
一种梗丝加料机出口含水率稳定控制方法.pdf

雨巷****彦峰


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种梗丝加料机出口含水率稳定控制方法.pdf
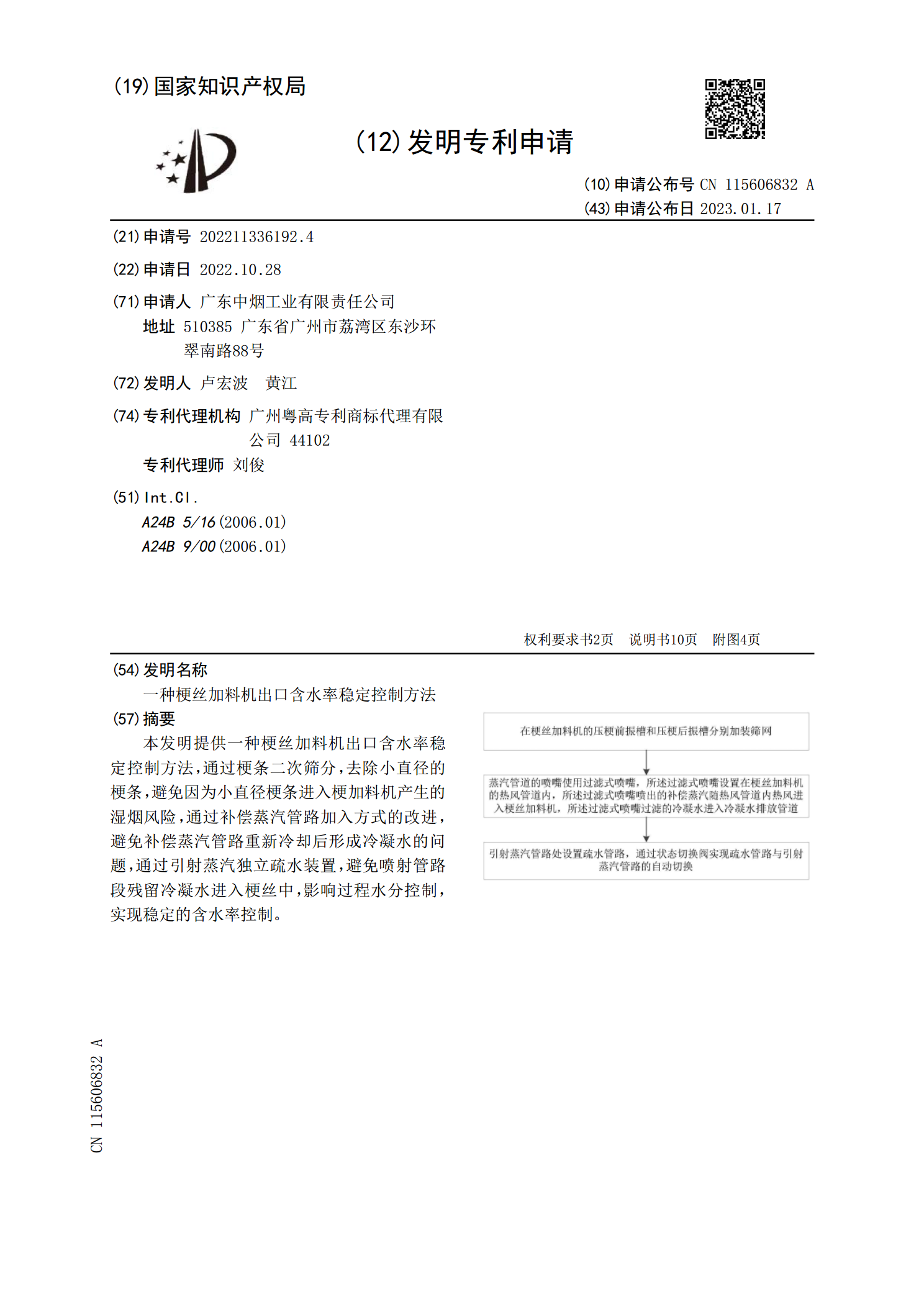
本发明提供一种梗丝加料机出口含水率稳定控制方法,通过梗条二次筛分,去除小直径的梗条,避免因为小直径梗条进入梗加料机产生的湿烟风险,通过补偿蒸汽管路加入方式的改进,避免补偿蒸汽管路重新冷却后形成冷凝水的问题,通过引射蒸汽独立疏水装置,避免喷射管路段残留冷凝水进入梗丝中,影响过程水分控制,实现稳定的含水率控制。

梗丝加料控制.docx
梗丝加料控制烟草制造行业中,梗丝加料是梗丝处理线生产过程中一个重要的环节,它主要控制对切后梗丝按一定比例进行加料处理,达到改善卷烟的燃吸品质和理化性能的日的。因此降低料液标准偏,提高加料精度合格率,将有效提高产品加工质量,提高该系统稳定性,提高该工序的生产效率。1梗丝加料机系统主要功能控制操作:手动或自动执行顺序控制,PLC控制方式的切换及对现场PLC参数设定值的修改等;完成梗丝加料机及其它辅助生产设备的启动、运行、停机、故障处理等各种顺序过程控制,以及采集生产过程中梗丝瞬时流量、梗丝的累计量、料液瞬时流
一种用于梗丝的加料香精.pdf
本发明涉及一种香精,具体地说是一种用于梗丝的加料香精。它由下述的原料组分按重量份数混合而成:烤烟提取物8-15、黄晒烟提取物2-3、白肋烟美拉德反应物3-8、红枣提取物2-6、苹果汁反应物2-5、苜蓿叶提取物5-8、葫芦巴浸膏0.5-2、酸梅乳酸发酵物1-3、山楂生香活性酵母发酵物2-5、水10-39.5、丙二醇35-74.5。它解决了现有梗丝存在的香气不足,木质杂气较重,刺激较大,有酸辣感残留,并有一定的灼烧感等感官质量不足。本发明增加香气量,赋予梗丝果甜香香韵,稍丰富香气,柔和细腻度较好,喉部刺激较小
一种加料控制系统、加料控制方法及加料机.pdf
本发明实施例提供一种加料控制系统、加料控制方法及加料机,属于玻璃制造技术领域。所述加料控制系统,应用于玻璃窑炉的加料机所述加料控制系统包括第一控制模块和第二控制模块;所述第一控制模块用于根据所述玻璃窑炉的液位偏差信息和所述加料机的频率修正信息生成第一控制参数组,其中,所述第一控制参数组包括多个第一控制参数;所述第二控制模块用于基于所述第一控制参数得到用于控制所述加料机的运行频率。通过该加料控制系统,基于玻璃窑炉的液位偏差信息和频率修正信息生成多个第一控制参数,使得生成的加料机的运行频率更为精准,提高玻璃窑

一种提高烟梗预处理后含水率稳定性的方法.docx
一种提高烟梗预处理后含水率稳定性的方法烟草是我国重要的工业原料之一,其品质和产量对国民经济和国际贸易都有着重要的影响。烟瘤的质量和烟梗的含水率是影响烟草品质的两个重要因素。烟梗作为烟草的废弃物,其处理对烟草工业环保和利用废弃资源意义重大。在烟草生产加工过程中,烟梗可通过加工处理降低含水率,但是烟梗处理后的含水率稳定性较差,容易纠结成团,降低烟草生产的效率和品质。因此,提高烟梗预处理后的含水率稳定性,具有重要的理论价值和应用前景。一、烟梗的预处理方法及缺陷目前烟梗的处理方法主要有烘烤处理、蒸汽处理和微波处理