
一种复合型再生防水布料制造方法、再生防水布料及制品.pdf

猫巷****雪凝


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种复合型再生防水布料制造方法、再生防水布料及制品.pdf
本发明公开了一种复合型再生防水布料制造方法、再生防水布料及制品。所述制造方法包括:以设定压强和设定温度对夹在第二特氟龙纸(2)和第一特氟龙纸(5)之间的TPU膜(3)和废旧面料(4)进行热压合,并保温、保压设定时长;步骤S5、解除所述设定压强和设定温度,待TPU膜(3)和废旧面料(4)降温后,去除第二特氟龙纸(2)和第一特氟龙纸(5)。生成的复合型再生防水布料可以制作包、袋等容器使用。本发明的复合型再生防水布料的制造方法,在基本保留原布料样式的情况下,进行废料回收再利用。
一种防水布料的生产方法及布料及布料的生产方法.pdf
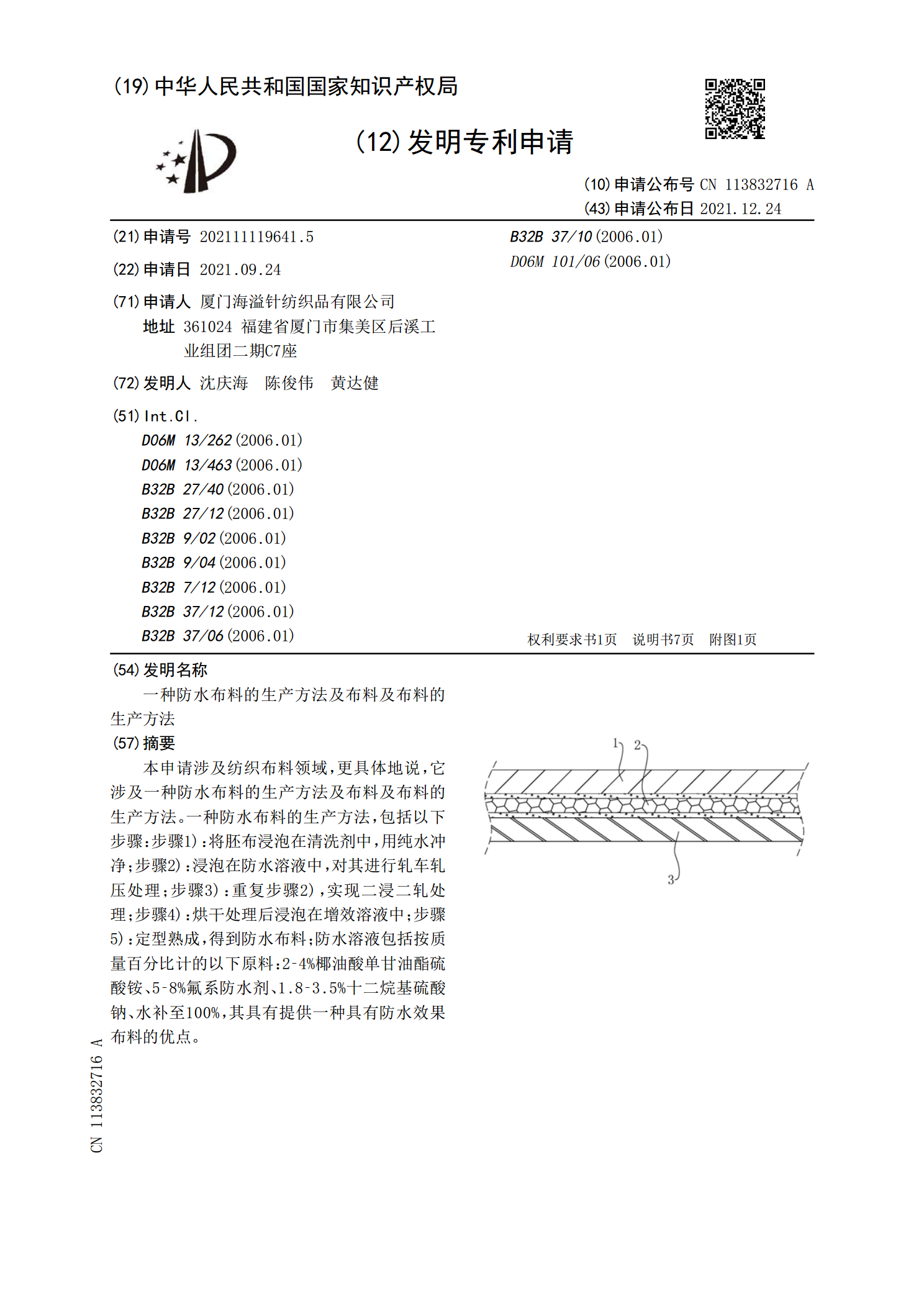
本申请涉及纺织布料领域,更具体地说,它涉及一种防水布料的生产方法及布料及布料的生产方法。一种防水布料的生产方法,包括以下步骤:步骤1):将胚布浸泡在清洗剂中,用纯水冲净;步骤2):浸泡在防水溶液中,对其进行轧车轧压处理;步骤3):重复步骤2),实现二浸二轧处理;步骤4):烘干处理后浸泡在增效溶液中;步骤5):定型熟成,得到防水布料;防水溶液包括按质量百分比计的以下原料:2‑4%椰油酸单甘油酯硫酸铵、5‑8%氟系防水剂、1.8‑3.5%十二烷基硫酸钠、水补至100%,其具有提供一种具有防水效果布料的优点。
一种防水布料及其制作方法.pdf
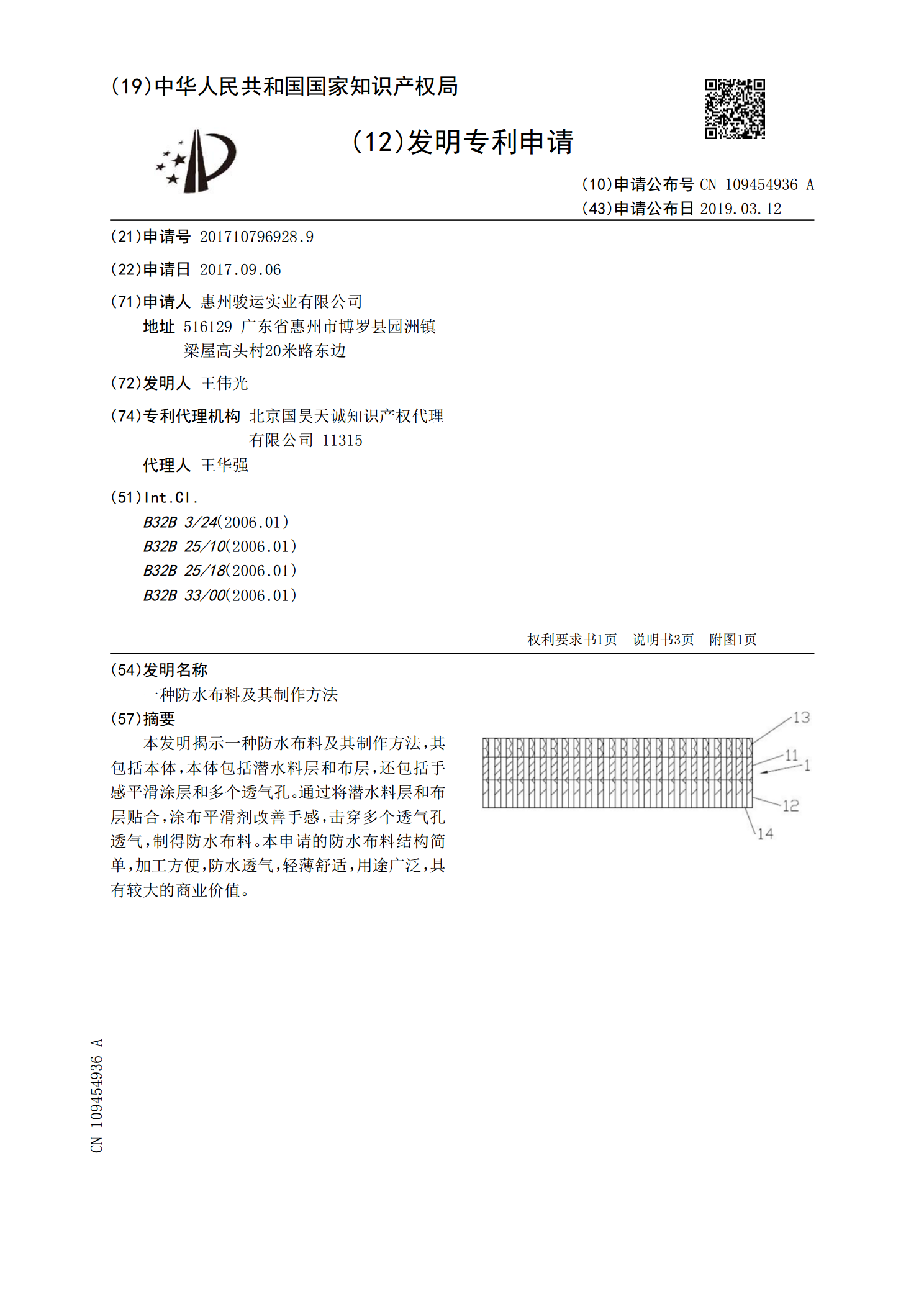
本发明揭示一种防水布料及其制作方法,其包括本体,本体包括潜水料层和布层,还包括手感平滑涂层和多个透气孔。通过将潜水料层和布层贴合,涂布平滑剂改善手感,击穿多个透气孔透气,制得防水布料。本申请的防水布料结构简单,加工方便,防水透气,轻薄舒适,用途广泛,具有较大的商业价值。

齿轮、POM再生料及其制造方法.pdf
本发明提供一种齿轮、POM再生料及其制造方法,POM再生料包括:普通POM水口料100重量份;增强POM水口料5.105~5.421重量份;白矿油0.082~0.087重量份;润滑剂0.306~0.325重量份;光滑剂0.511~0.542重量份;抗氧化剂0.123~0.130重量份;增韧剂0.204~0.217重量份。采用水口料制作出满足色带盒驱动齿轮要求的POM再生料,既节省成本,又避免水口料的浪费,减少环境污染。

一种生活垃圾环保再生燃料及其制造方法.pdf
本发明公开了一种生活垃圾环保再生燃料及其制造方法,属于再生能源技术领域。所述生活垃圾环保再生燃料,按原料的总重量的百分含量计,由如下原料制成:生活垃圾93.7‑96.5%、二氯异氰尿酸钠0.1‑0.3%、尿素0.2‑0.4%、碳酸氢钠0.1‑0.2%、丙三醇0.1‑0.3%、磷酸三钠0.2‑0.3%、糖0.2‑0.4%、高锰酸钠0.4‑0.6%、碳粉0.2‑0.4%、氯化钠0.2‑0.4%、石墨粉0.2‑0.3%、亚硝酸铵0.1‑0.3%、锰粉0.1‑0.3%、氧化锌0.1‑0.3%、元明粉0.1‑0.3