
一种平面弯管截面椭圆度快速检测机构.pdf

秀美****甜v


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种平面弯管截面椭圆度快速检测机构.pdf
本发明公开的一种平面弯管截面椭圆度快速检测机构,包括底板,所述的底板上安装有垂直滑杆,所述的垂直滑杆上安装有安装平台,所述的安装平台上安装有椭圆度测量器;所述的椭圆度测量器包括外壳,所述的外壳上安装有表盘,所述的外壳内安装有带内螺纹的感应针和带外螺纹的传动机构,且所述的感应针的一端位于椭圆度测量器的外面;所述的感应针上的内螺纹与传动机构上的外螺纹相啮合;所述的传动机构上的外螺纹上还安装有与表盘配套使用的指针;所述的感应针上安装有安装柱,所述的外壳内壁面还安装有安装环,所述的安装柱与安装环之间安装有拉簧。本
一种弯管快速检测用基准定位机构.pdf
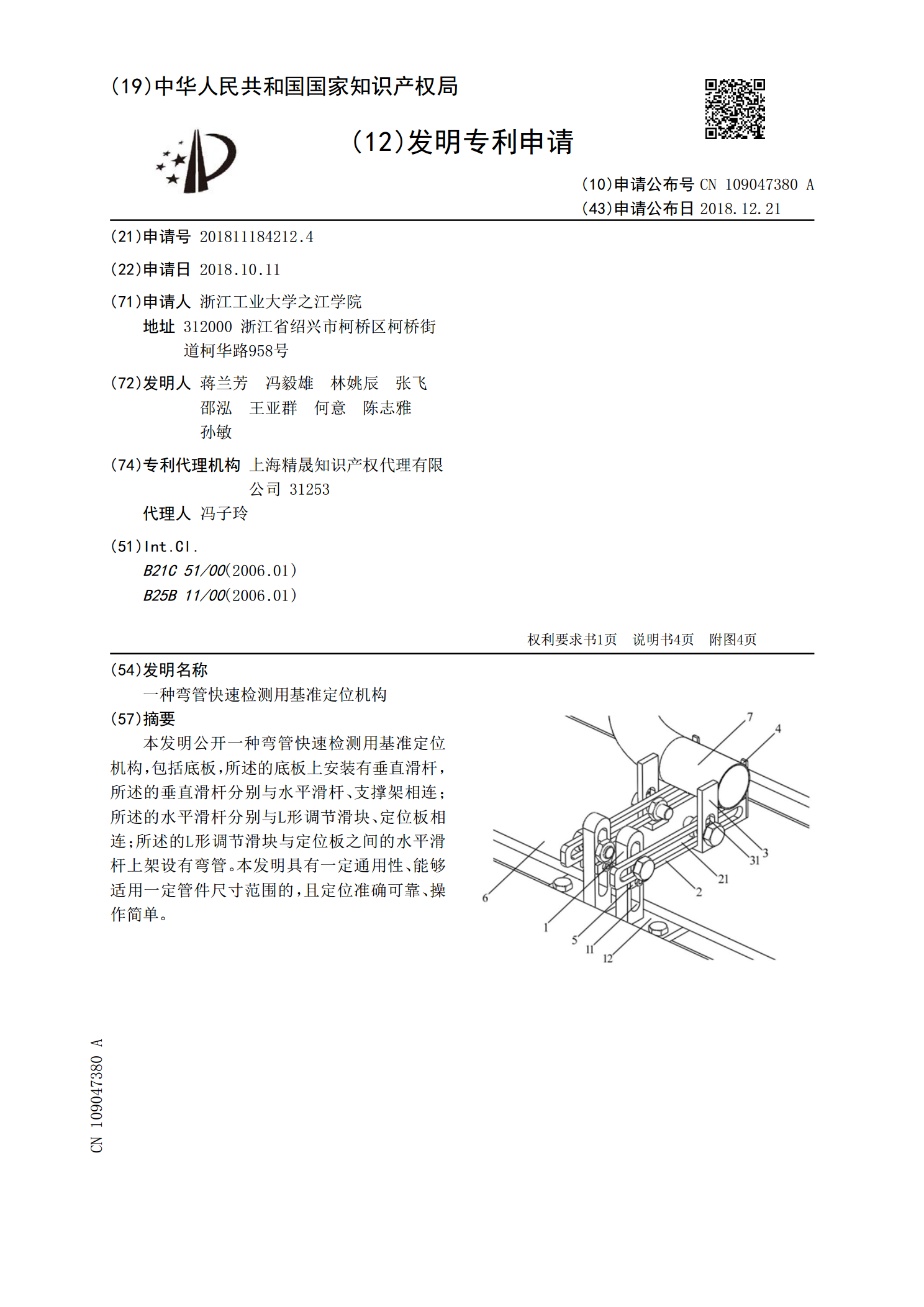
本发明公开一种弯管快速检测用基准定位机构,包括底板,所述的底板上安装有垂直滑杆,所述的垂直滑杆分别与水平滑杆、支撑架相连;所述的水平滑杆分别与L形调节滑块、定位板相连;所述的L形调节滑块与定位板之间的水平滑杆上架设有弯管。本发明具有一定通用性、能够适用一定管件尺寸范围的,且定位准确可靠、操作简单。
一种金属弯管截面畸变测量用定位机构.pdf
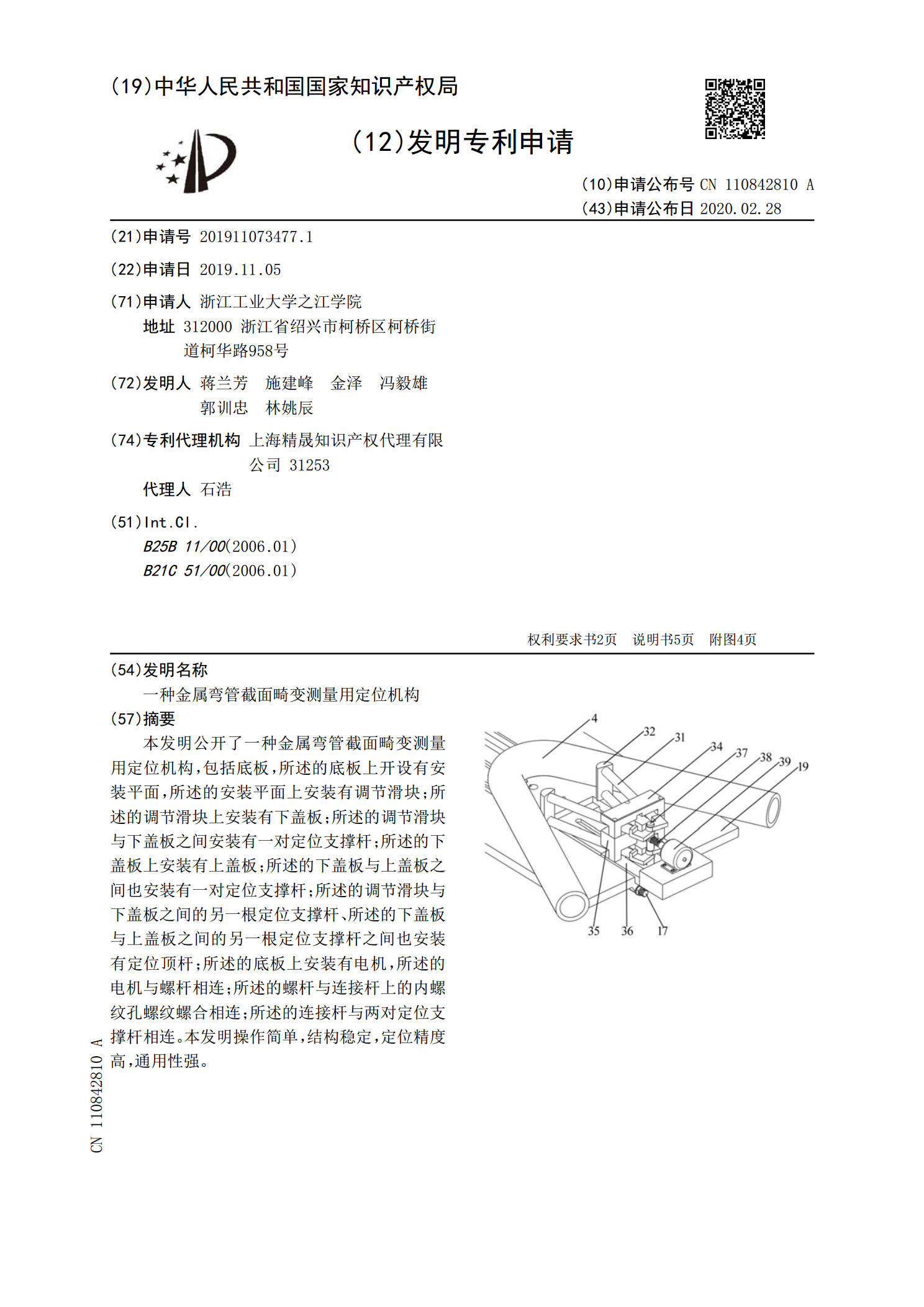
本发明公开了一种金属弯管截面畸变测量用定位机构,包括底板,所述的底板上开设有安装平面,所述的安装平面上安装有调节滑块;所述的调节滑块上安装有下盖板;所述的调节滑块与下盖板之间安装有一对定位支撑杆;所述的下盖板上安装有上盖板;所述的下盖板与上盖板之间也安装有一对定位支撑杆;所述的调节滑块与下盖板之间的另一根定位支撑杆、所述的下盖板与上盖板之间的另一根定位支撑杆之间也安装有定位顶杆;所述的底板上安装有电机,所述的电机与螺杆相连;所述的螺杆与连接杆上的内螺纹孔螺纹螺合相连;所述的连接杆与两对定位支撑杆相连。本发

一种异形截面金属管弯管装置.pdf
一种异形截面金属管弯管装置。包括底板,底板一侧通过销轴安装有下固定板、滚轮和上固定板,滚轮外缘中部开有截面呈半圆形的、用于与金属管配合的环形凹槽,滚轮的一角镶嵌有一个滚轮夹紧块,与滚轮夹紧块外侧相接的下固定板和上固定板之间设置有一个销轴带动的夹紧块,紧邻销轴夹紧块外侧的下固定板和上固定板上安装有一个销轴,销轴位于下固定板和上固定板之间的部分为偏心轴,下固定板和上固定板之间的外侧固定有一个垫块,垫块外侧设置有一个手柄,底板的另一侧设置有一个固定板,固定板上固定有一个芯棒。该装置是无动力手工机械,不使用能源。
一种快速弯管成形装置.pdf
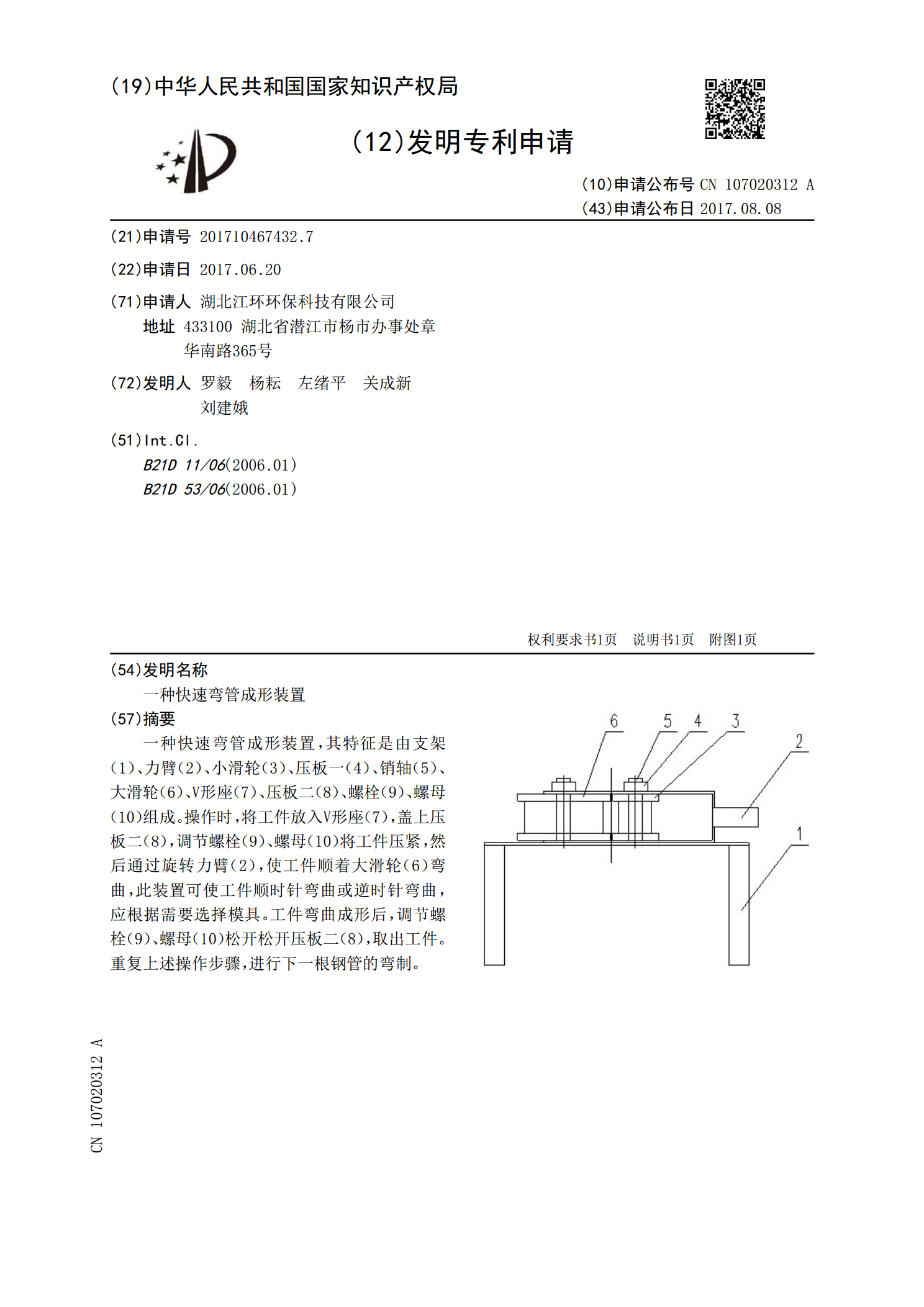
一种快速弯管成形装置,其特征是由支架(1)、力臂(2)、小滑轮(3)、压板一(4)、销轴(5)、大滑轮(6)、V形座(7)、压板二(8)、螺栓(9)、螺母(10)组成。操作时,将工件放入V形座(7),盖上压板二(8),调节螺栓(9)、螺母(10)将工件压紧,然后通过旋转力臂(2),使工件顺着大滑轮(6)弯曲,此装置可使工件顺时针弯曲或逆时针弯曲,应根据需要选择模具。工件弯曲成形后,调节螺栓(9)、螺母(10)松开松开压板二(8),取出工件。重复上述操作步骤,进行下一根钢管的弯制。