
可转位刀片选用探究论文.docx

沛芹****ng


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

可转位刀片选用探究论文.docx
可转位刀片选用探究论文【论文关键词】可转位刀片选用意见【论文摘要】随着数控机床普遍进入社会生产活动中机夹可转位刀片也随之广泛使用但是其选用过程中还存在有一些问题本文就使用时应注意的一些问题提出了几点意见。近年来数控机床得到了普遍使用机夹可转位刀片也随之广泛应用于生产活动中。但是在实际的应用过程中可转位刀片的选用还存在有一些问题以致于刀片不能充分发挥其性能或者出现刀片频繁损坏等一些非正常现象。笔者根据自己在生产中的使用情况及参阅相关资料提出以下意见供广大同行
可转位刀片选用探究论文.docx
可转位刀片选用探究论文【论文关键词】可转位刀片选用意见【论文摘要】随着数控机床普遍进入社会生产活动中机夹可转位刀片也随之广泛使用但是其选用过程中还存在有一些问题本文就使用时应注意的一些问题提出了几点意见。近年来数控机床得到了普遍使用机夹可转位刀片也随之广泛应用于生产活动中。但是在实际的应用过程中可转位刀片的选用还存在有一些问题以致于刀片不能充分发挥其性能或者出现刀片频繁损坏等一些非正常现象。笔者根据自己在生产中的使用情况及参阅相关资料提出以下意见供广大同行

常用机夹可转位车刀刀片的选用技巧.doc
常用机夹可转位车刀刀片的选用技巧车外圆的刀片:选用原则主要是根据加工工艺的具体情况决定。一般要选通用性较高的及在同一刀片上切削刃数较多刀片。粗车时选较大尺寸,精、半精车时选较小尺寸。S形:四个刃口,刃口较短(指同等内切圆直径),刀尖强度较高,主要用于75°、45°车刀,在内孔刀中用于加工通孔。T形:三个刃口,刃口较长,刀尖强度低,在普通车床上使用时常采用带副偏角的刀片以提高刀尖强度。主要用于90°车刀。在内孔车刀中主要用于加工盲孔、台阶孔。C形:有两种刀尖角。100°刀尖角的两个刀尖强度高,一般做成75°

双面可转位车削刀片.pdf
本发明提供一种具有多边形基本形状的双面可转位车削刀片,包括至少三个角部和一对相对的平面支撑表面以及多个切削刃,每个切削刃包括鼻刃和朝鼻刃汇合的两个主刃,所有鼻刃位于共同的参考平面上,所述参考平面相对于支撑表面是下陷的。各主刃在切屑表面和周向间隙表面的在两个角部之间延伸的部分之间形成,并且各鼻刃在切屑表面和间隙表面的凸形部分之间形成,朝切屑表面倾斜的侧表面从支撑表面的外侧轮廓线延伸,此外各主刃在侧视图中观察从邻近鼻刃的最高点朝着最低点或最低部分倾斜。根据本发明,在支撑表面和主刃的最低点之间的高度差达到至多0
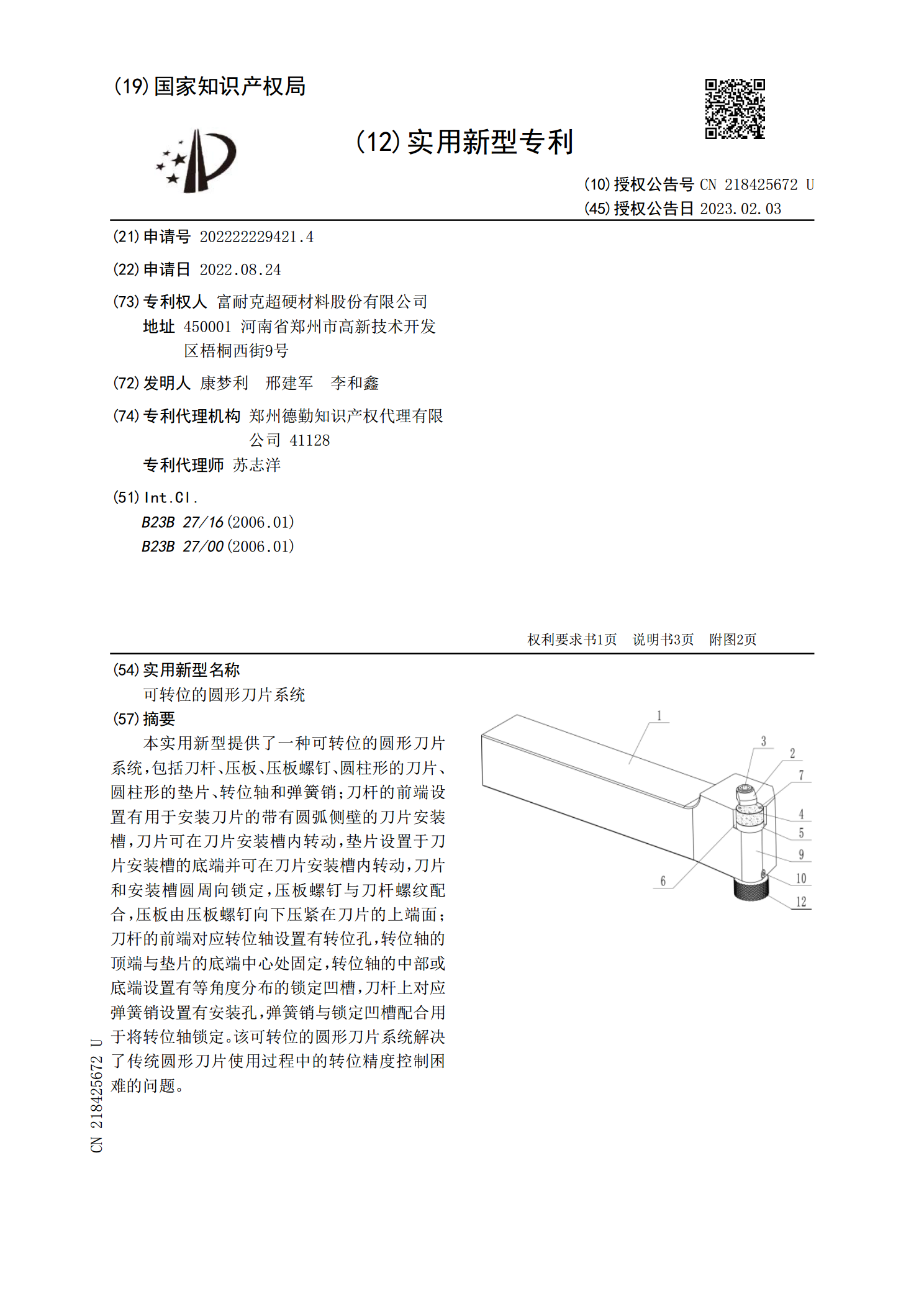
可转位的圆形刀片系统.pdf
本实用新型提供了一种可转位的圆形刀片系统,包括刀杆、压板、压板螺钉、圆柱形的刀片、圆柱形的垫片、转位轴和弹簧销;刀杆的前端设置有用于安装刀片的带有圆弧侧壁的刀片安装槽,刀片可在刀片安装槽内转动,垫片设置于刀片安装槽的底端并可在刀片安装槽内转动,刀片和安装槽圆周向锁定,压板螺钉与刀杆螺纹配合,压板由压板螺钉向下压紧在刀片的上端面;刀杆的前端对应转位轴设置有转位孔,转位轴的顶端与垫片的底端中心处固定,转位轴的中部或底端设置有等角度分布的锁定凹槽,刀杆上对应弹簧销设置有安装孔,弹簧销与锁定凹槽配合用于将转位轴锁