
一种焊接工艺及焊接结构.pdf

fu****级甜

1/7

2/7

3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种焊接工艺及焊接结构.pdf
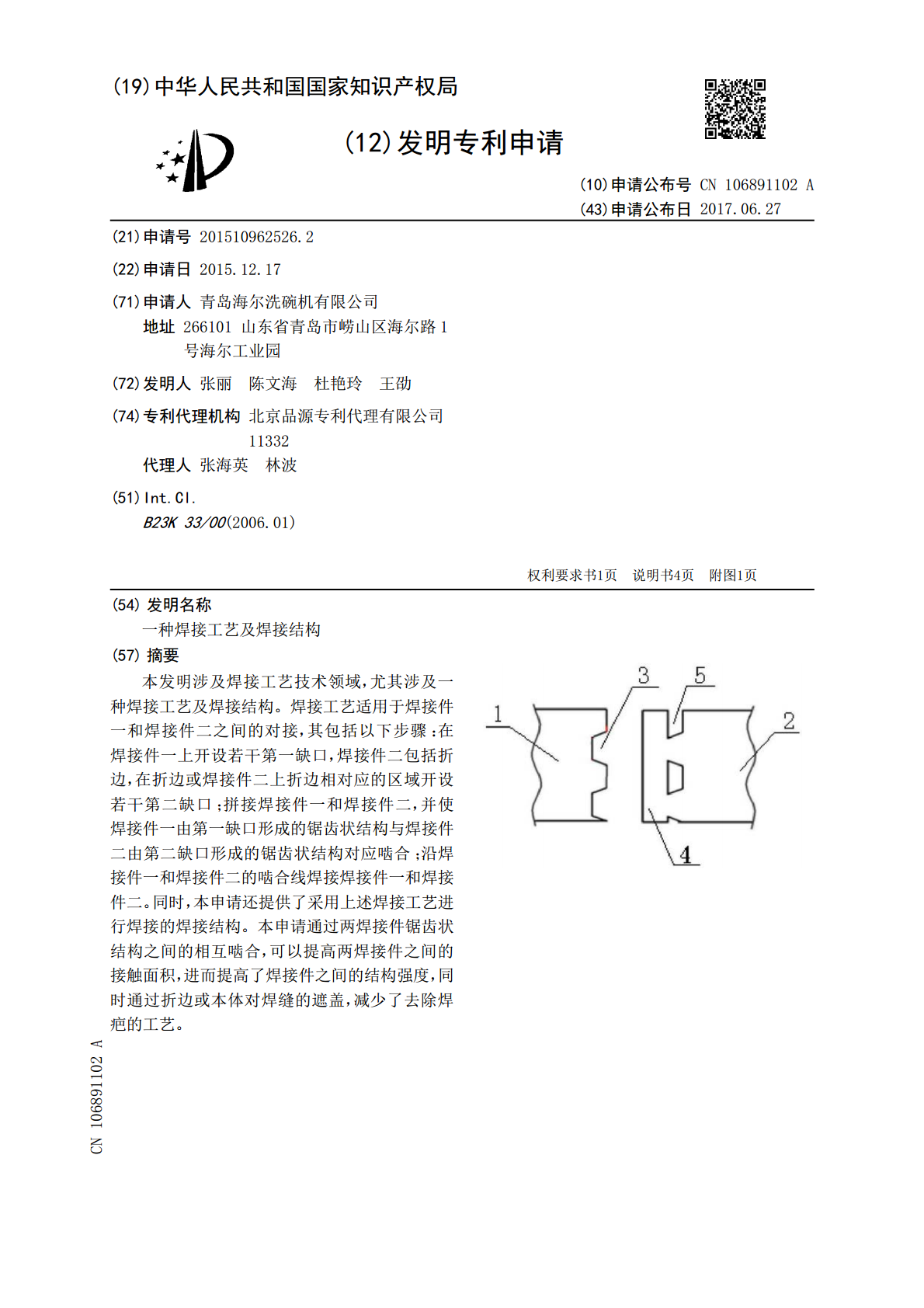
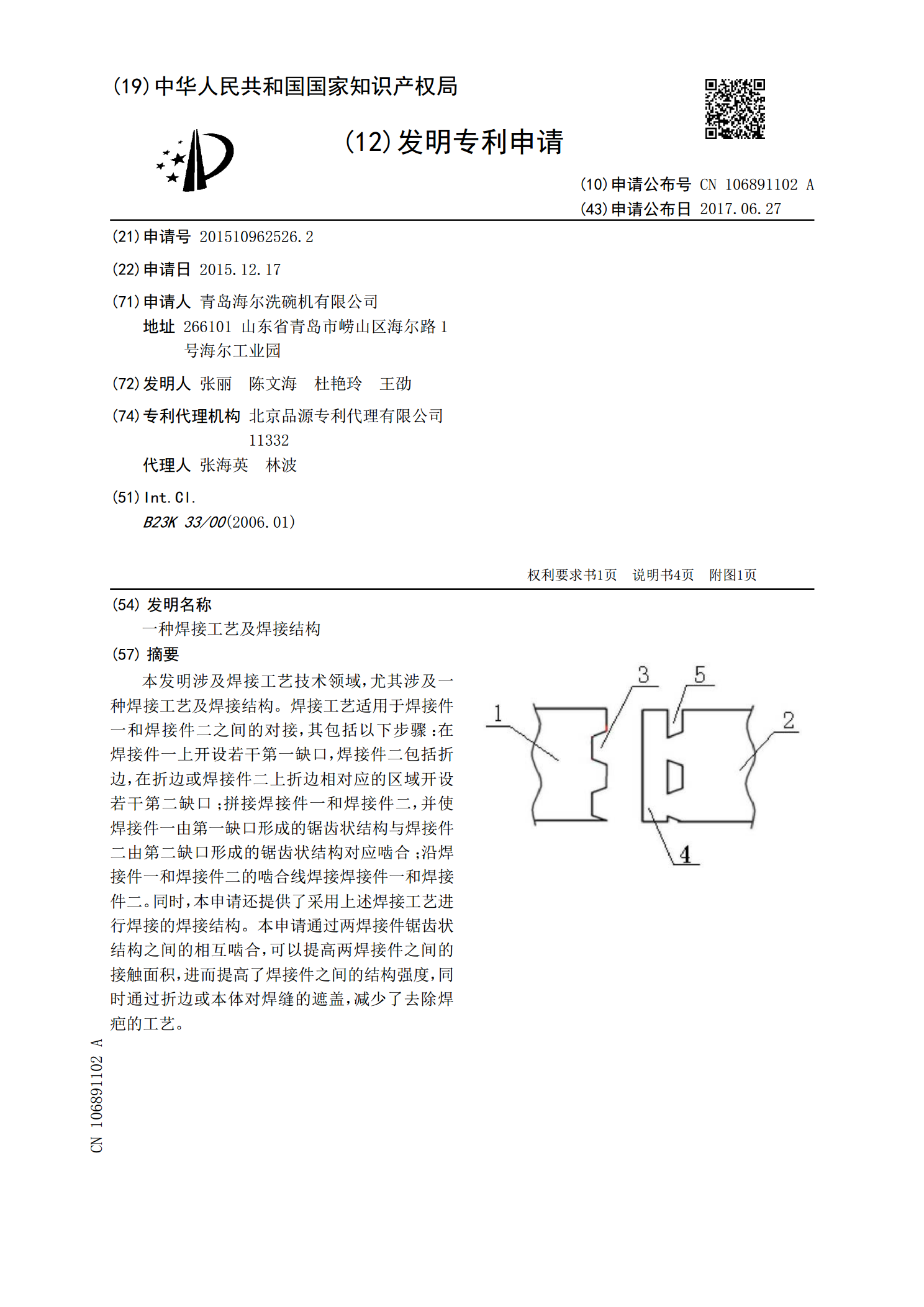
本发明涉及焊接工艺技术领域,尤其涉及一种焊接工艺及焊接结构。焊接工艺适用于焊接件一和焊接件二之间的对接,其包括以下步骤:在焊接件一上开设若干第一缺口,焊接件二包括折边,在折边或焊接件二上折边相对应的区域开设若干第二缺口;拼接焊接件一和焊接件二,并使焊接件一由第一缺口形成的锯齿状结构与焊接件二由第二缺口形成的锯齿状结构对应啮合;沿焊接件一和焊接件二的啮合线焊接焊接件一和焊接件二。同时,本申请还提供了采用上述焊接工艺进行焊接的焊接结构。本申请通过两焊接件锯齿状结构之间的相互啮合,可以提高两焊接件之间的接触面积

焊接结构的装配与焊接工艺模板.doc
第五章焊接结构装配和焊接工艺装配和焊接是焊接结构生产过程中关键,直接关系到焊接结构质量和生产效率。同一个焊接结构,因为其生产批量、生产条件不一样,或因为结构形式不一样,可有不一样装配方法、不一样焊接工艺、不一样装配—焊接次序,也就会有不一样工艺过程。本章关键介绍装配和焊接工艺方法。第一节焊接结构装配装配是将焊前加工好零、部件,采取合适工艺方法,按生产图样和技术要求连接成部件或整个产品工艺过程。装配工序工作量大,约占整体产品制造工作量30%~40%,且装配质量和次序将直接影响焊接工艺、产品质量和劳动生产率。
焊接件结构工艺.doc
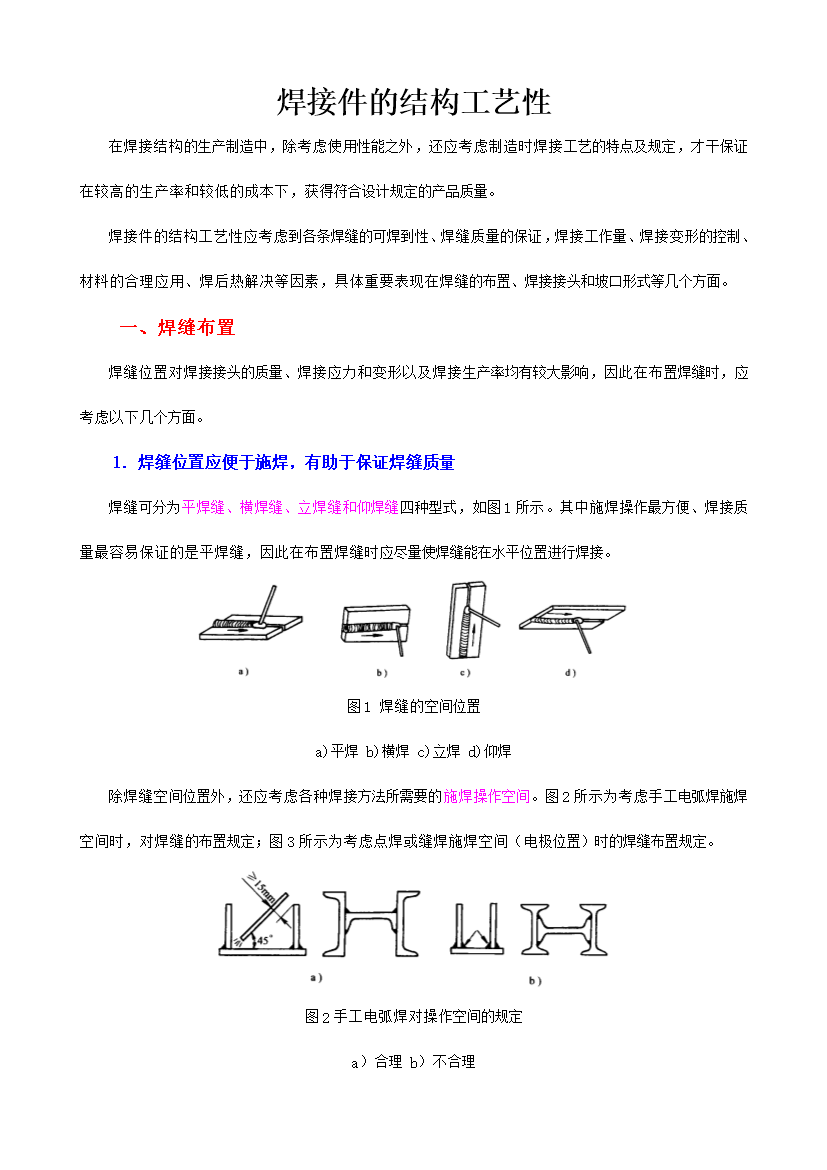
焊接件的结构工艺性在焊接结构的生产制造中,除考虑使用性能之外,还应考虑制造时焊接工艺的特点及规定,才干保证在较高的生产率和较低的成本下,获得符合设计规定的产品质量。焊接件的结构工艺性应考虑到各条焊缝的可焊到性、焊缝质量的保证,焊接工作量、焊接变形的控制、材料的合理应用、焊后热解决等因素,具体重要表现在焊缝的布置、焊接接头和坡口形式等几个方面。一、焊缝布置焊缝位置对焊接接头的质量、焊接应力和变形以及焊接生产率均有较大影响,因此在布置焊缝时,应考虑以下几个方面。1.焊缝位置应便于施焊,有助于保证焊缝质量焊缝可

焊接件结构工艺.doc
焊接件的结构工艺性在焊接结构的生产制造中,除考虑使用性能之外,还应考虑制造时焊接工艺的特点及规定,才干保证在较高的生产率和较低的成本下,获得符合设计规定的产品质量。焊接件的结构工艺性应考虑到各条焊缝的可焊到性、焊缝质量的保证,焊接工作量、焊接变形的控制、材料的合理应用、焊后热解决等因素,具体重要表现在焊缝的布置、焊接接头和坡口形式等几个方面。一、焊缝布置焊缝位置对焊接接头的质量、焊接应力和变形以及焊接生产率均有较大影响,因此在布置焊缝时,应考虑以下几个方面。1.焊缝位置应便于施焊,有助于保证焊缝质量焊缝可

焊接结构的工艺性.ppt
焊接结构材料的选择焊缝的布置接头设计典型工艺设计实例一、焊接结构材料的选用常用金属材料的焊接性二、焊缝的布置2、焊缝要避开应力较大和应力集中部位3、焊缝应避免密集交叉4、焊缝设置应尽量对称(最好能同时施焊)5、尽量减少焊缝长度和焊缝截面(减少变形、成本,提高生产率)6、焊缝应尽量设置在平焊位置7、焊缝应避开加工部位三、接头设计1、接头形式设计2、坡口形式设计四、典型工艺设计实例1、确定焊缝位置3、焊接方法和焊接材料的选择5、瓶体焊接结构工艺图