
芳纶阻燃床内套布.pdf

Wi****m7


1/6
2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
芳纶阻燃床内套布.pdf
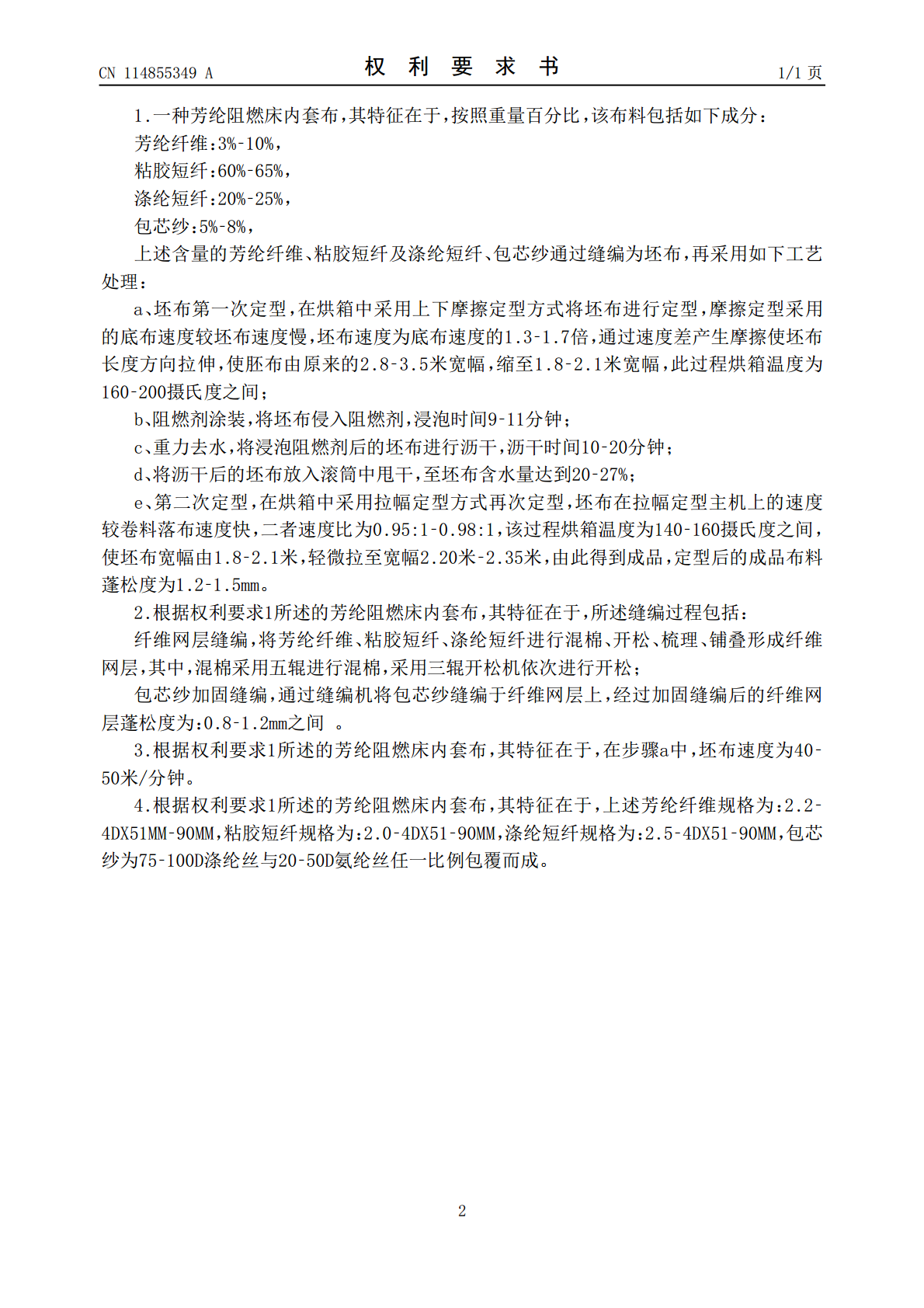
本发明揭示一种芳纶阻燃床内套布,按照重量百分比,该布料包括如下成分:芳纶纤维:3%‑10%,粘胶短纤:60%‑65%,涤纶短纤:20%‑25%,包芯纱:5%‑8%。本发明设计的芳纶阻燃床内套布添加了具有良好阻燃效果的芳纶纤维,并且在各纤维丝表面形成阻燃剂隔离层,布料成品的蓬松度高,使整个内套布阻燃效果更好,在外部高温火苗持续烧烤布料时,在布料表面形成的碳化层更厚,碳化层更加稳定牢固,不易碎,不易剥离,形成更加稳定的碳化层保护。本发明采用了重力去水、甩干双层摩擦定型法等工艺,去除了位于纤维丝之间空隙中的阻燃

芳纶布参数及加固施工步骤.doc
芳纶布参数及加固施工步骤一.前言芳纶布是新一代混凝土结构加固增强纤维材料,由于芳纶布具有高强度.高弹模.抗冲击性.抗动载疲劳性.耐腐蚀.耐久性.不导电等优越特性,在土木工程建设.加固工程等领域得到越来越广泛地应用.二.芳纶布参数卡本芳纶纤维布电学性能指标项目性能指标体积电阻率(纤维体积含量48﹪)(Ω.cm)5×1015介电强度(纤维体积含量48﹪)(V/mm)24.4介电常数(纤维体积含量58﹪)3.32.卡本芳纶纤维布力学性能指标产品型号单位重量(g/㎡)设计厚度(mm)抗拉强度(MPa)弹性模量(G

一种可拼接的芳纶阻燃网.pdf
本发明公开了一种可拼接的芳纶阻燃网,包括第一主体结构和第二主体结构,所述第一主体结构的前后两侧对称设置有安装机构,所述第二主体结构设置在第一主体结构的内侧,且第二主体结构包括内围芳纶阻燃网、第一连接弹簧、第二连接弹簧、拉力传感器和网孔。该可拼接的芳纶阻燃网,设置有绳索扣和第一拼接孔,使用者可通过绳索扣和第一拼接孔将多个阻燃网进行拼接使用,同时设置有拉力传感器,当有人坠落在内围芳纶阻燃网时,内围芳纶阻燃网将会通过第二连接弹簧对拉力传感器产生拉力,当拉力达到设定值时,拉力传感器将会把这一信息传递给控制器,控制

芳纶纤维布在混凝土结构加固中的应用.doc
时间:2013年5月29日芳纶纤维布在混凝土结构加固中的应用[摘要]本文主要介绍了芳纶纤维AFRP复合材料,由于其轻质高强、高弹模、耐腐蚀性能好、不导电、抗冲击性能好等一系列优点,所以它在桥梁、隧道、地铁、海港码头以及工业与民用建筑等工程中有着非常广泛的应用,特别是在混凝土结构的加固与修复领域。[关键词]芳纶纤维布混凝土结构加固加固方法DevelopmentandapplicationofaramidfiberclothinstrengtheningconcretestructuresAbstract:T
防水防油阻燃透气芳纶面料及其制作方法.pdf
本发明涉及一种防水防油阻燃透气芳纶面料及其制作方法,属于纺织面料技术领域。该防水防油阻燃透气芳纶面料的制作方法包括如下步骤:将芳纶面料依次进行前处理、柔软整理、一次烘干、浸轧整理、二次烘干、水洗、三次烘干,即得所述防水防油阻燃透气芳纶面料。该防水防油阻燃透气芳纶面料具有良好的拒水拒油性能,耐污性良好,此外,其不仅具有优异的透气性和舒适性,与各种防火涂层均具有优异的附着性。