
加热炉智能燃烧控制系统的优化.docx

是浩****32


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

加热炉智能燃烧控制系统的优化.docx
加热炉智能燃烧控制系统的优化摘要:加热炉智能燃烧模型优化项目完成后可适应煤气热值及压力的大范围波动干扰维持合理空燃比例提高了燃烧的效率减少了烟气带走的热量损失。同时使加热炉燃烧控制和顺序控制的运行参数更优化、效率更高、生产成本更低该加热炉燃烧控制系统运行更加安全稳定可靠设备运转更安全。关键词:加热炉PID控制器智能燃烧优化控制系统一、加热炉燃烧控制系统的组成加热炉燃烧控制系统主要包括蓄热式烧嘴换向阀、换向程序及安全控制单元空气供给系统煤气供给
加热炉智能燃烧控制系统的优化.docx
加热炉智能燃烧控制系统的优化摘要:加热炉智能燃烧模型优化项目完成后可适应煤气热值及压力的大范围波动干扰维持合理空燃比例提高了燃烧的效率减少了烟气带走的热量损失。同时使加热炉燃烧控制和顺序控制的运行参数更优化、效率更高、生产成本更低该加热炉燃烧控制系统运行更加安全稳定可靠设备运转更安全。关键词:加热炉PID控制器智能燃烧优化控制系统一、加热炉燃烧控制系统的组成加热炉燃烧控制系统主要包括蓄热式烧嘴换向阀、换向程序及安全控制单元空气供给系统煤气供给
加热炉智能精确燃烧控制系统.pdf
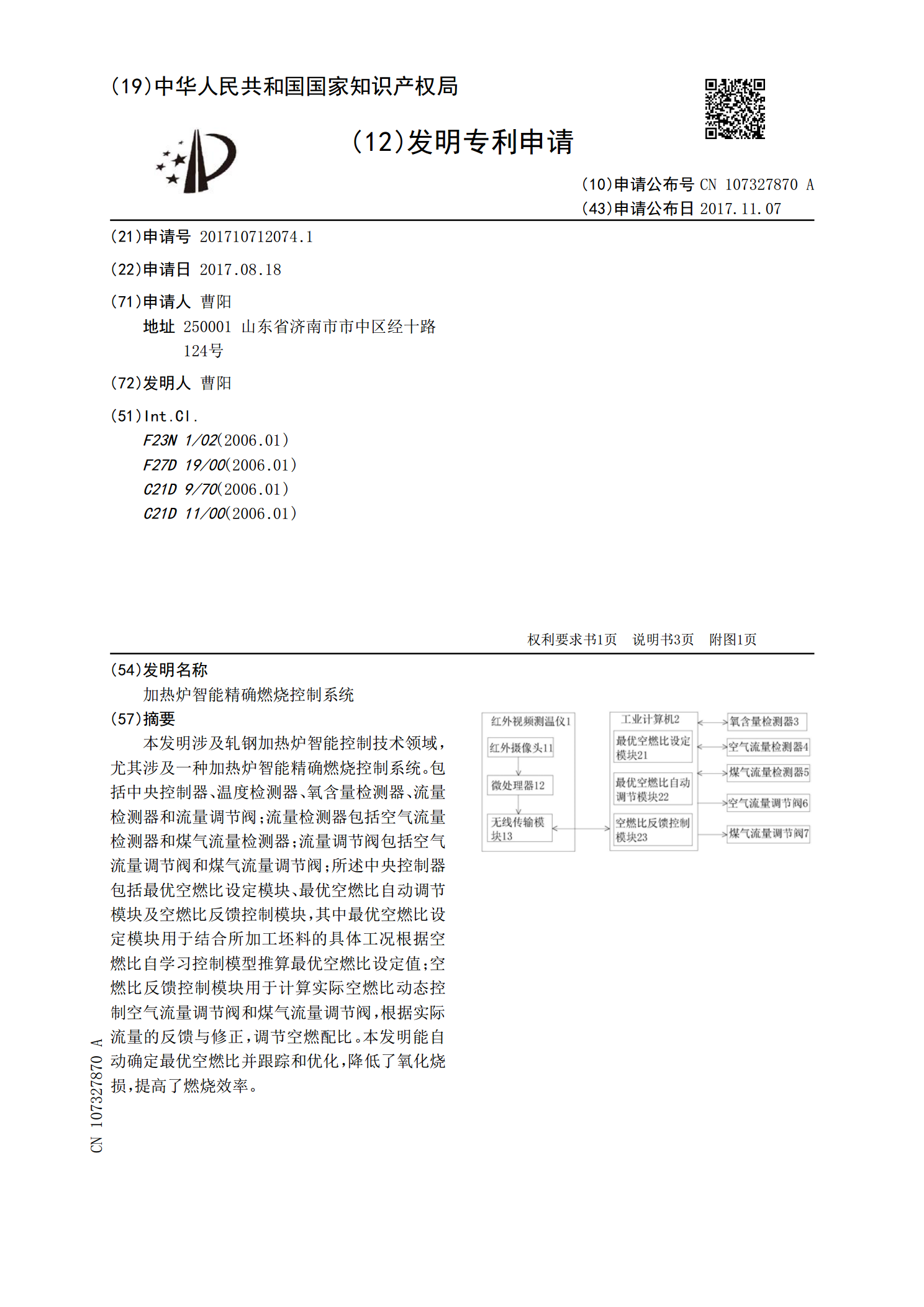
本发明涉及轧钢加热炉智能控制技术领域,尤其涉及一种加热炉智能精确燃烧控制系统。包括中央控制器、温度检测器、氧含量检测器、流量检测器和流量调节阀;流量检测器包括空气流量检测器和煤气流量检测器;流量调节阀包括空气流量调节阀和煤气流量调节阀;所述中央控制器包括最优空燃比设定模块、最优空燃比自动调节模块及空燃比反馈控制模块,其中最优空燃比设定模块用于结合所加工坯料的具体工况根据空燃比自学习控制模型推算最优空燃比设定值;空燃比反馈控制模块用于计算实际空燃比动态控制空气流量调节阀和煤气流量调节阀,根据实际流量的反馈与

热轧加热炉燃烧控制系统的优化.docx
热轧加热炉燃烧控制系统的优化热轧加热炉燃烧控制系统的优化摘要:热轧加热炉是钢铁工业中的重要设备,其燃烧控制系统对于提高生产效率和降低能源消耗具有重要的作用。本论文通过分析传统燃烧系统的问题和挑战,提出了优化燃烧控制系统的方法。首先,通过改进燃烧器设计和优化燃烧工艺参数,提高燃烧效率;其次,采用先进的控制算法和智能控制技术,提高燃烧控制系统的响应速度和稳定性;最后,通过应用先进的信息技术和大数据分析,实现燃烧过程的在线监测和优化管理。实验结果表明,优化热轧加热炉燃烧控制系统可以显著提高生产效率和能源利用率,
加热炉燃烧过程智能优化控制策略的研究.pdf