
一种空心阀芯交叉孔去毛刺工艺.pdf

鹏飞****可爱


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种空心阀芯交叉孔去毛刺工艺.pdf
本发明为了解决阀芯交叉孔去除成本高、效率低的技术问题,公开了一种空心阀芯交叉孔去毛刺工艺,包括以下步骤:第一步,内孔预加工,预留0.1mm‑0.2mm的加工余量,初步加工出内孔,内孔内壁的光洁度保持在Ra1.0;第二步,径向孔加工,采用普通刀具加工出径向孔,径向孔的内壁光洁度保持在Ra1.0;第三步,内孔精加工,消除第一步中的余量,使内孔内壁的光洁度保持在Ra0.8;第四步,磨粒流加工,将阀芯竖直安装于治具上,径向孔朝向两侧,磨粒材料先后流经内孔与径向孔。通过调整径向孔的加工顺序,改变了翻边毛刺的倒向和大

电解法去阀芯毛刺工艺.docx
电解法去阀芯毛刺工艺电解法去阀芯毛刺工艺引言随着科技的不断发展,电子设备和机械设备在我们的生活中已经变得日益普遍。而阀芯作为机械设备中扮演重要角色的一个组成部分,其质量的优劣对于设备的性能和寿命起着至关重要的作用。然而,阀芯加工过程中常会出现毛刺的问题,这不仅会影响阀芯的质量,还可能导致设备的故障和损坏。因此,寻找一种高效可靠的工艺方法来去除阀芯的毛刺是非常重要的。一、阀芯毛刺的成因阀芯的毛刺主要是由于加工过程中的研磨、铣削和切削等操作所引起的。这些操作会产生金属屑和磨粒,如果不及时去除,就会附着在阀芯表

去Φ2孔毛刺交叉孔去毛刺纤维油石刷文件.docx
EZFINICross-HoleDeburringToolEZFINI交叉孔去毛刺纤维油石刷适用于交叉孔去毛刺及盲孔底部表面抛光的自动化工艺。最大长度可达170mmIdealfortheAUTOMATIONofcross-holedeburringandbottomsurfacefinishingofdead-endholes.AddedLongShaft(Fulllength170mm)特性Features氧化铝纤维线材制成的磨棒提供了强力的顶端研磨能力离心力使磨棒充分散开,可有效的去除交叉孔中的毛刺精
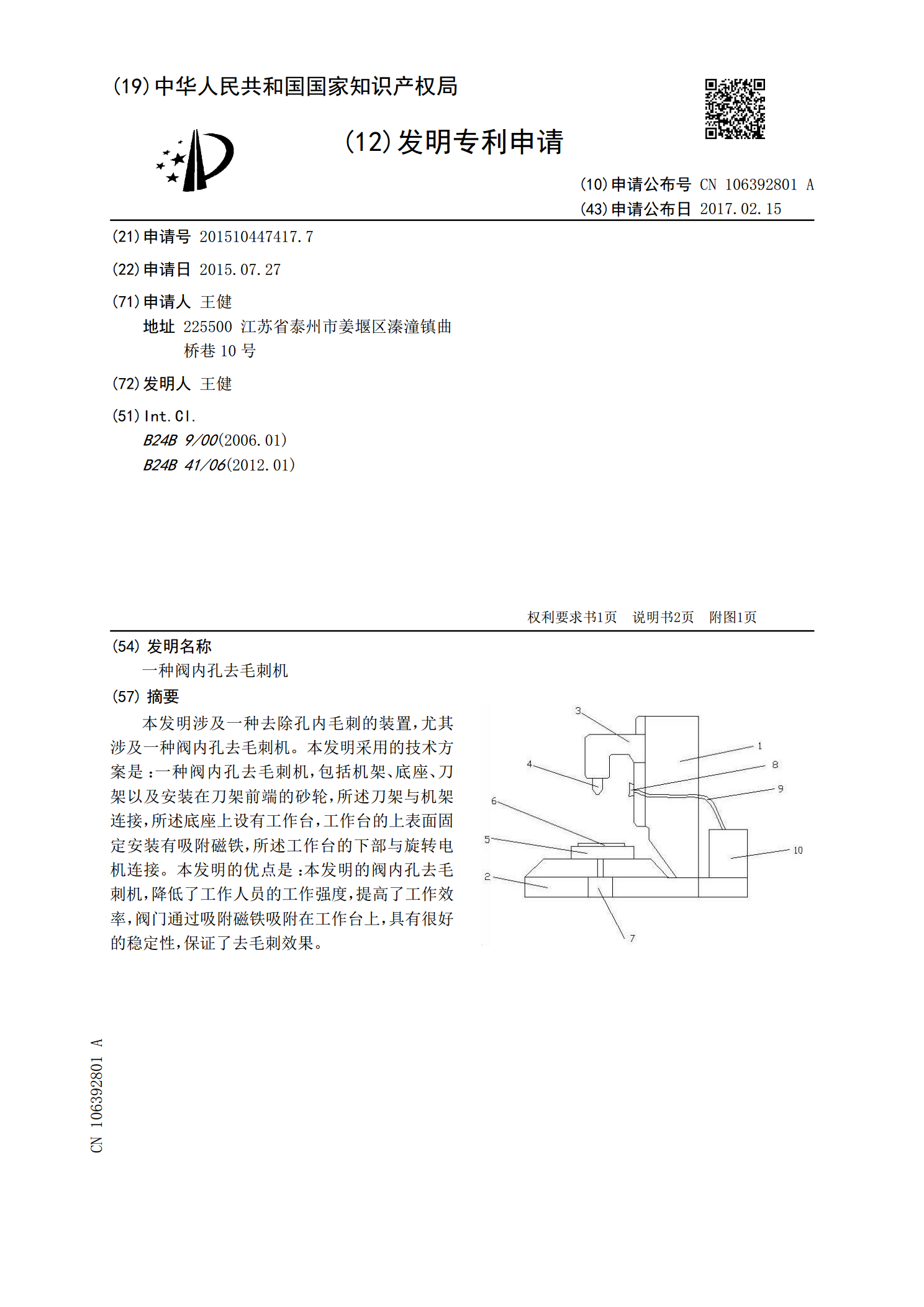
一种阀内孔去毛刺机.pdf
本发明涉及一种去除孔内毛刺的装置,尤其涉及一种阀内孔去毛刺机。本发明采用的技术方案是:一种阀内孔去毛刺机,包括机架、底座、刀架以及安装在刀架前端的砂轮,所述刀架与机架连接,所述底座上设有工作台,工作台的上表面固定安装有吸附磁铁,所述工作台的下部与旋转电机连接。本发明的优点是:本发明的阀内孔去毛刺机,降低了工作人员的工作强度,提高了工作效率,阀门通过吸附磁铁吸附在工作台上,具有很好的稳定性,保证了去毛刺效果。
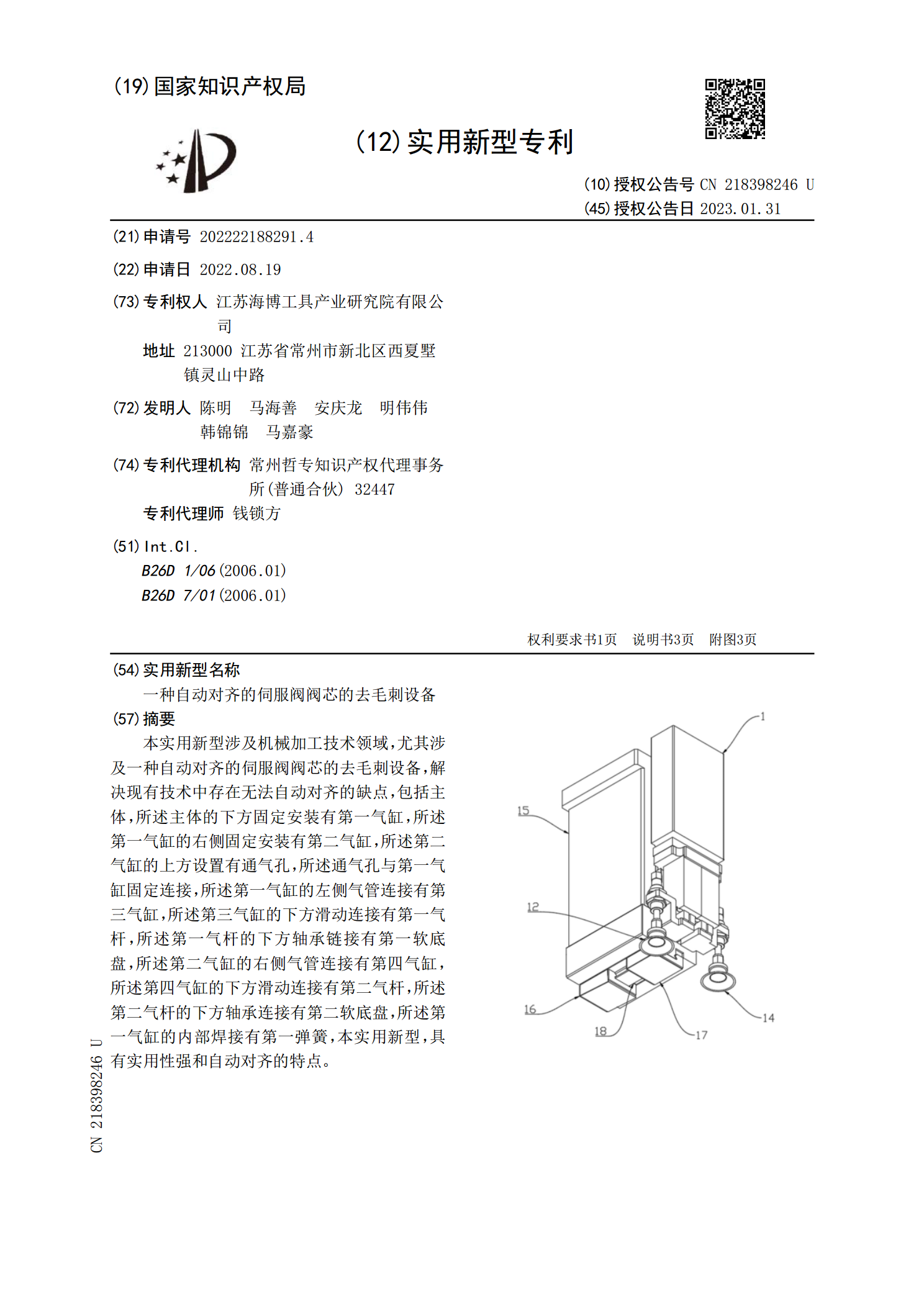
一种自动对齐的伺服阀阀芯的去毛刺设备.pdf
本实用新型涉及机械加工技术领域,尤其涉及一种自动对齐的伺服阀阀芯的去毛刺设备,解决现有技术中存在无法自动对齐的缺点,包括主体,所述主体的下方固定安装有第一气缸,所述第一气缸的右侧固定安装有第二气缸,所述第二气缸的上方设置有通气孔,所述通气孔与第一气缸固定连接,所述第一气缸的左侧气管连接有第三气缸,所述第三气缸的下方滑动连接有第一气杆,所述第一气杆的下方轴承链接有第一软底盘,所述第二气缸的右侧气管连接有第四气缸,所述第四气缸的下方滑动连接有第二气杆,所述第二气杆的下方轴承连接有第二软底盘,所述第一气缸的内部