
板材曲面成形冲压模具.pdf

Ja****23

1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

板材曲面成形冲压模具.pdf
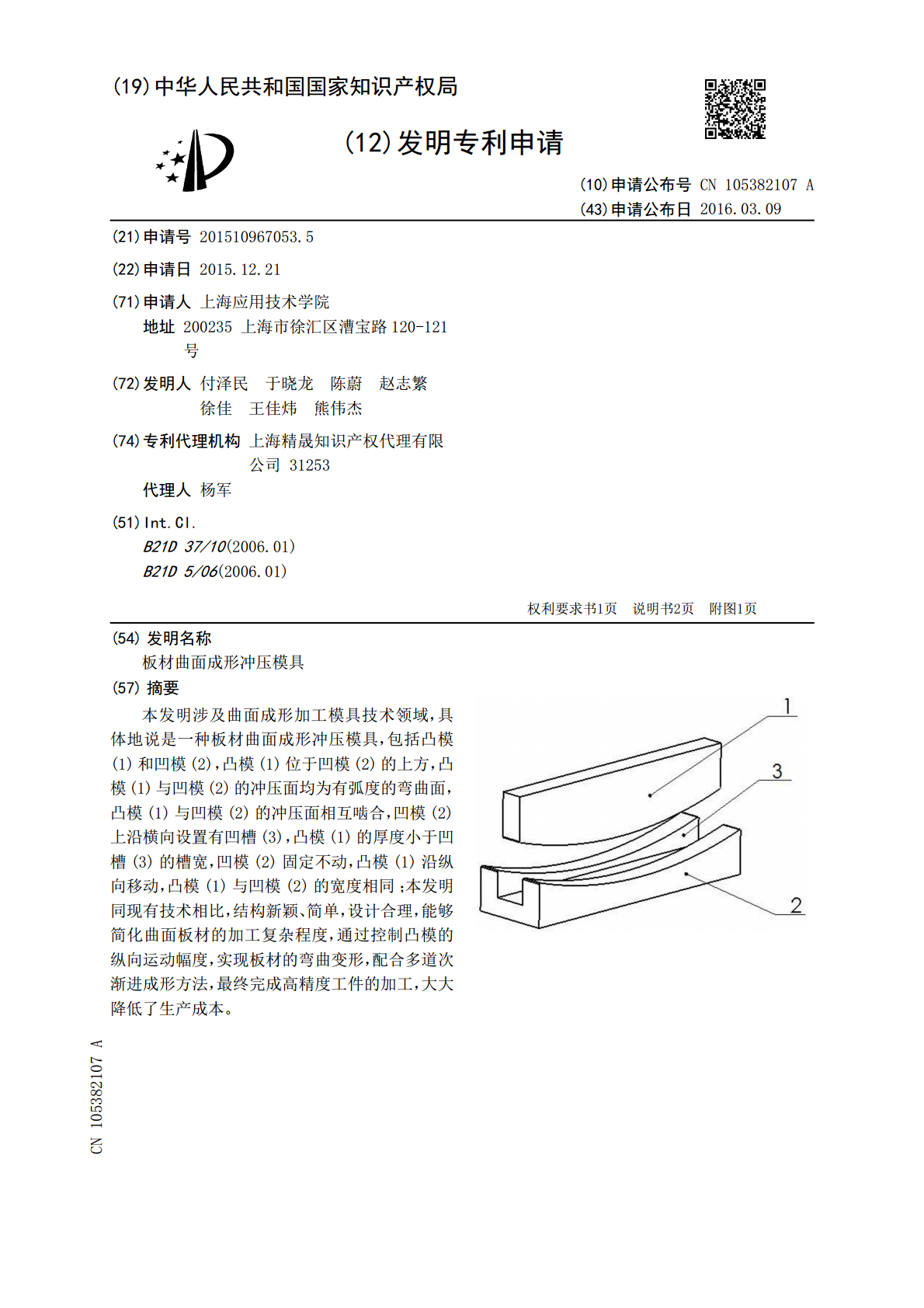
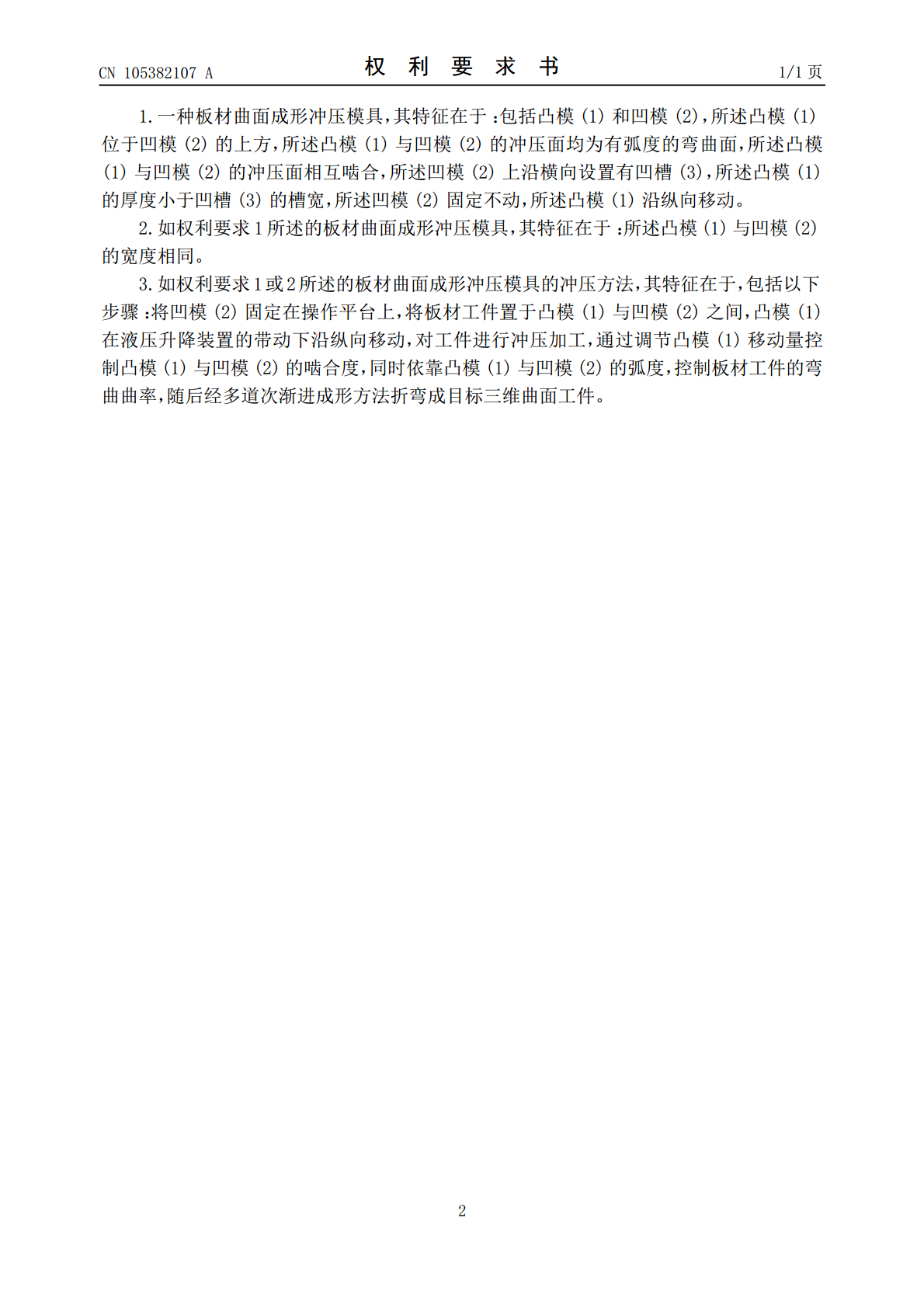
本发明涉及曲面成形加工模具技术领域,具体地说是一种板材曲面成形冲压模具,包括凸模(1)和凹模(2),凸模(1)位于凹模(2)的上方,凸模(1)与凹模(2)的冲压面均为有弧度的弯曲面,凸模(1)与凹模(2)的冲压面相互啮合,凹模(2)上沿横向设置有凹槽(3),凸模(1)的厚度小于凹槽(3)的槽宽,凹模(2)固定不动,凸模(1)沿纵向移动,凸模(1)与凹模(2)的宽度相同;本发明同现有技术相比,结构新颖、简单,设计合理,能够简化曲面板材的加工复杂程度,通过控制凸模的纵向运动幅度,实现板材的弯曲变形,配合多道次

模具设计与制造专业外文翻译--冲压成形与板材冲压.pdf
模具设计与制造专业外文翻译--冲压成形与板材冲压外文原文CharacteristicsandSheetMetalForming1.ThearticleoverviewStampingisakindofplasticformingprocessinwhichapartisproducedbymeansoftheplasticformingthematerialundertheactionofadie.Stampingisusuallycarriedoutundercoldstate,soitisalsoca

冲压成形及冲压模具基础.ppt
冲压成型与冲压模具基础一。冲压的概念二。冲压模具的概念三。冲压工序分类四。分离工序五。成形工序六。冲压模具结构组成1.导柱2.导套3.上模座4.卸料螺钉5.模柄6.防转销7.凸模固定板
冲压成形与模具技术概述.ppt
24十月2024模具设计与制造专业主干专业课程模具设计与制造专业主干专业课程模具设计与制造专业主干专业课程模具设计与制造专业主干专业课程模具设计与制造专业主干专业课程模具设计与制造专业主干专业课程模具设计与制造专业主干专业课程模具设计与制造专业主干专业课程第一章冲压模具设计与制造基础第一章冲压模具设计与制造基础第一章冲压模具设计与制造基础第一章冲压模具设计与制造基础第一节冲压成形与模具技术概述第一章冲压模具设计与制造基础第一章冲压模具设计与制造基础第一章冲压模具设计与制造基础2.冲压成形加工特点冲压件应用

冲压成形与模具技术概述.pptx
模具设计与制造(zhìzào)专业主干专业课程模具设计与制造专业(zhuānyè)主干专业(zhuānyè)课程模具设计与制造(zhìzào)专业主干专业课程模具设计与制造(zhìzào)专业主干专业课程模具设计与制造(zhìzào)专业主干专业课程模具设计与制造专业(zhuānyè)主干专业(zhuānyè)课程模具设计与制造(zhìzào)专业主干专业课程模具设计与制造(zhìzào)专业主干专业课程模具设计与制造专业(zhuānyè)主干专业(zhuānyè)课程第一章冲压模具设计与制造(zhìzà