
用于制造实体构件的制造设备和以制造设备制造实体构件的方法.pdf

海昌****姐淑

1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于制造实体构件的制造设备和以制造设备制造实体构件的方法.pdf
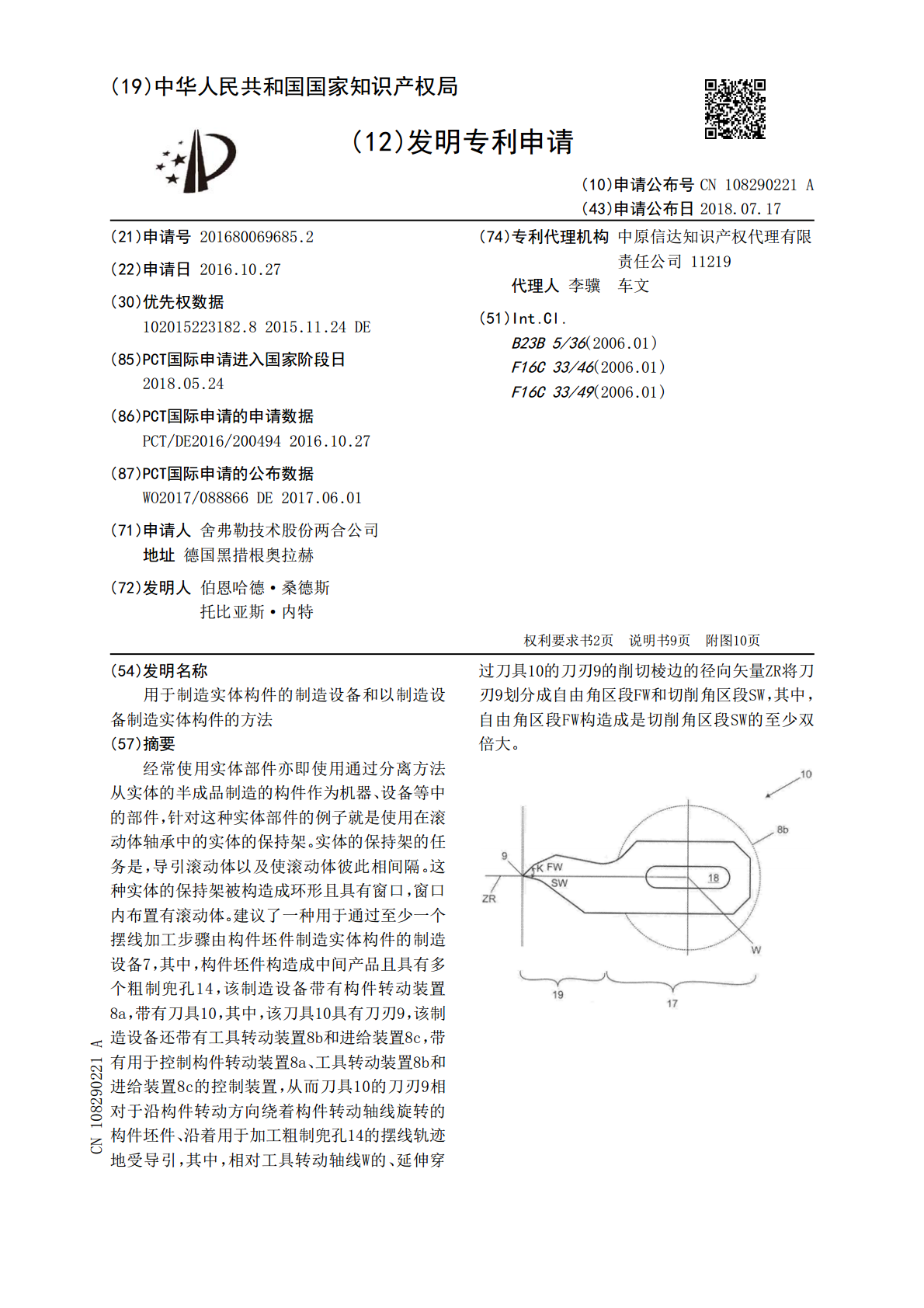
经常使用实体部件亦即使用通过分离方法从实体的半成品制造的构件作为机器、设备等中的部件,针对这种实体部件的例子就是使用在滚动体轴承中的实体的保持架。实体的保持架的任务是,导引滚动体以及使滚动体彼此相间隔。这种实体的保持架被构造成环形且具有窗口,窗口内布置有滚动体。建议了一种用于通过至少一个摆线加工步骤由构件坯件制造实体构件的制造设备7,其中,构件坯件构造成中间产品且具有多个粗制兜孔14,该制造设备带有构件转动装置8a,带有刀具10,其中,该刀具10具有刀刃9,该制造设备还带有工具转动装置8b和进给装置8c,
用于制造构件的设备以及制造方法.pdf
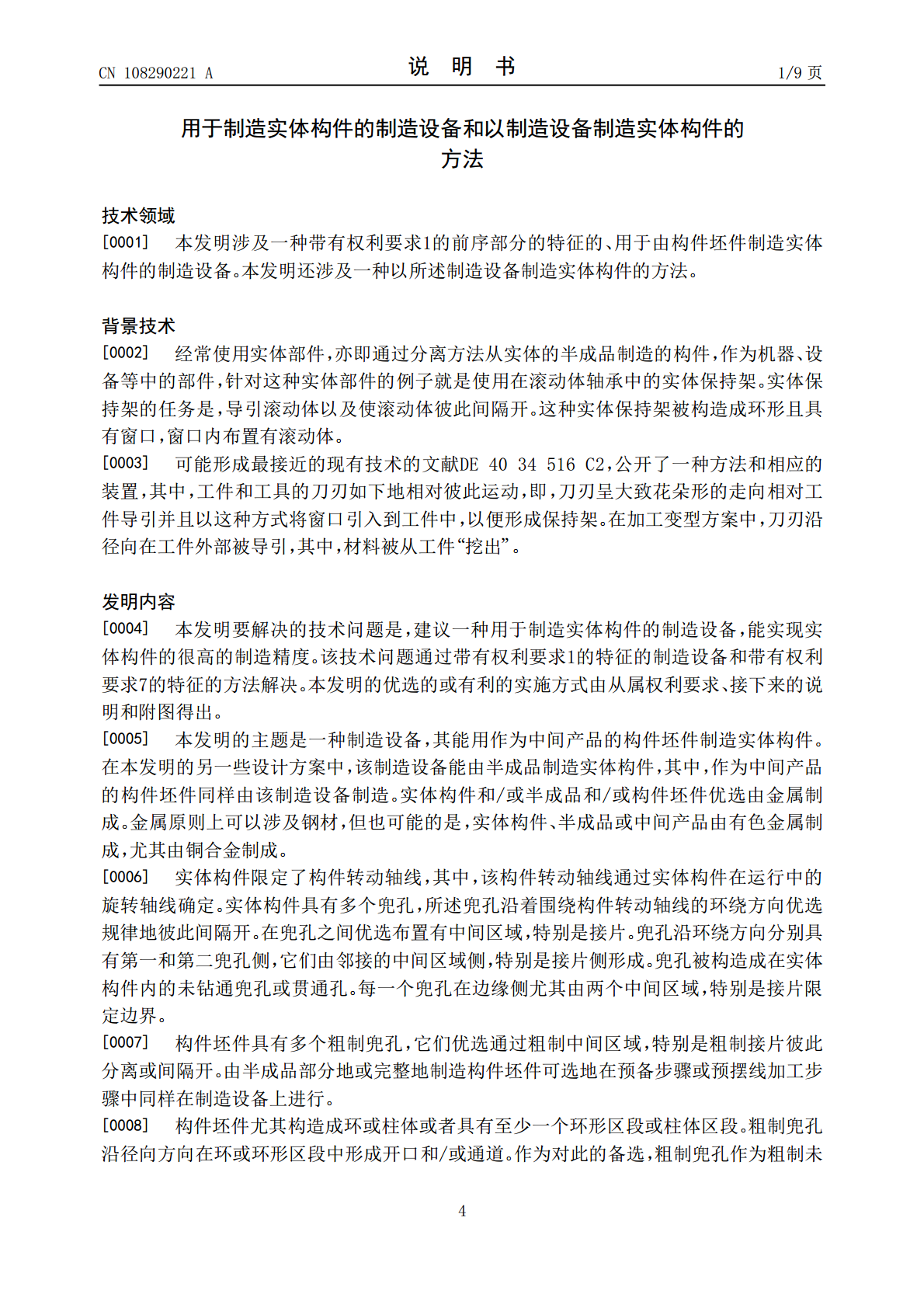
本发明涉及一种设备和一种方法,借助于所述设备/所述方法能够生产构件,所述构件例如在家具和结构元件工业领域中应用。纯示例性地,所提到构件能够是桌、椅、柜、家具正面、框架元件等。
用于制造构件的方法和设备.pdf
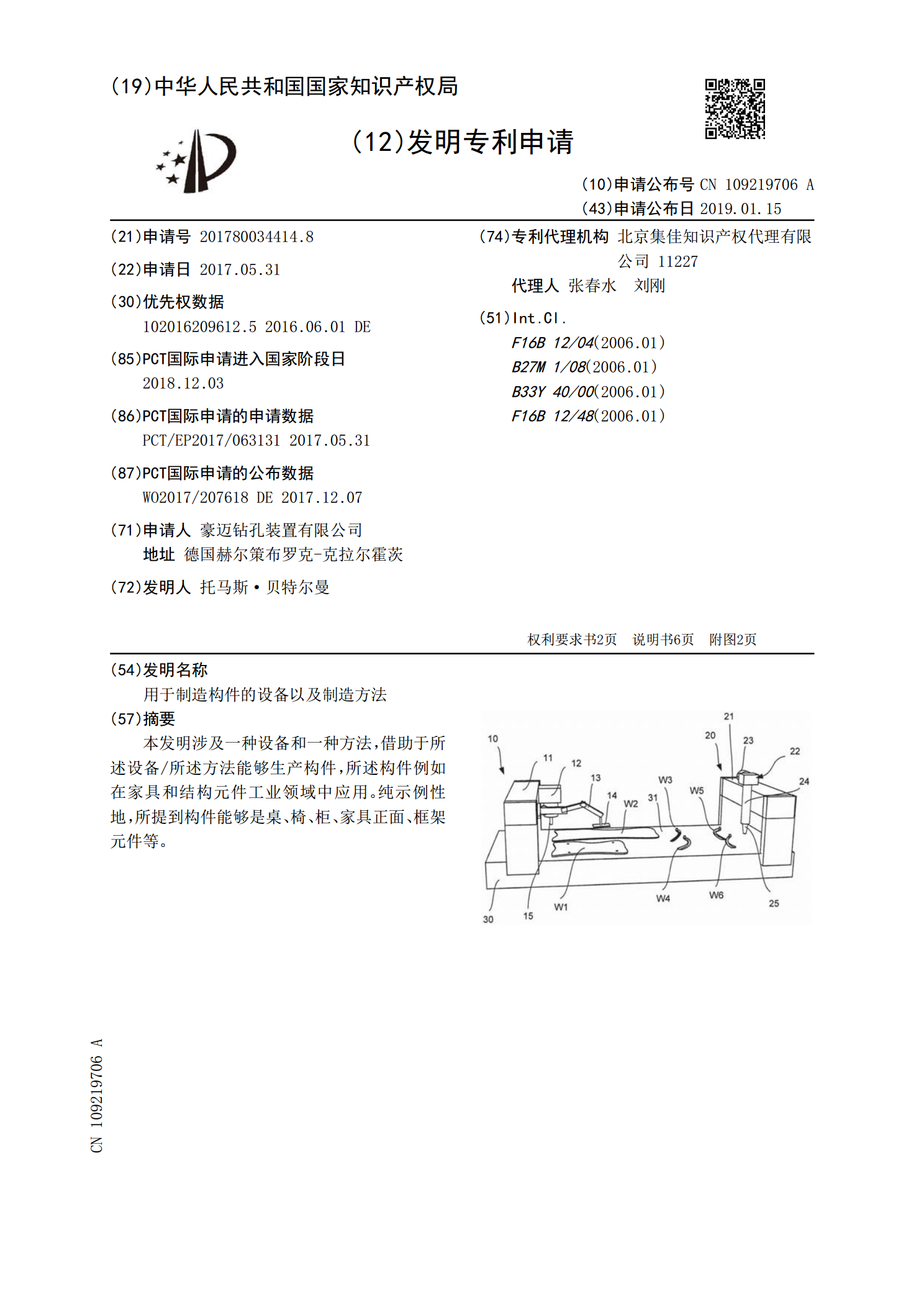
本发明涉及一种用于制造用于涡轮机械的构件(1)的方法,所述方法包括:借助增材制造方法由用于构件(1)的基本材料(2)增材构建构件,并且在增材构建期间将材料纤维(3)引入到构件(1)的构造中,使得材料纤维(3)沿着构件(1)的环周方向(A)围绕构件轴线定向,并且定向成:形成纤维复合材料(4),所述纤维复合材料包括材料纤维(3)和通过增材构建固化的基本材料(2)。本发明还包括相应的构件(1)和相应的用于制造构件(1)的设备。
用于制造构件的方法和构件.pdf
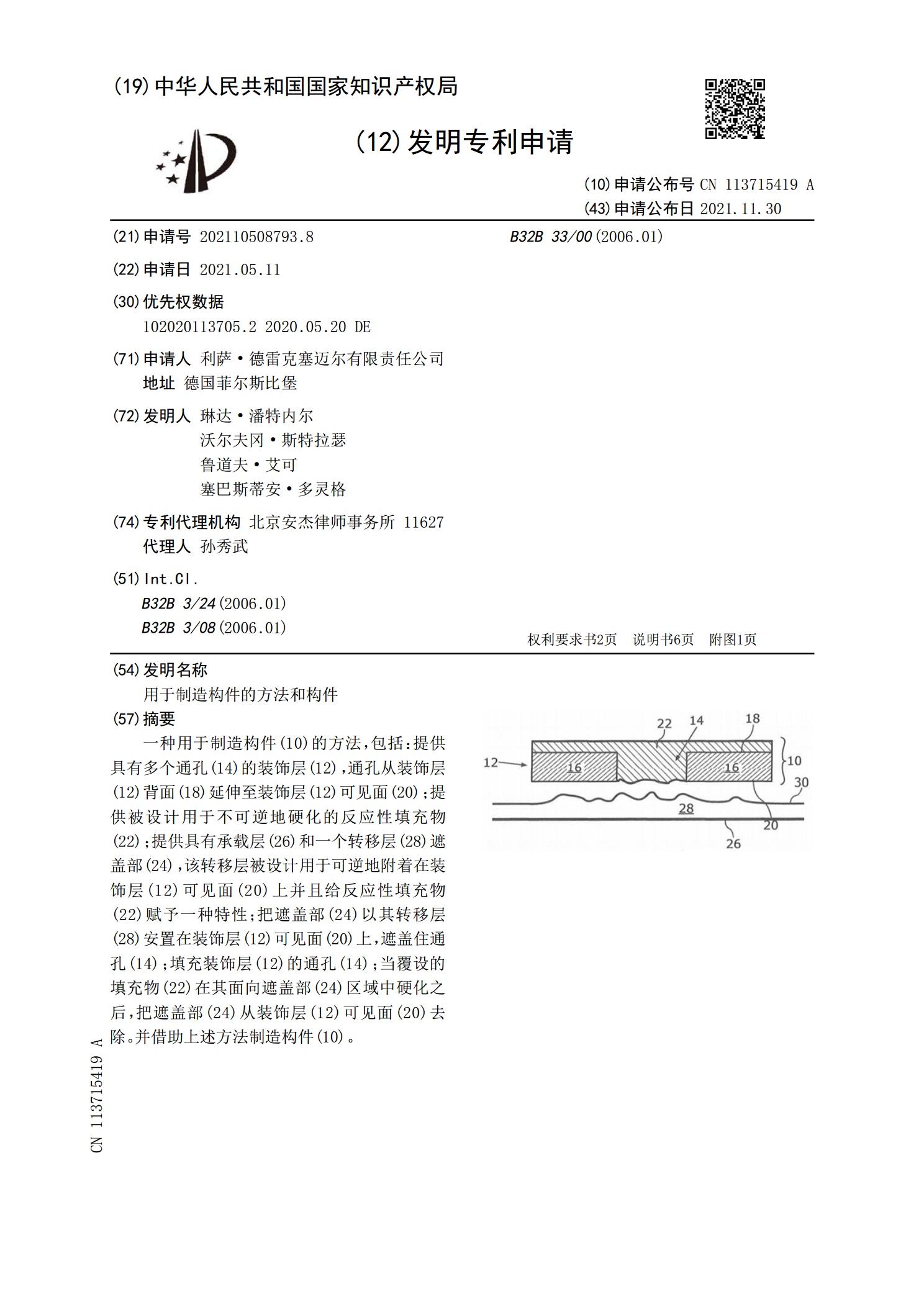
一种用于制造构件(10)的方法,包括:提供具有多个通孔(14)的装饰层(12),通孔从装饰层(12)背面(18)延伸至装饰层(12)可见面(20);提供被设计用于不可逆地硬化的反应性填充物(22);提供具有承载层(26)和一个转移层(28)遮盖部(24),该转移层被设计用于可逆地附着在装饰层(12)可见面(20)上并且给反应性填充物(22)赋予一种特性;把遮盖部(24)以其转移层(28)安置在装饰层(12)可见面(20)上,遮盖住通孔(14);填充装饰层(12)的通孔(14);当覆设的填充物(22)在其面
用于制造塑料构件的方法和设备以及塑料构件.pdf
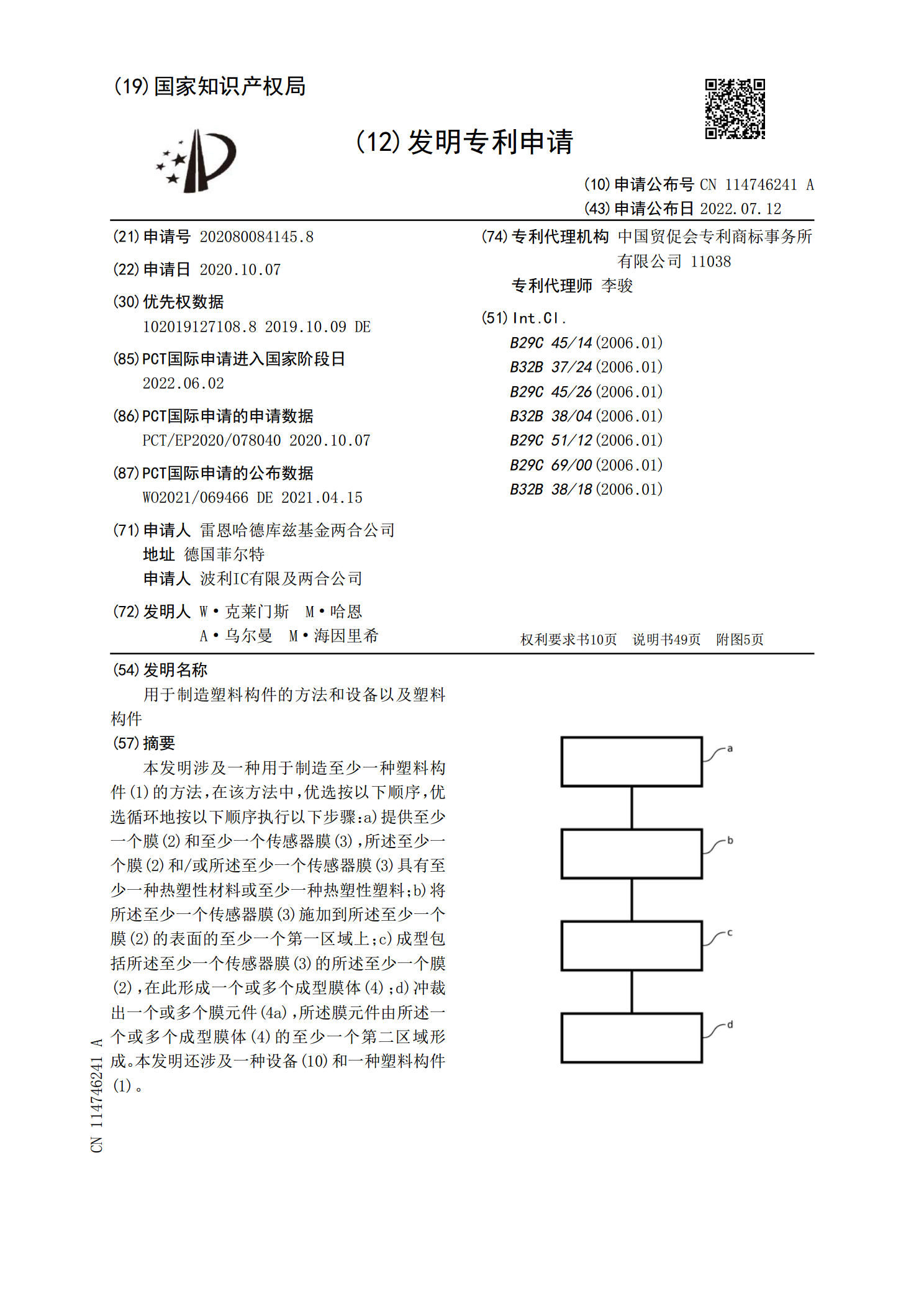
本发明涉及一种用于制造至少一种塑料构件(1)的方法,在该方法中,优选按以下顺序,优选循环地按以下顺序执行以下步骤:a)提供至少一个膜(2)和至少一个传感器膜(3),所述至少一个膜(2)和/或所述至少一个传感器膜(3)具有至少一种热塑性材料或至少一种热塑性塑料;b)将所述至少一个传感器膜(3)施加到所述至少一个膜(2)的表面的至少一个第一区域上;c)成型包括所述至少一个传感器膜(3)的所述至少一个膜(2),在此形成一个或多个成型膜体(4);d)冲裁出一个或多个膜元件(4a),所述膜元件由所述一个或多个成型膜