
压力管道用金属管材制造.doc

篷璐****爱吗


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共40页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

压力管道用金属管材制造.docx
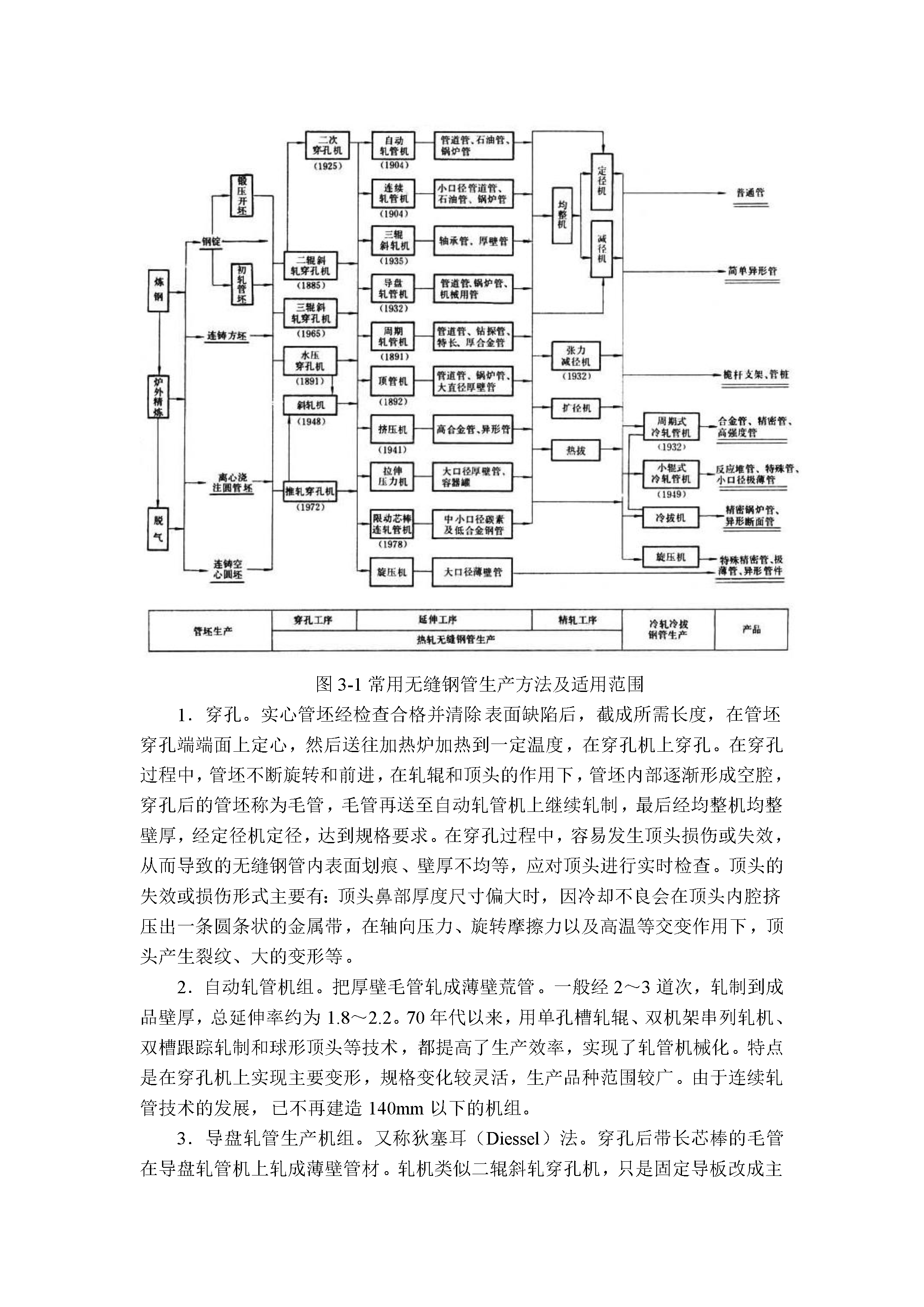
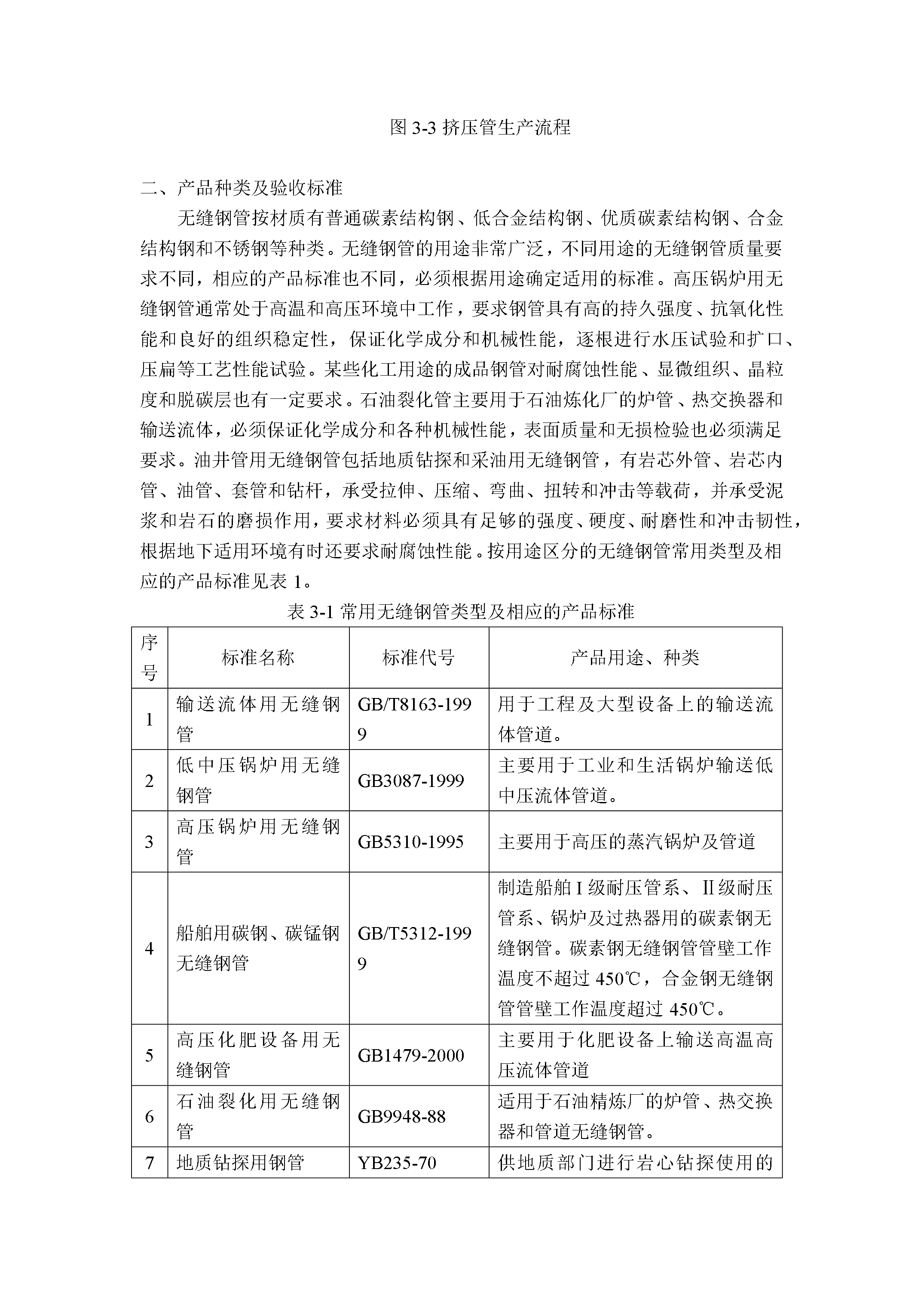
第三章压力管道用金属管材无缝钢管无缝钢管是一种具有中空截面、周边没有接缝的长条钢材大量用作输送通道被广泛应用于石油、电力、化工、煤炭、机械、军工和航空航天等行业也是特种设备制造常用的原材料之一。近年来我国无缝钢管生产发展很快已经成为世界无缝钢管生产第一大国国内无缝管生产企业约300多家。目前国内部分企业已具有高水平的无缝钢管制造技术并拥有世界先进的钢管制造设备无缝钢管国产化率已接近90%绝大部分品种、规格国内企业都可自己生产。其中热轧管产量约占中国无缝钢管总产量的80%此外还有采用热轧穿孔后冷轧或冷拔

压力管道用金属管材制造.docx
第三章压力管道用金属管材无缝钢管无缝钢管是一种具有中空截面、周边没有接缝的长条钢材,大量用作输送通道,被广泛应用于石油、电力、化工、煤炭、机械、军工和航空航天等行业,也是特种设备制造常用的原材料之一。近年来我国无缝钢管生产发展很快,已经成为世界无缝钢管生产第一大国,国内无缝管生产企业约300多家。目前国内部分企业已具有高水平的无缝钢管制造技术,并拥有世界先进的钢管制造设备,无缝钢管国产化率已接近90%,绝大部分品种、规格国内企业都可自己生产。其中热轧管产量约占中国无缝钢管总产量的80%,此外还有采用热轧穿

压力管道用金属管材制造.doc
第三章压力管道用金属管材无缝钢管无缝钢管是一种具有中空截面、周边没有接缝的长条钢材大量用作输送通道被广泛应用于石油、电力、化工、煤炭、机械、军工和航空航天等行业也是特种设备制造常用的原材料之一。近年来我国无缝钢管生产发展很快已经成为世界无缝钢管生产第一大国国内无缝管生产企业约300多家。目前国内部分企业已具有高水平的无缝钢管制造技术并拥有世界先进的钢管制造设备无缝钢管国产化率已接近90%绝大部分品种、规格国内企业都可自己生产。其中热轧管产量约占中国无缝钢管总产量的80%此外还有采用热轧穿孔后冷轧或冷拔

压力管道用金属管材制造.doc
第三章压力管道用金属管材无缝钢管无缝钢管是一种具有中空截面、周边没有接缝的长条钢材大量用作输送通道被广泛应用于石油、电力、化工、煤炭、机械、军工和航空航天等行业也是特种设备制造常用的原材料之一。近年来我国无缝钢管生产发展很快已经成为世界无缝钢管生产第一大国国内无缝管生产企业约300多家。目前国内部分企业已具有高水平的无缝钢管制造技术并拥有世界先进的钢管制造设备无缝钢管国产化率已接近90%绝大部分品种、规格国内企业都可自己生产。其中热轧管产量约占中国无缝钢管总产量的80%此外还有采用热轧穿孔后冷轧或冷拔
压力管道用金属管材制造.docx
第三章压力管道用金属管材无缝钢管无缝钢管是一种具有中空截面、周边没有接缝的长条钢材大量用作输送通道被广泛应用于石油、电力、化工、煤炭、机械、军工和航空航天等行业也是特种设备制造常用的原材料之一。近年来我国无缝钢管生产发展很快已经成为世界无缝钢管生产第一大国国内无缝管生产企业约300多家。目前国内部分企业已具有高水平的无缝钢管制造技术并拥有世界先进的钢管制造设备无缝钢管国产化率已接近90%绝大部分品种、规格国内企业都可自己生产。其中热轧管产量约占中国无缝钢管总产量的80%此外还有采用热轧穿孔后冷轧或冷拔