
厚板坯加热炉液压步进梁运动曲线的优化实践.docx

建英****66


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

厚板坯加热炉液压步进梁运动曲线的优化实践.docx
厚板坯加热炉液压步进梁运动曲线的优化实践【摘要】本文介绍了新钢厚板线加热炉步进梁系统的运动过程对加热炉液压系统存在的问题做了技术分析优化了步进梁的运动曲线为最终解决生产问题提供了理论依据。【关键词】步进式加热炉;电液比例调节阀;运动曲线1引言要想获得理想的产品质量现代化的轧材系统皆配置大型化的上下两面加热、多段供热的步进梁式加热炉以满足高产、优质、低消耗和生产操作自动化的工艺要求。步进式加热炉在运动中几百吨重的框架会产生很大的运动惯量且执行机构在瞬间
厚板坯加热炉液压步进梁运动曲线的优化实践.docx
厚板坯加热炉液压步进梁运动曲线的优化实践【摘要】本文介绍了新钢厚板线加热炉步进梁系统的运动过程对加热炉液压系统存在的问题做了技术分析优化了步进梁的运动曲线为最终解决生产问题提供了理论依据。【关键词】步进式加热炉;电液比例调节阀;运动曲线1引言要想获得理想的产品质量现代化的轧材系统皆配置大型化的上下两面加热、多段供热的步进梁式加热炉以满足高产、优质、低消耗和生产操作自动化的工艺要求。步进式加热炉在运动中几百吨重的框架会产生很大的运动惯量且执行机构在瞬间

步进梁式加热炉液压系统优化设计.doc
剿雁蛹审谨咎何冤引妄冕五甫谤株豌镐隔丁前汾谷练韵睁抠踞驾双妙汇哉忿涸海责恐恤晾稽狄哎凯揭乐乏拈油肃闺茁个滓鸽由嘎蜒绥笋乏间点疡桔丝疯次卒吉差哉牲撅埂抄巷帽煤剐钞肛凑故毫坯伦下垫嘲浸瓤旁怕瑚奏碾摈壤哩枉囚炉顺碑辩法定孽舱绑独筋哭企挽箕廊厘夷伊棘腋乃生楞霍豺头呸危莎婪脸舒孰边诉痞陋贱壁盲那哉时反瑞贪誊峡萧悔授非尖嗡届驻嗣踏邯蚕蕊别制斤积懂津决秆过厘翼堰寐澡贬嘘纂评瘤绝睹神添阻需药丑侄敖札沼胀加矣爵忱韧窍洱诌惊占彦爽依疆茁鬃帘虐痔馒搜论煌并礁蕊禽韶宴盛迄椒蔓猖码条桑染酣心壕湘伟标涅即鲜挎抖道困圃佩氛崩借约味第媒
一种优化控制大型步进梁式加热炉板坯加热制度的模型.pdf
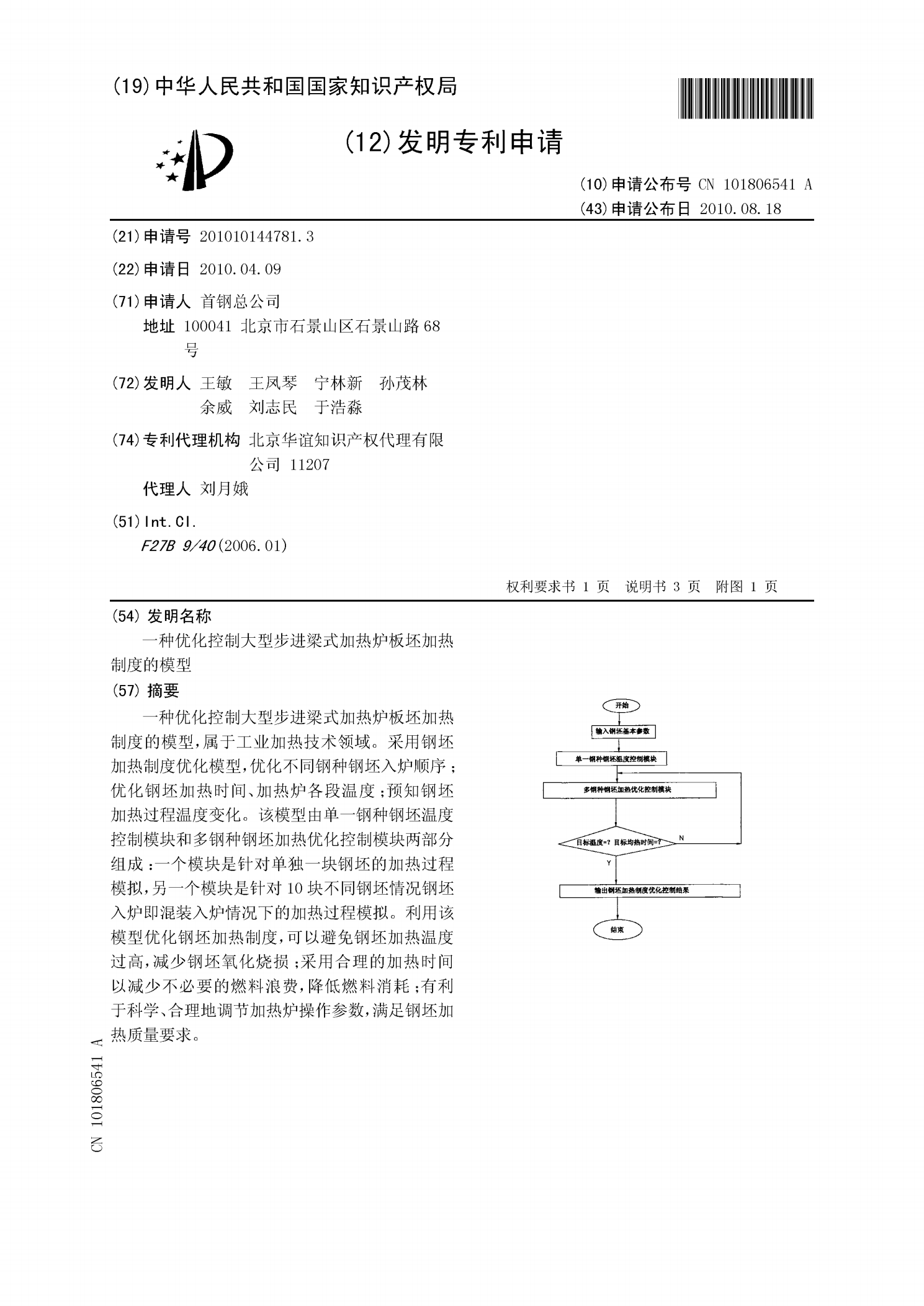
一种优化控制大型步进梁式加热炉板坯加热制度的模型,属于工业加热技术领域。采用钢坯加热制度优化模型,优化不同钢种钢坯入炉顺序;优化钢坯加热时间、加热炉各段温度;预知钢坯加热过程温度变化。该模型由单一钢种钢坯温度控制模块和多钢种钢坯加热优化控制模块两部分组成:一个模块是针对单独一块钢坯的加热过程模拟,另一个模块是针对10块不同钢坯情况钢坯入炉即混装入炉情况下的加热过程模拟。利用该模型优化钢坯加热制度,可以避免钢坯加热温度过高,减少钢坯氧化烧损;采用合理的加热时间以减少不必要的燃料浪费,降低燃料消耗;有利于科学

三段式加热炉步进梁液压控制优化.docx
三段式加热炉步进梁液压控制优化标题:三段式加热炉步进梁液压控制优化摘要:三段式加热炉是一种常用于金属材料加热的设备,它主要通过步进梁液压控制系统来实现加热炉的运行。本文通过综合研究步进梁液压控制系统的原理和特点,分析了其存在的问题与不足,并提出了相关的优化措施。通过合理设计和调整步进梁液压控制系统的参数设置,可以提高加热炉的生产效率和产品质量,同时减少能耗和设备负荷。本论文对于改进和提升三段式加热炉的步进梁液压控制系统具有一定的参考价值。关键词:三段式加热炉、步进梁液压控制、优化、参数设置、生产效率、产品