
控制平膜机喷嘴出口缝隙的出口厚度的调节装置和方法.pdf

明轩****la


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

控制平膜机喷嘴出口缝隙的出口厚度的调节装置和方法.pdf
本发明涉及一种用于控制平膜机(100)的喷嘴出口缝隙(110)的出口厚度(AD)的调节装置(10),其具有用于执行调设运动以改变出口厚度(AD)的多个调节螺栓(20),其中,所述调节螺栓(20)具有在关闭终点位置(SE)和打开终点位置(OE)之间的调节范围(SB),其中,该调节范围(SB)又从打开终点位置(OE)起具有用于基本设定出口厚度(AD)的基本冲程(BH)并且从关闭终点位置(SE)起具有用于出口厚度(AD)过程检查的过程冲程(PH)。
用于控制平膜机出口喷嘴的喷嘴缝隙的方法和装置.pdf
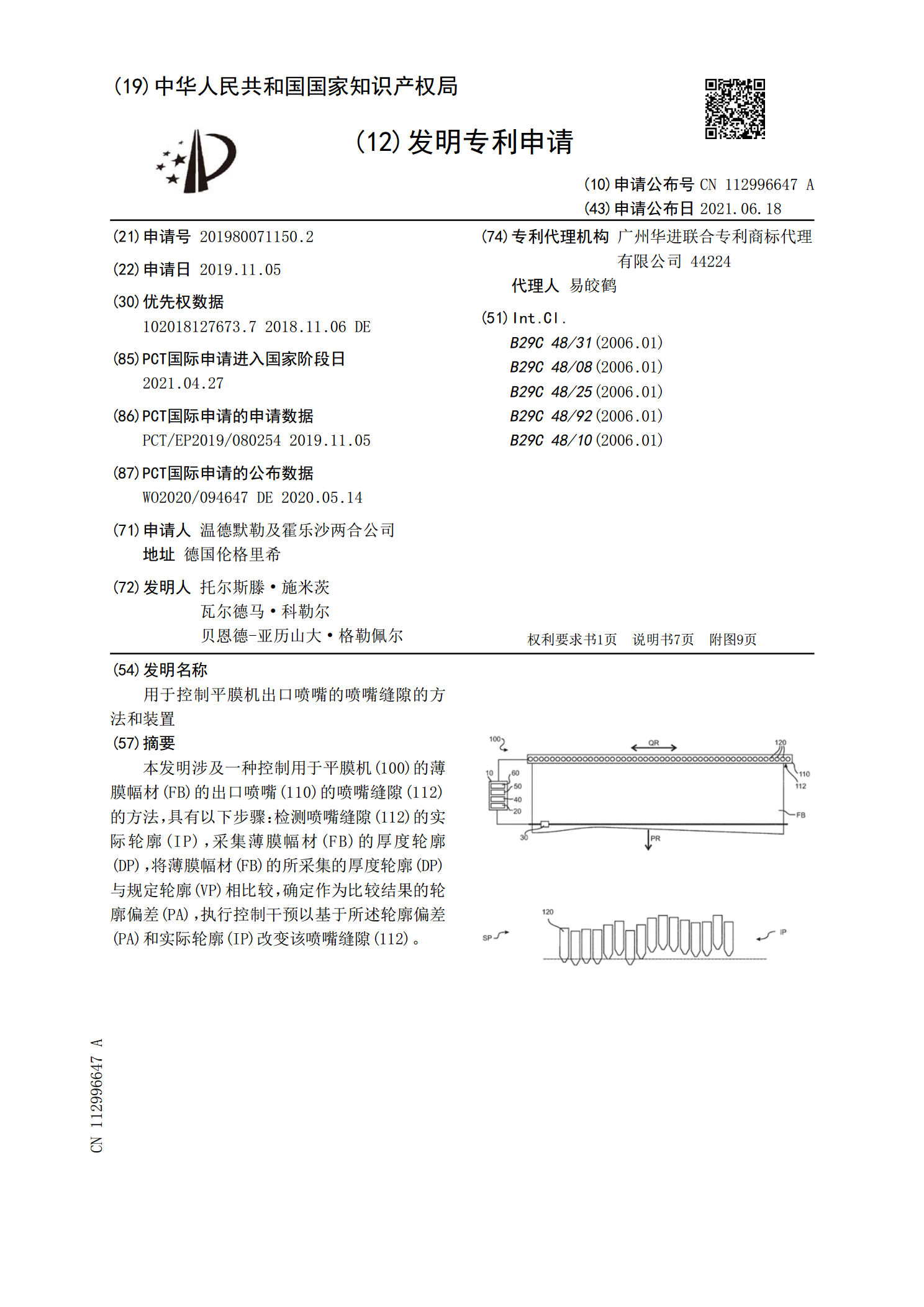
本发明涉及一种控制用于平膜机(100)的薄膜幅材(FB)的出口喷嘴(110)的喷嘴缝隙(112)的方法,具有以下步骤:检测喷嘴缝隙(112)的实际轮廓(IP),采集薄膜幅材(FB)的厚度轮廓(DP),将薄膜幅材(FB)的所采集的厚度轮廓(DP)与规定轮廓(VP)相比较,确定作为比较结果的轮廓偏差(PA),执行控制干预以基于所述轮廓偏差(PA)和实际轮廓(IP)改变该喷嘴缝隙(112)。

平膜机上调节薄膜幅材用出口喷嘴缝隙调节机构校准方法.pdf
本发明涉及一种在平膜机(100)上校准用于调节薄膜幅材(FB)用出口喷嘴(110)的喷嘴缝隙(112)的调节机构(120)的方法和装置,具有以下步骤:预先规定用于调节机构(120)的校准位置(KP),执行用于改变调节机构(120)的调节位置(SP)的控制干预,检测是否到达调节机构(120)的校准位置(KP)。

一种摇臂式出口喷嘴调节装置.pdf
本发明属于一种节水灌溉用的关键设备,是一种实现喷头工作情况下自动改变射程的摇臂式出口喷嘴调节装置,它包括喷管(1)、静片(2)、动片(3)、密封圈(4)、卡环(5)、棘轮(6),其特征在于摇臂式喷头的摇臂(7)上的拨杆(8)敲击棘轮(6)中的其中一个齿,棘轮(6)旋转,带动动片(3)旋转,起到在喷头步进的同时,喷嘴动片(3)与静片(2)相对运动使喷嘴截面积发生变化。在喷头喷嘴处加装变喷嘴装置,由动片(3)和静片(2)的相对运动来改变喷嘴进口处截流面积,调节进口处流量与压力,从而改变喷头射程,实现非圆形域喷

拉链链条的厚度调节装置和厚度调节方法.pdf
本发明提供一种拉链用的拉链链条的厚度调节装置,在啮合状态的一对链牙列在厚度方向上横宽方向的两端部比横宽方向的中间部薄的情况下,能够遍及一对链牙列的横宽方向的整个长度地对厚度进行调节。所述拉链用的拉链链条的厚度调节装置具备一对辊,其被平行地支承,使拉链链条在该一对辊的相向面之间穿过。辊具备:辊主体,其用于与拉链链条中的啮合状态的一对链牙列接触;以及轴部,其从辊主体沿着其轴线方向突出。辊主体具备:直径较小的小径部;第1大径部,其直径比小径部大,位于比小径部更靠轴线方向的一侧的位置;以及第2大径部,其直径比小径