
一种快速组装中间胶木组件的夹具.pdf

文阁****23


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种快速组装中间胶木组件的夹具.pdf
本发明是一种快速组装中间胶木组件的夹具,该夹具包括底板,所述底板上平行设有多列弹性定位销形成定位销阵列,中间胶木组件装入弹性定位销之间,该夹具还包括与底板配合的盖板,所述盖板上设有与底板上的定位销阵列镜像一致的对应定位销阵列,用于盖合装夹中间胶木组件。本发明夹具安装更快捷、一致性更好、装配方便、装配精度高、胶木间距一致性好、更好的保证中间导向胶木侧面的垂直度,并且夹具整体重量轻,增加了装配后各胶木的一致性,装夹压力均匀,使用简单快捷。

一种用于轴承组件快速组装的辅助夹具及其使用方法.pdf
本发明公开了一种用于轴承组件快速组装的辅助夹具及其使用方法,包括移动机构、上下机构、转动机构、滑动机构以及固定机构,移动机构包括底板,上下机构包括第一伸缩缸以及支撑杆,第一伸缩缸与底板焊接,转动机构包括旋转轴,支撑杆设有旋转孔,旋转轴与旋转孔旋转配合,滑动机构包括转动块以及滑杆,滑杆两端与支撑杆焊接,固定机构包括固定块,转动块与固定块焊接。本发明用于轴承组件快速组装的辅助夹具,车轮的转动带动机构的移动,第一伸缩缸的伸缩使固定机构上下移动,电机带动螺旋杆旋转,从而带动转动块左右移动,连接块防止转动块跟随螺旋
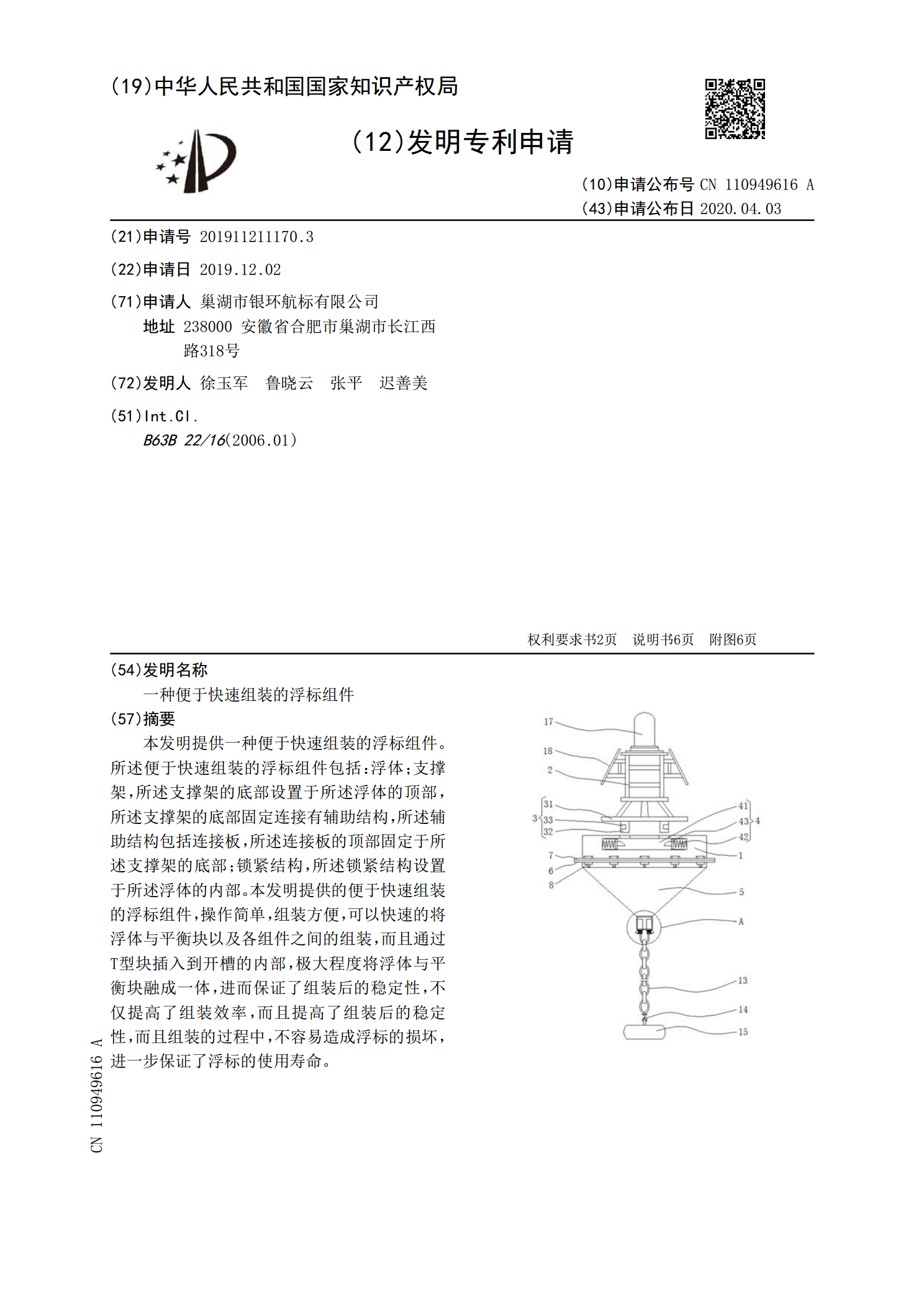
一种便于快速组装的浮标组件.pdf
本发明提供一种便于快速组装的浮标组件。所述便于快速组装的浮标组件包括:浮体;支撑架,所述支撑架的底部设置于所述浮体的顶部,所述支撑架的底部固定连接有辅助结构,所述辅助结构包括连接板,所述连接板的顶部固定于所述支撑架的底部;锁紧结构,所述锁紧结构设置于所述浮体的内部。本发明提供的便于快速组装的浮标组件,操作简单,组装方便,可以快速的将浮体与平衡块以及各组件之间的组装,而且通过T型块插入到开槽的内部,极大程度将浮体与平衡块融成一体,进而保证了组装后的稳定性,不仅提高了组装效率,而且提高了组装后的稳定性,而且组
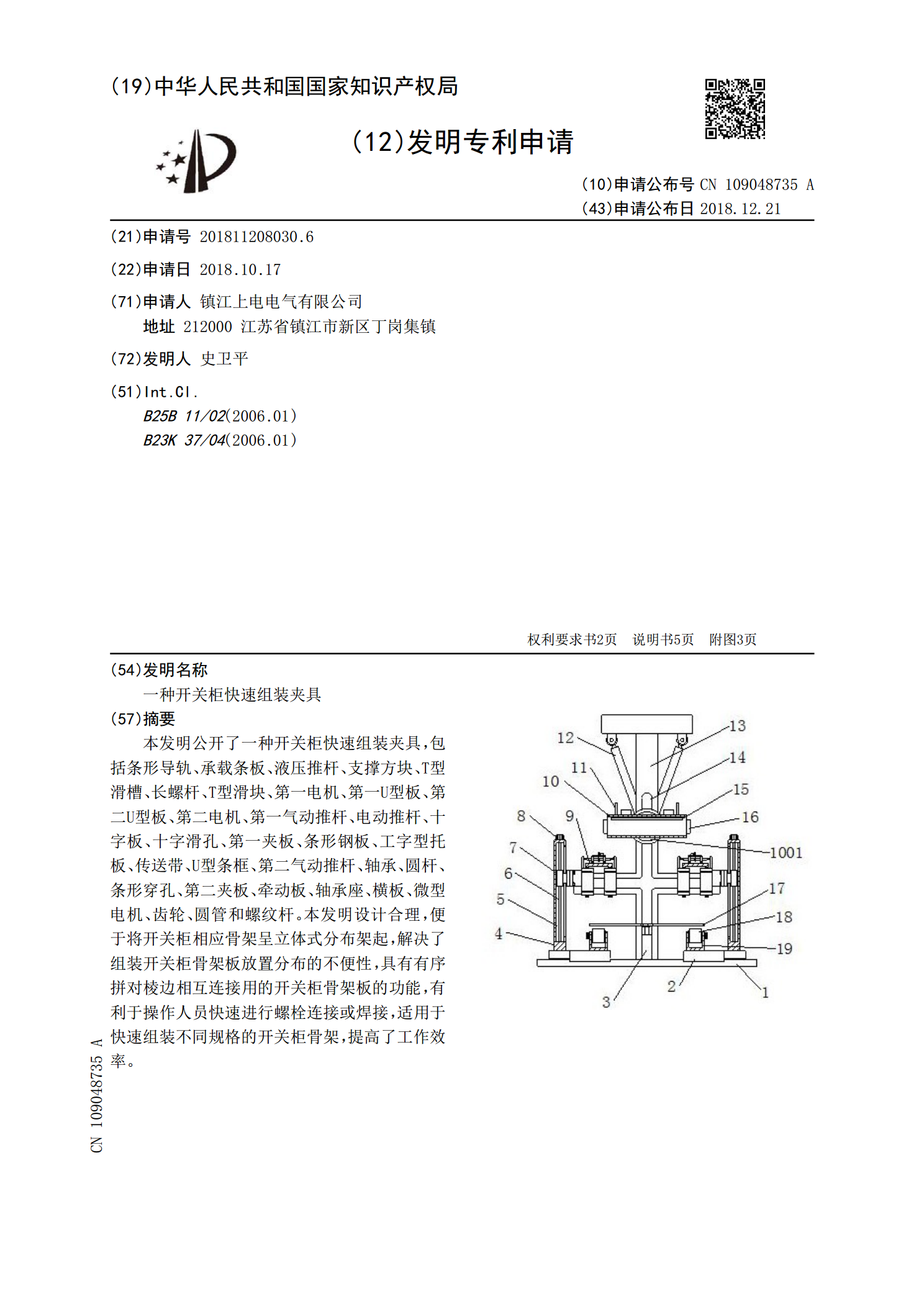
一种开关柜快速组装夹具.pdf
本发明公开了一种开关柜快速组装夹具,包括条形导轨、承载条板、液压推杆、支撑方块、T型滑槽、长螺杆、T型滑块、第一电机、第一U型板、第二U型板、第二电机、第一气动推杆、电动推杆、十字板、十字滑孔、第一夹板、条形钢板、工字型托板、传送带、U型条框、第二气动推杆、轴承、圆杆、条形穿孔、第二夹板、牵动板、轴承座、横板、微型电机、齿轮、圆管和螺纹杆。本发明设计合理,便于将开关柜相应骨架呈立体式分布架起,解决了组装开关柜骨架板放置分布的不便性,具有有序拼对棱边相互连接用的开关柜骨架板的功能,有利于操作人员快速进行螺栓
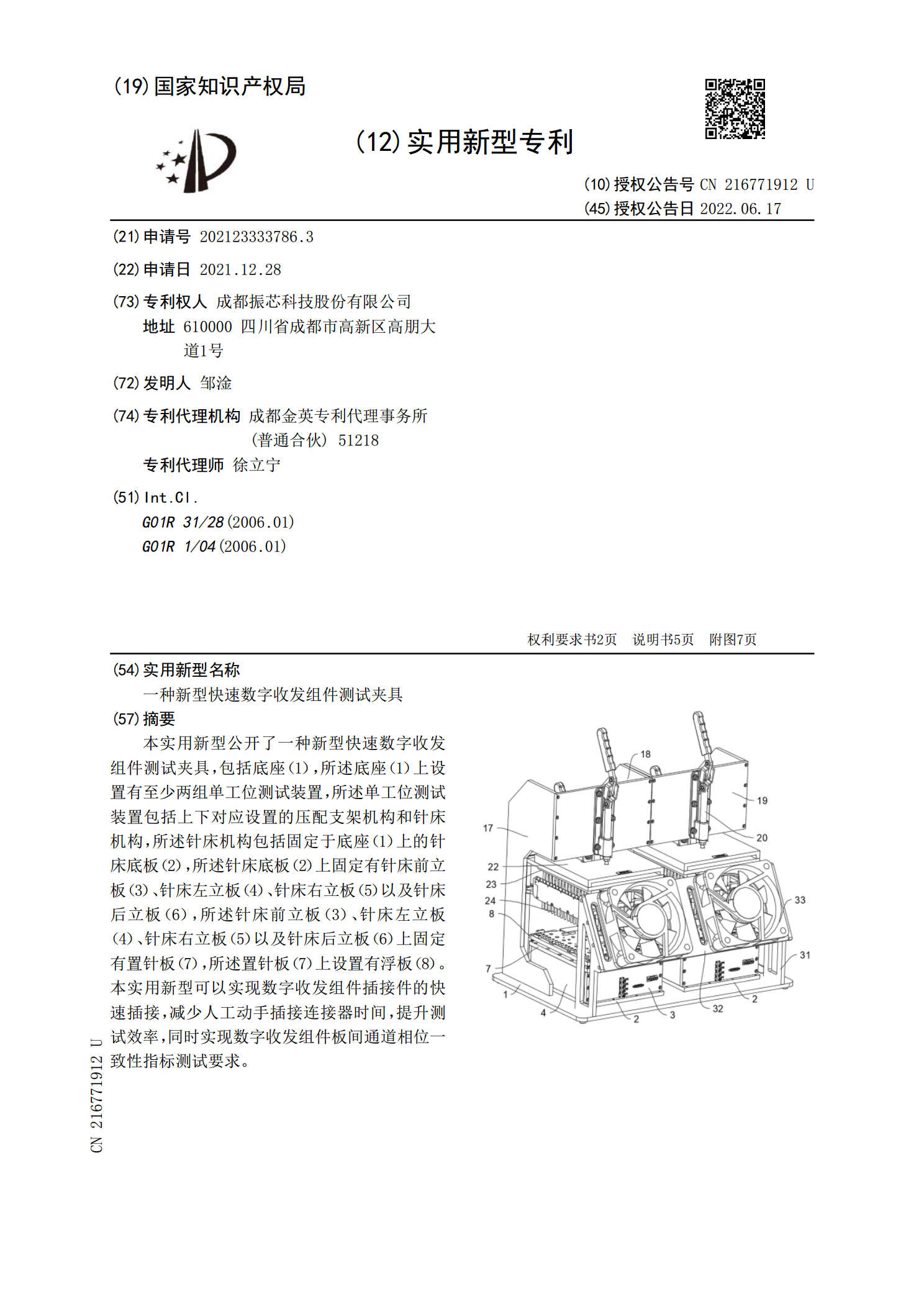
一种新型快速数字收发组件测试夹具.pdf
本实用新型公开了一种新型快速数字收发组件测试夹具,包括底座(1),所述底座(1)上设置有至少两组单工位测试装置,所述单工位测试装置包括上下对应设置的压配支架机构和针床机构,所述针床机构包括固定于底座(1)上的针床底板(2),所述针床底板(2)上固定有针床前立板(3)、针床左立板(4)、针床右立板(5)以及针床后立板(6),所述针床前立板(3)、针床左立板(4)、针床右立板(5)以及针床后立板(6)上固定有置针板(7),所述置针板(7)上设置有浮板(8)。本实用新型可以实现数字收发组件插接件的快速插接,减少