
一种31齿滑动啮合套啮合齿的冷温挤压制备工艺.pdf

努力****采萍

1/6
2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种31齿滑动啮合套啮合齿的冷温挤压制备工艺.pdf
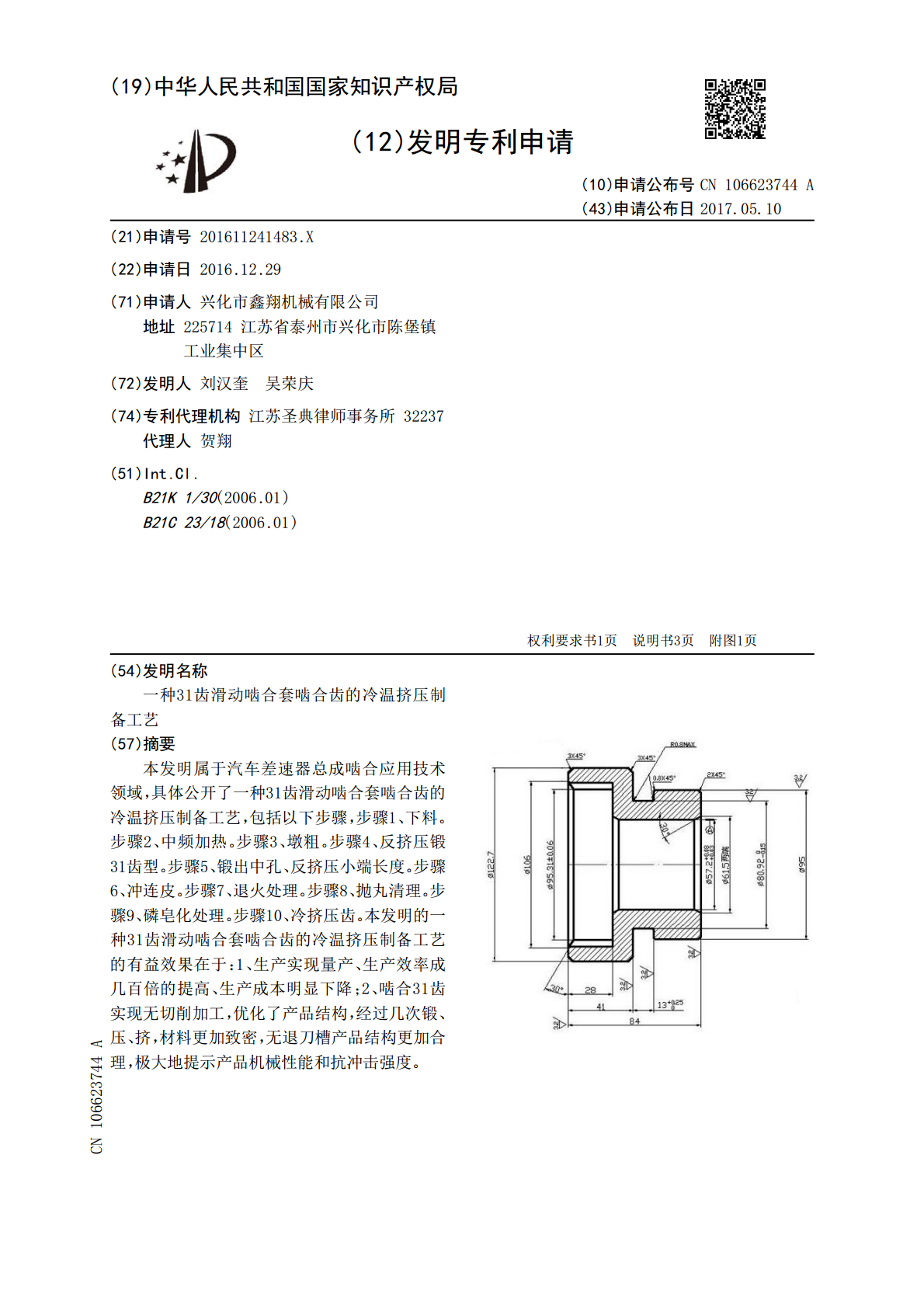
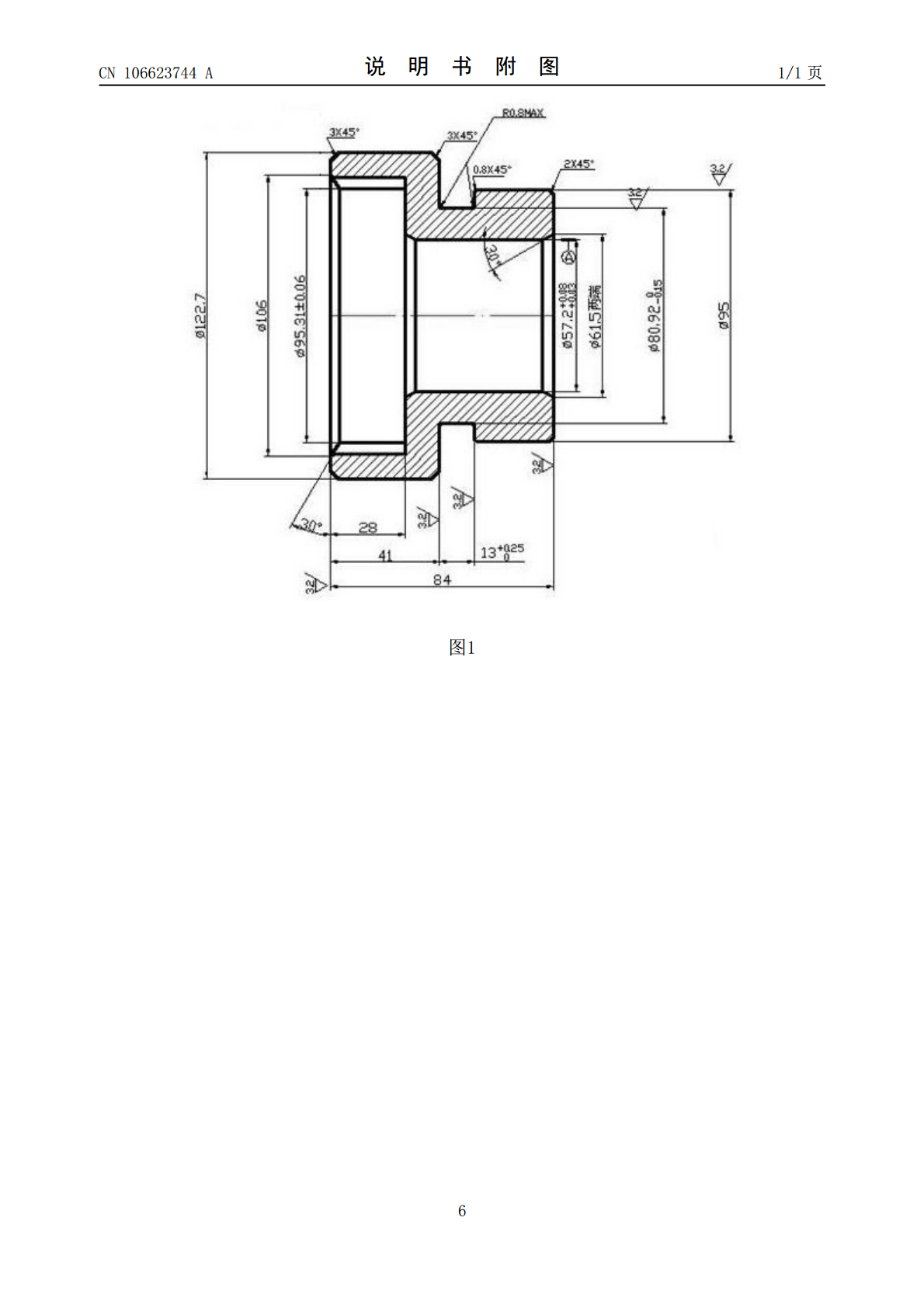
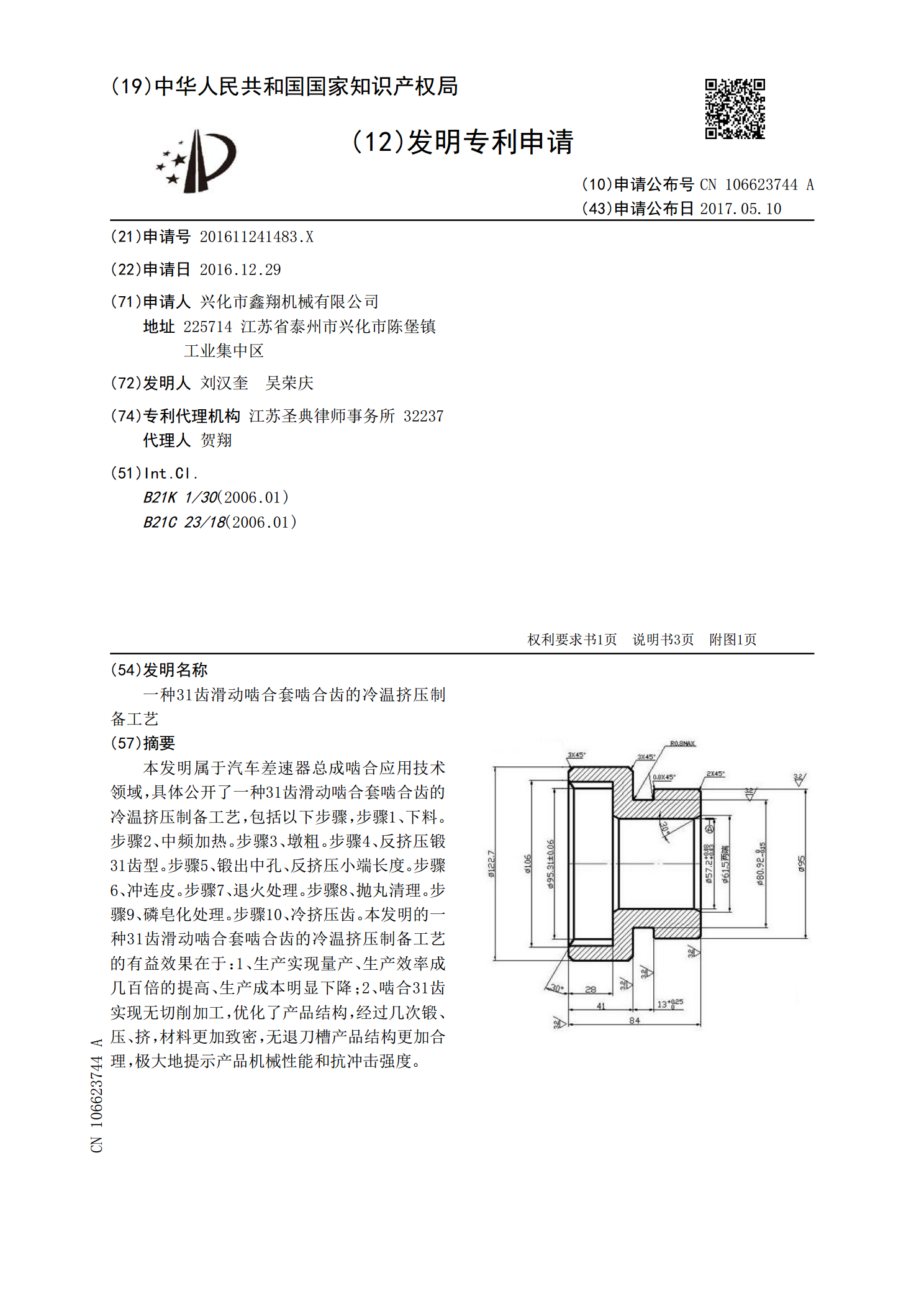
本发明属于汽车差速器总成啮合应用技术领域,具体公开了一种31齿滑动啮合套啮合齿的冷温挤压制备工艺,包括以下步骤,步骤1、下料。步骤2、中频加热。步骤3、墩粗。步骤4、反挤压锻31齿型。步骤5、锻出中孔、反挤压小端长度。步骤6、冲连皮。步骤7、退火处理。步骤8、抛丸清理。步骤9、磷皂化处理。步骤10、冷挤压齿。本发明的一种31齿滑动啮合套啮合齿的冷温挤压制备工艺的有益效果在于:1、生产实现量产、生产效率成几百倍的提高、生产成本明显下降;2、啮合31齿实现无切削加工,优化了产品结构,经过几次锻、压、挤,材料更

一种斜齿啮合滑动夹紧支架.pdf
本发明具体公开一种斜齿啮合滑动夹紧支架,包括背部基座以及装设于背部基座上的第一夹紧臂、第二夹紧臂和底座支撑臂,所述第一夹紧臂和第二夹紧臂通过其上设置的斜齿和底座支撑臂上设有的斜齿啮合,当所述第一夹紧臂和第二夹紧臂通过其上设置的斜齿沿着底座支撑臂上的斜齿水平滑动时,底座支撑臂向上/向下运动。所述背部基座上设有对称设置的防脱基柱,所述防脱基柱之间的支撑底座上设有定位柱,定位柱上套设有弹性件,弹性件的两端呈鱼钩状。本发明采用斜齿啮合,相比于齿轮、齿条配合,其结构更加简单,联动稳定性更高,组装更加方便,既节约了成

一种高性能汽车传动啮合套高效冷温挤压工艺.pdf
本发明公开的一种高性能汽车传动啮合套高效冷温挤压工艺,包括1、选料;2、粗车;3、抛丸;4、退火;5、温锻挤压;6、冷挤压;步骤7、抛丸清理;步骤8、皂化处理共八道工序,采用冷温挤压相结合的方式进行制造,材料利用率得到明显提高,到达90%以上,在皂化处理前,进行渗碳淬火,在保证啮合套韧性的同时,提高了啮合套的硬度和耐磨性,并结合皂化处理,使啮合套表面产生一层金属保护膜,承载能力得到明显加强,啮合套整体性能和使用寿命提高40%以上。

外啮合珩齿的间齿啮合过程分析.docx
外啮合珩齿的间齿啮合过程分析1.引言外啮合珩齿是一种常见的传动副,其具有传动效率高、承载能力强、使用寿命长等特点。珩齿在外啮合过程中,其间齿的啮合对于传动的效率和稳定性具有重要的影响。因此,本文将对外啮合珩齿的间齿啮合过程进行分析,并探讨其影响因素和优化方法。2.外啮合珩齿的间齿啮合过程2.1外啮合珩齿的结构特点外啮合珩齿一般由主动齿轮、被动齿轮和珩齿组成。其中珩齿是一种具有多个齿峰的齿轮,其齿峰与主动齿轮和被动齿轮的齿槽啮合,实现传递动力和转矩的目的。珩齿与普通的齿轮相比,具有啮合面积大、承载能力强、传

一种消除活齿滑片啮合齿隙的机构及延长啮合齿寿命的设计方法.pdf
一种消除活齿滑片啮合齿隙的机构及延长啮合齿寿命的设计方法,本发明属于机械传动及无级变速器设计及制造技术领域。此技术是建立在专利200580039668.6基础上的改进技术,专利200580039668.6记载了一种啮合式无级变速器,其特点为:依靠滑片活齿构造了啮合式无级变速功能,克服了传统无级变速器依靠摩擦传动的缺点,具有功率大、效率高等特点。但由于滑片本身有一定厚度,导致其组合形成的活齿与链齿啮合时,无法保证在任何状态下都能达到无齿隙啮合,从而产生转速脉动及扭矩脉动。本发明提出“一种消除活齿滑片啮合齿隙