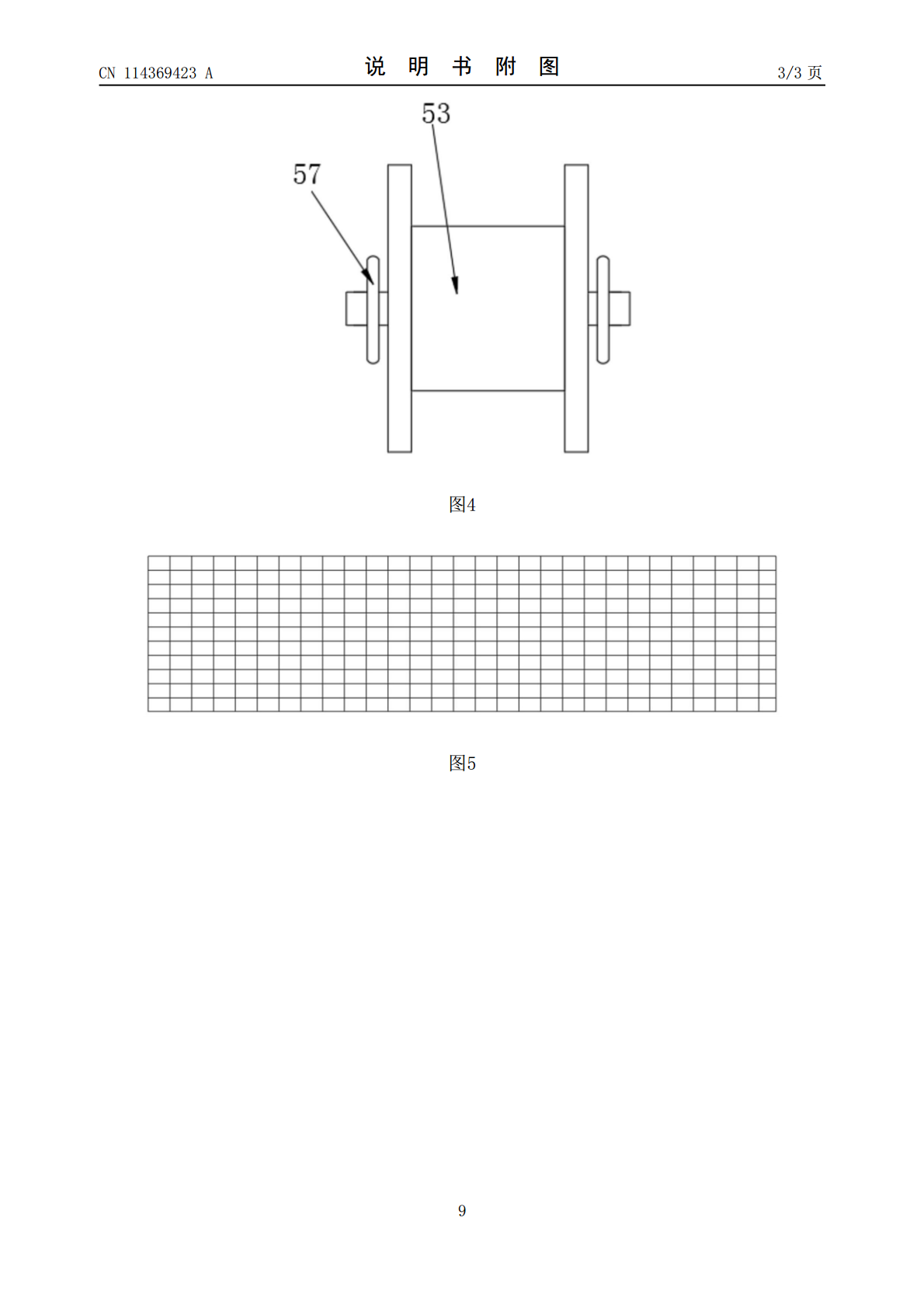
本发明公开了采用粘胶制备的背胶磁性片及背胶磁性片的制备方法,磁性片的顶部均对称固定设置有若干个微小型挂钩,离型纸的两侧设置有刮取机构,S3、挂钩连接,磁性片固定夹持后,然后在打磨抛光的表面上进行画线,然后对交叉点的位置上进行点胶,通过显微镜使用镊子将微小型挂钩拾取,然后将微小型挂钩点放在胶水上,通过吹风机对胶水进行吹动,使胶水快速凝固,本发明涉及胶带技术领域。该采用粘胶制备的背胶磁性片及背胶磁性片的制备方法,由于磁性层是通过胶水进行粘黏的,导致再使用时受到巨大的拉扯力,容易出现磁性层与胶水出现裂开,从而导
一种极片双面背胶机构与极片双面背胶方法.pdf
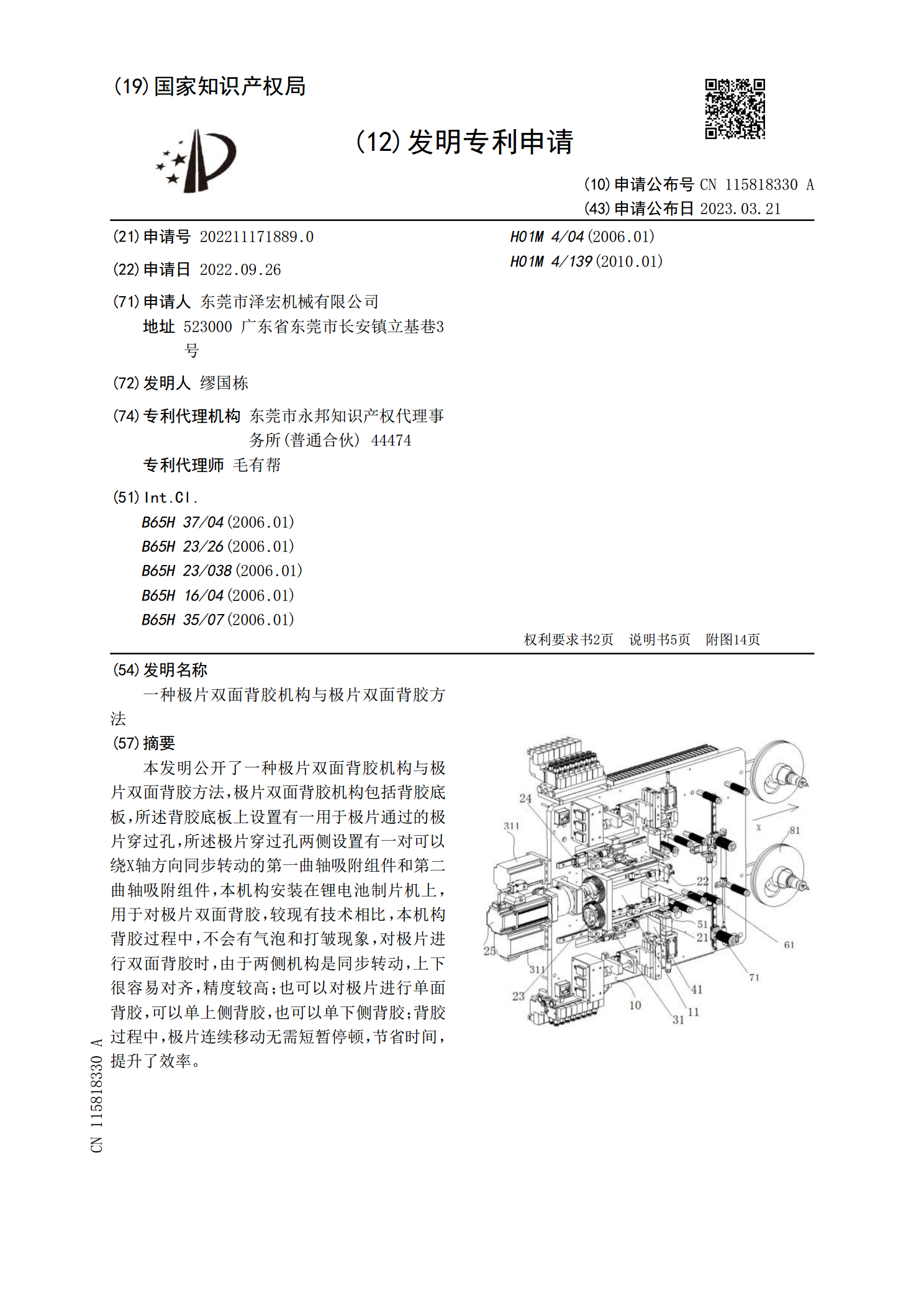
本发明公开了一种极片双面背胶机构与极片双面背胶方法,极片双面背胶机构包括背胶底板,所述背胶底板上设置有一用于极片通过的极片穿过孔,所述极片穿过孔两侧设置有一对可以绕X轴方向同步转动的第一曲轴吸附组件和第二曲轴吸附组件,本机构安装在锂电池制片机上,用于对极片双面背胶,较现有技术相比,本机构背胶过程中,不会有气泡和打皱现象,对极片进行双面背胶时,由于两侧机构是同步转动,上下很容易对齐,精度较高;也可以对极片进行单面背胶,可以单上侧背胶,也可以单下侧背胶;背胶过程中,极片连续移动无需短暂停顿,节省时间,提升了效
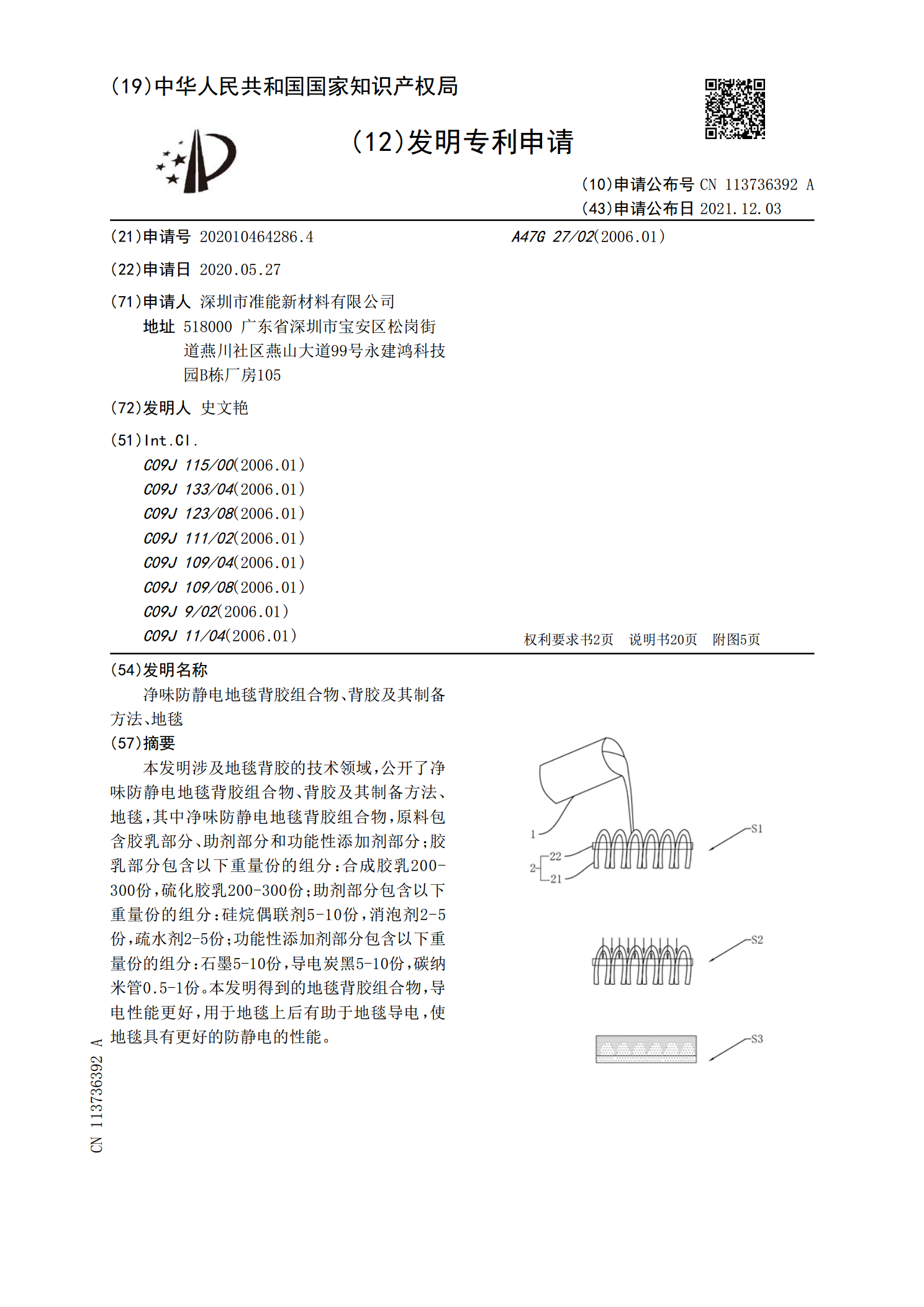
净味防静电地毯背胶组合物、背胶及其制备方法、地毯.pdf
本发明涉及地毯背胶的技术领域,公开了净味防静电地毯背胶组合物、背胶及其制备方法、地毯,其中净味防静电地毯背胶组合物,原料包含胶乳部分、助剂部分和功能性添加剂部分;胶乳部分包含以下重量份的组分:合成胶乳200‑300份,硫化胶乳200‑300份;助剂部分包含以下重量份的组分:硅烷偶联剂5‑10份,消泡剂2‑5份,疏水剂2‑5份;功能性添加剂部分包含以下重量份的组分:石墨5‑10份,导电炭黑5‑10份,碳纳米管0.5‑1份。本发明得到的地毯背胶组合物,导电性能更好,用于地毯上后有助于地毯导电,使地毯具有更好的

一种丸片胶及其制备方法.pdf
本发明涉及光电元件加工用辅助材料领域,尤其是一种丸片胶及其制备方法。这种丸片胶由甲、乙双组分组成,甲、乙组份的重量配比为2.5~3.5:1;甲组分包含环氧树脂、弹性体、加热可膨胀微球、柠檬酸酯、填料、触变剂;乙组分包含酮亚胺氧固化剂、脂肪胺氧固化剂、芳香胺氧固化剂、硅烷偶联剂、环氧固化促进剂、加热可膨胀微球、填料、触变剂。此胶用于粘接金刚石丸片及金刚石铣磨轮而形成固着磨料磨具时,耐水性好,粘接力强,室温固化快;加热拆胶时温度不高、残胶易于清理。
一种烟片胶的制备方法.pdf
本发明提供一种烟片胶的制备方法,包括以下步骤:将浸泡清洗后的天然橡胶放入烟熏炉中,进行密封烟熏,制得烟片胶;所述烟熏炉的排烟口连通有水池,所述水池用于浸泡清洗天然橡胶,其具体操作为:将烟熏结束后的烟从排烟口排入水池的水中,吸收烟后的水对天然橡胶进行浸泡清洗。相对传统工艺,本发明烟片胶的制备方法,对环境友好、绿色环保,避免了传统工艺对环境的污染,而且本发明制得的烟片胶拉伸强度以及热空气老化性能均有明显提高,提高了烟片胶品质,经济效益高,利于推广应用。