
一种装配汽车转向机横拉杆总成的装夹装置.pdf

佳晨****ng


1/9

2/9
3/9

4/9

5/9
6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种装配汽车转向机横拉杆总成的装夹装置.pdf
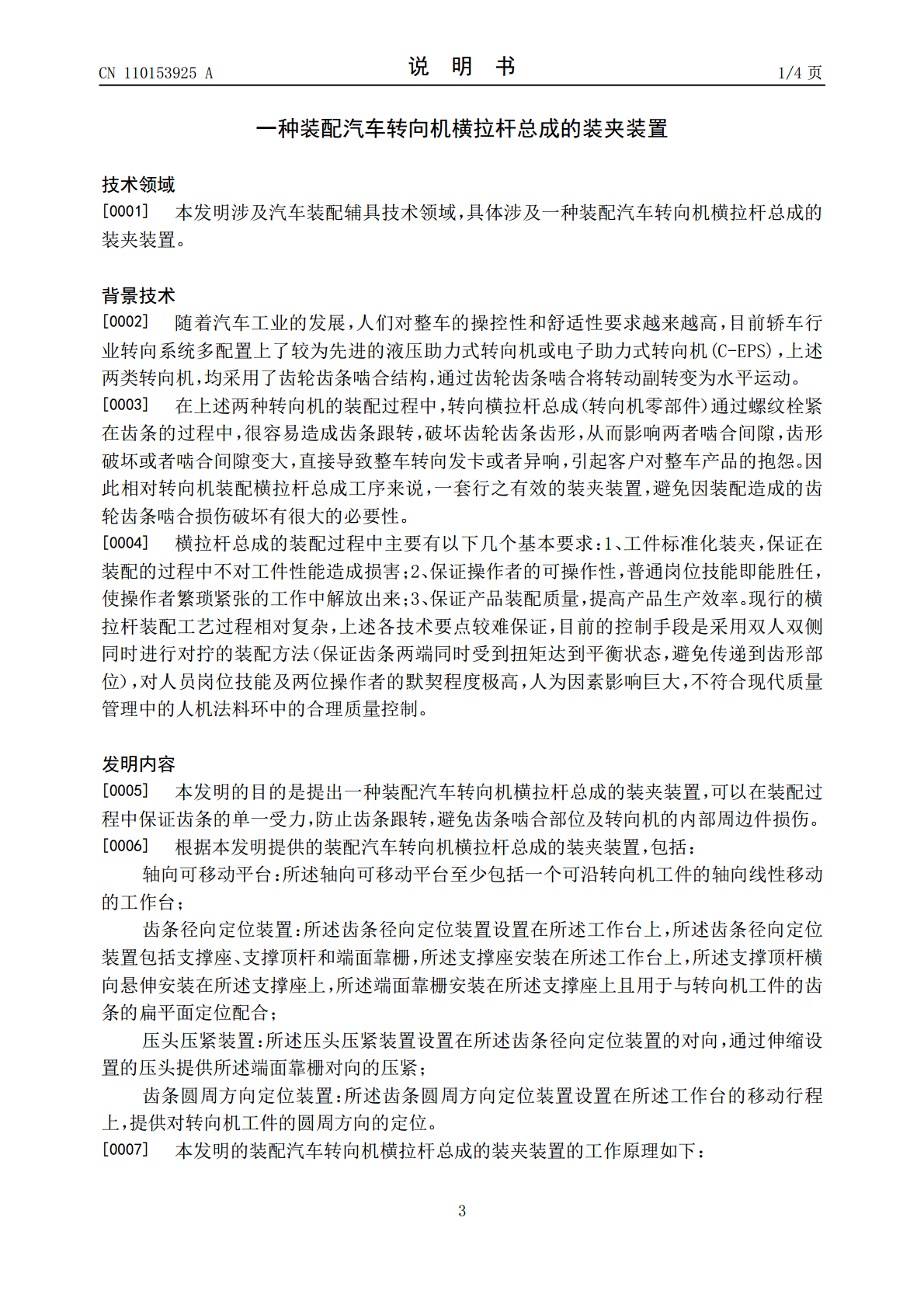
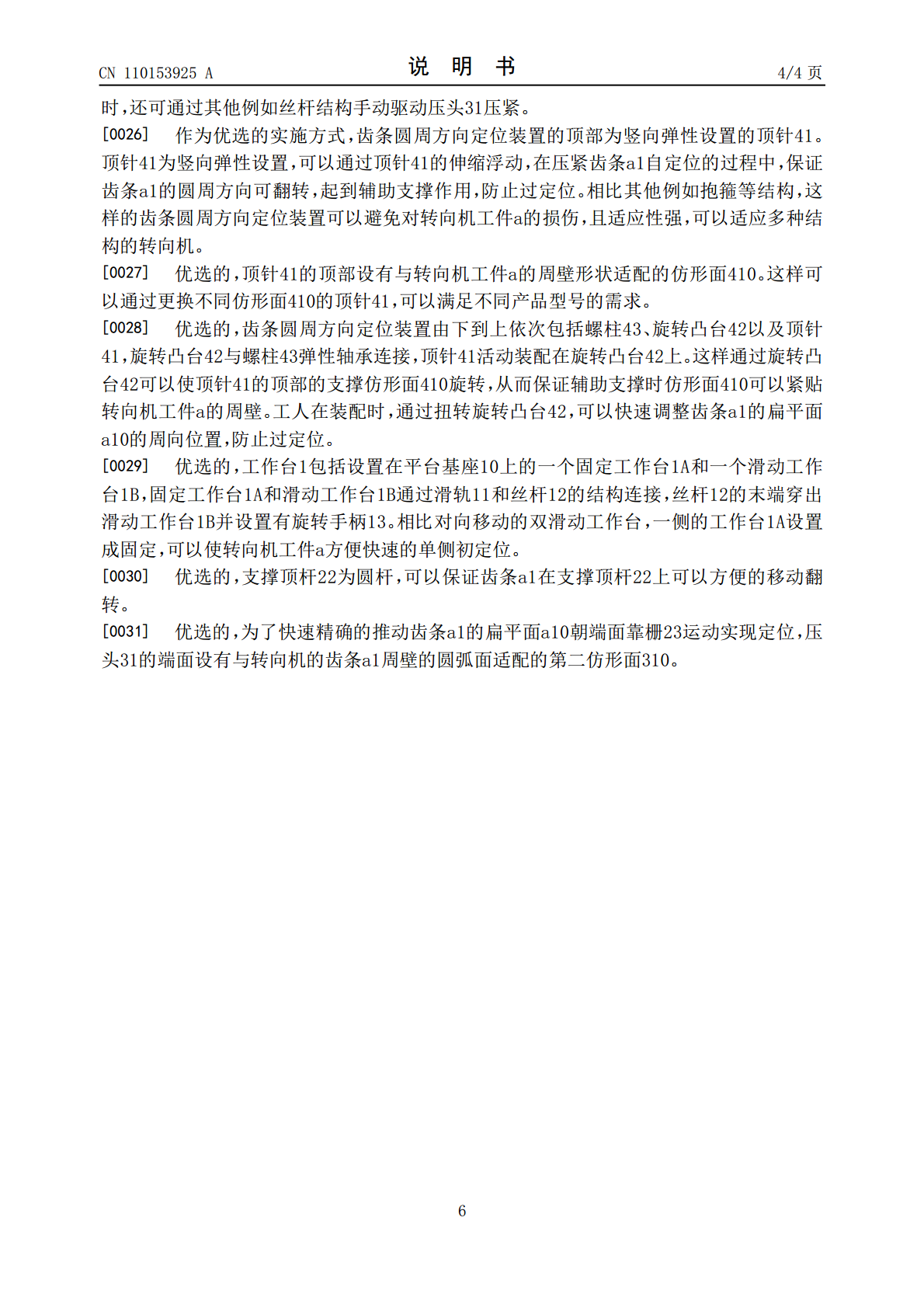
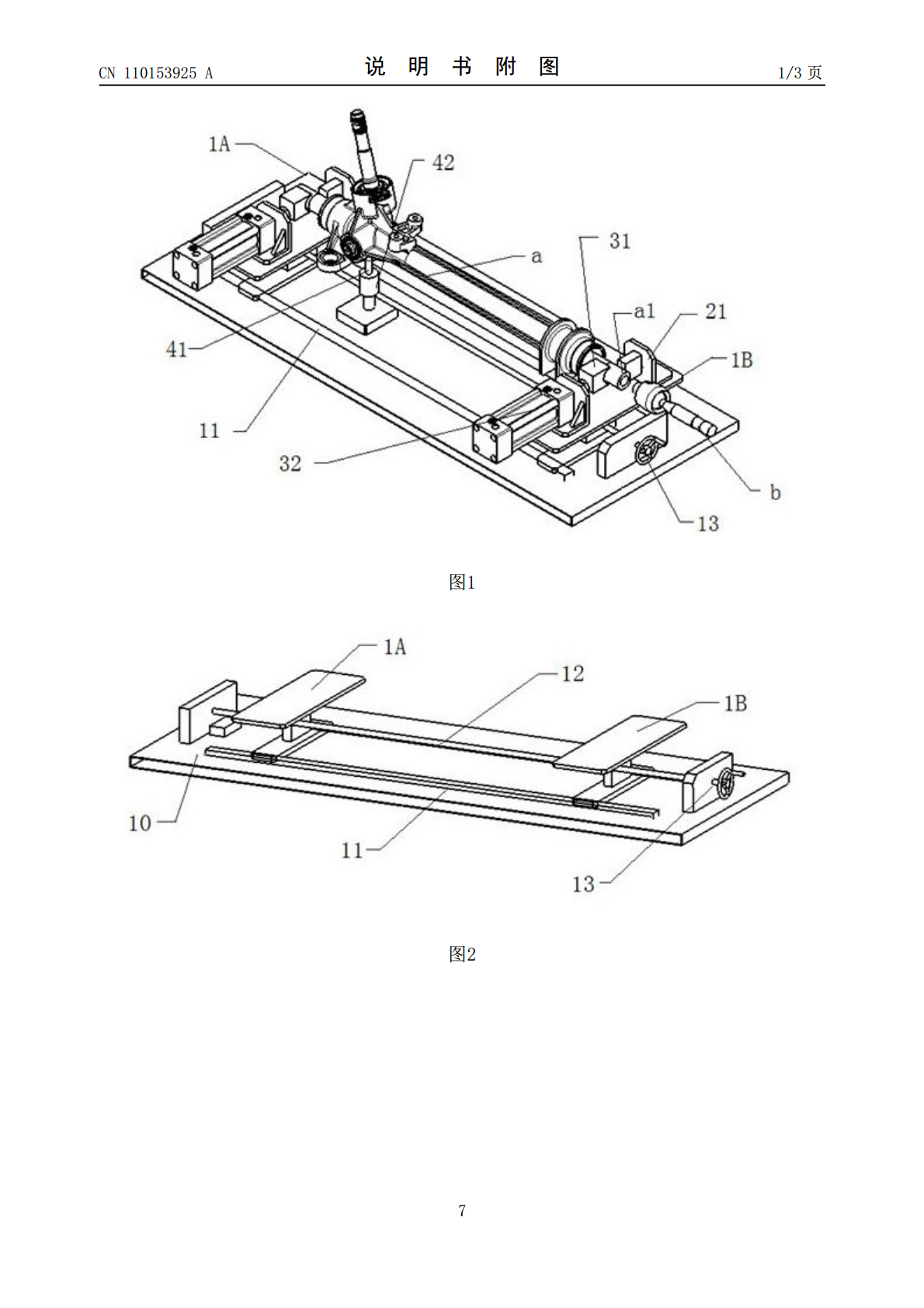
本发明提供一种装配汽车转向机横拉杆总成的装夹装置,可以在装配过程中保证齿条的单一受力,防止齿条跟转,避免齿条啮合部位及转向机的内部周边件损伤。该装夹装置包括轴向可移动平台:轴至少包括一个可沿转向机工件的轴向线性移动的工作台;齿条径向定位装置:设置在工作台上,齿条径向定位装置包括支撑座、支撑顶杆和端面靠栅,支撑座安装在工作台上,支撑顶杆横向悬伸安装在支撑座上,端面靠栅安装在支撑座上且用于与转向机工件的齿条的扁平面定位配合;压头压紧装置:设置在齿条径向定位装置的对向,通过伸缩设置的压头提供端面靠栅对向的压紧;
一种独立悬挂转向横拉杆总成.pdf
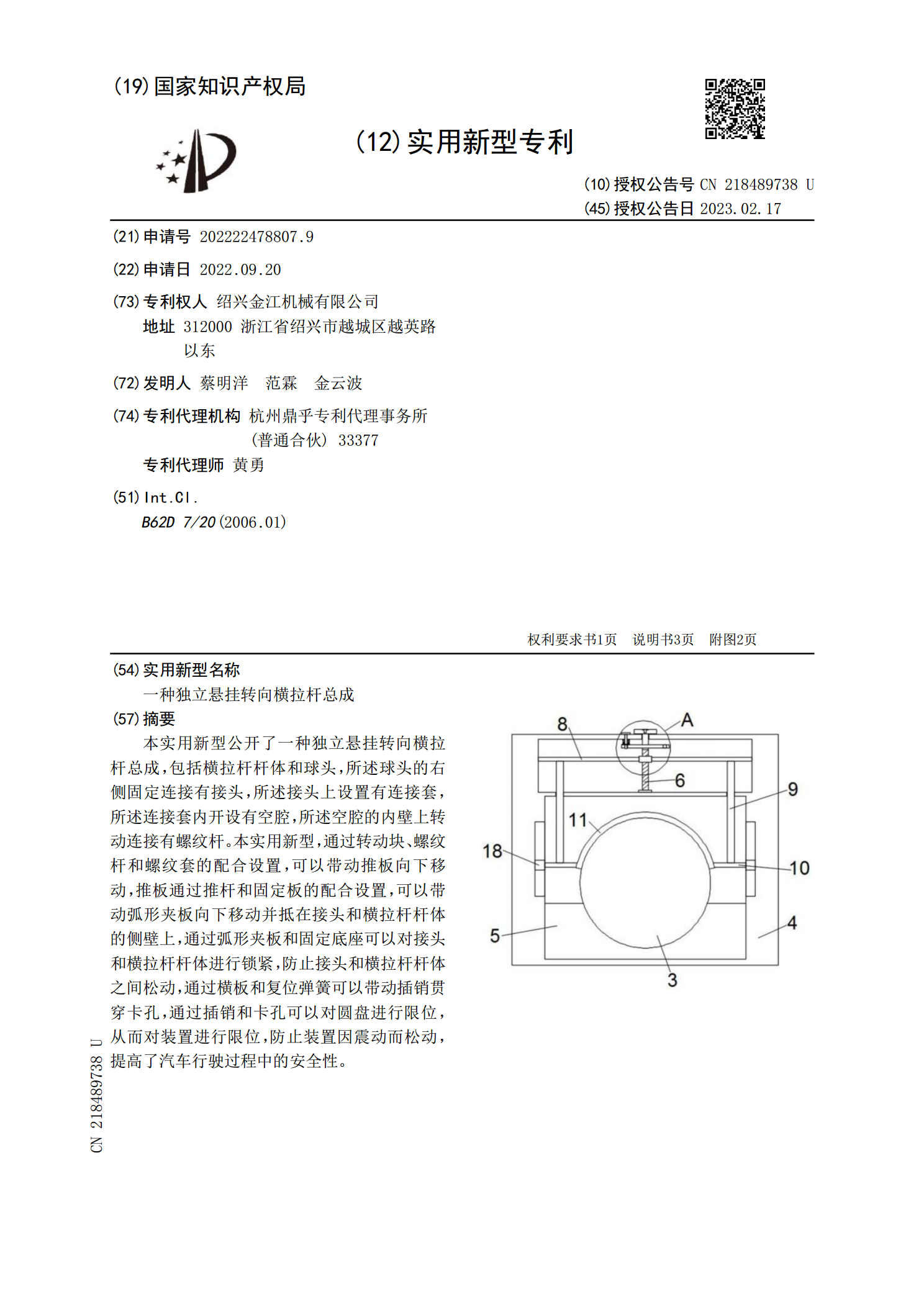
本实用新型公开了一种独立悬挂转向横拉杆总成,包括横拉杆杆体和球头,所述球头的右侧固定连接有接头,所述接头上设置有连接套,所述连接套内开设有空腔,所述空腔的内壁上转动连接有螺纹杆。本实用新型,通过转动块、螺纹杆和螺纹套的配合设置,可以带动推板向下移动,推板通过推杆和固定板的配合设置,可以带动弧形夹板向下移动并抵在接头和横拉杆杆体的侧壁上,通过弧形夹板和固定底座可以对接头和横拉杆杆体进行锁紧,防止接头和横拉杆杆体之间松动,通过横板和复位弹簧可以带动插销贯穿卡孔,通过插销和卡孔可以对圆盘进行限位,从而对装置进行
一种整体式转向横拉杆总成.pdf
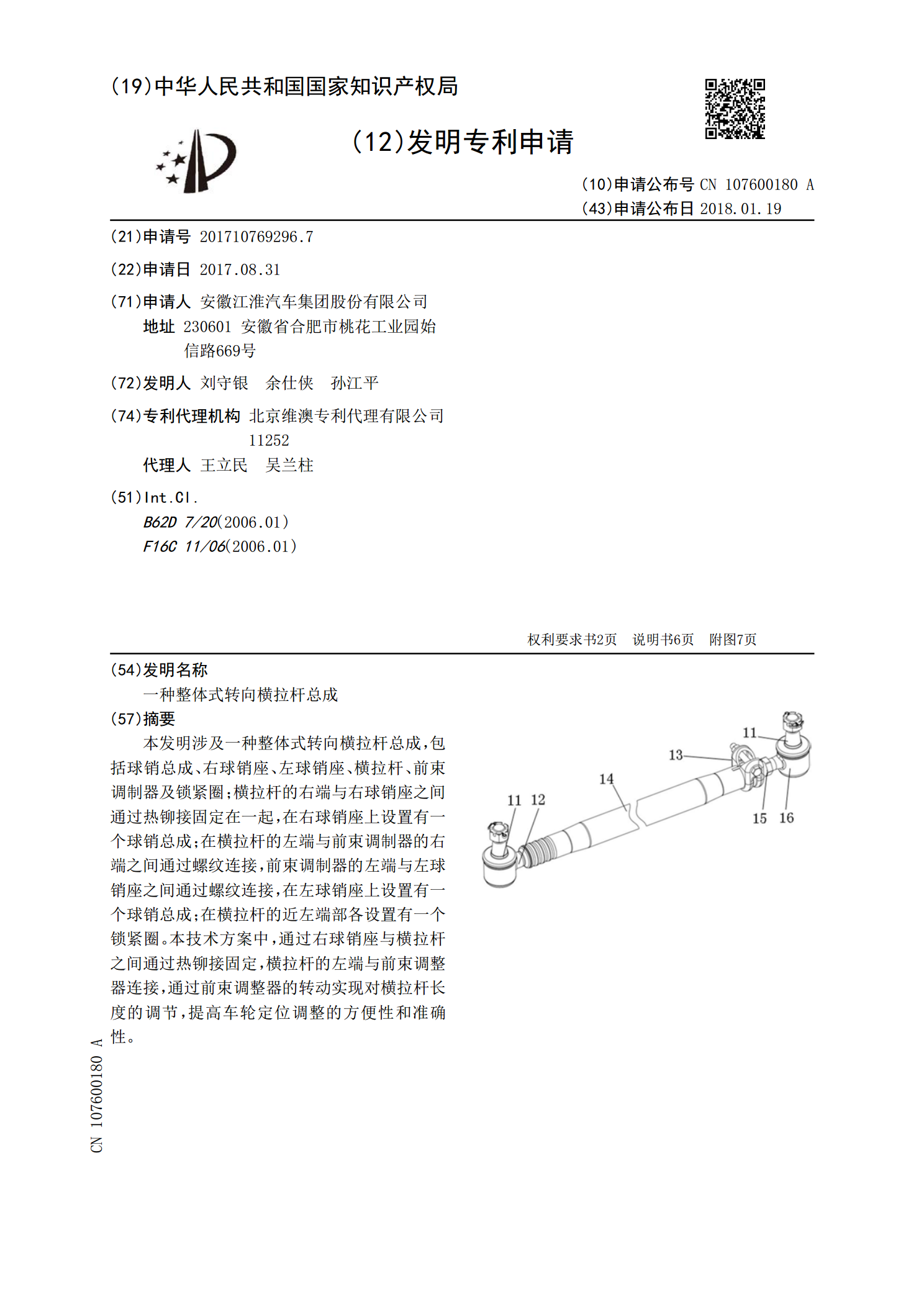
本发明涉及一种整体式转向横拉杆总成,包括球销总成、右球销座、左球销座、横拉杆、前束调制器及锁紧圈;横拉杆的右端与右球销座之间通过热铆接固定在一起,在右球销座上设置有一个球销总成;在横拉杆的左端与前束调制器的右端之间通过螺纹连接,前束调制器的左端与左球销座之间通过螺纹连接,在左球销座上设置有一个球销总成;在横拉杆的近左端部各设置有一个锁紧圈。本技术方案中,通过右球销座与横拉杆之间通过热铆接固定,横拉杆的左端与前束调整器连接,通过前束调整器的转动实现对横拉杆长度的调节,提高车轮定位调整的方便性和准确性。
一种整体式转向横拉杆总成及其调整方法.pdf
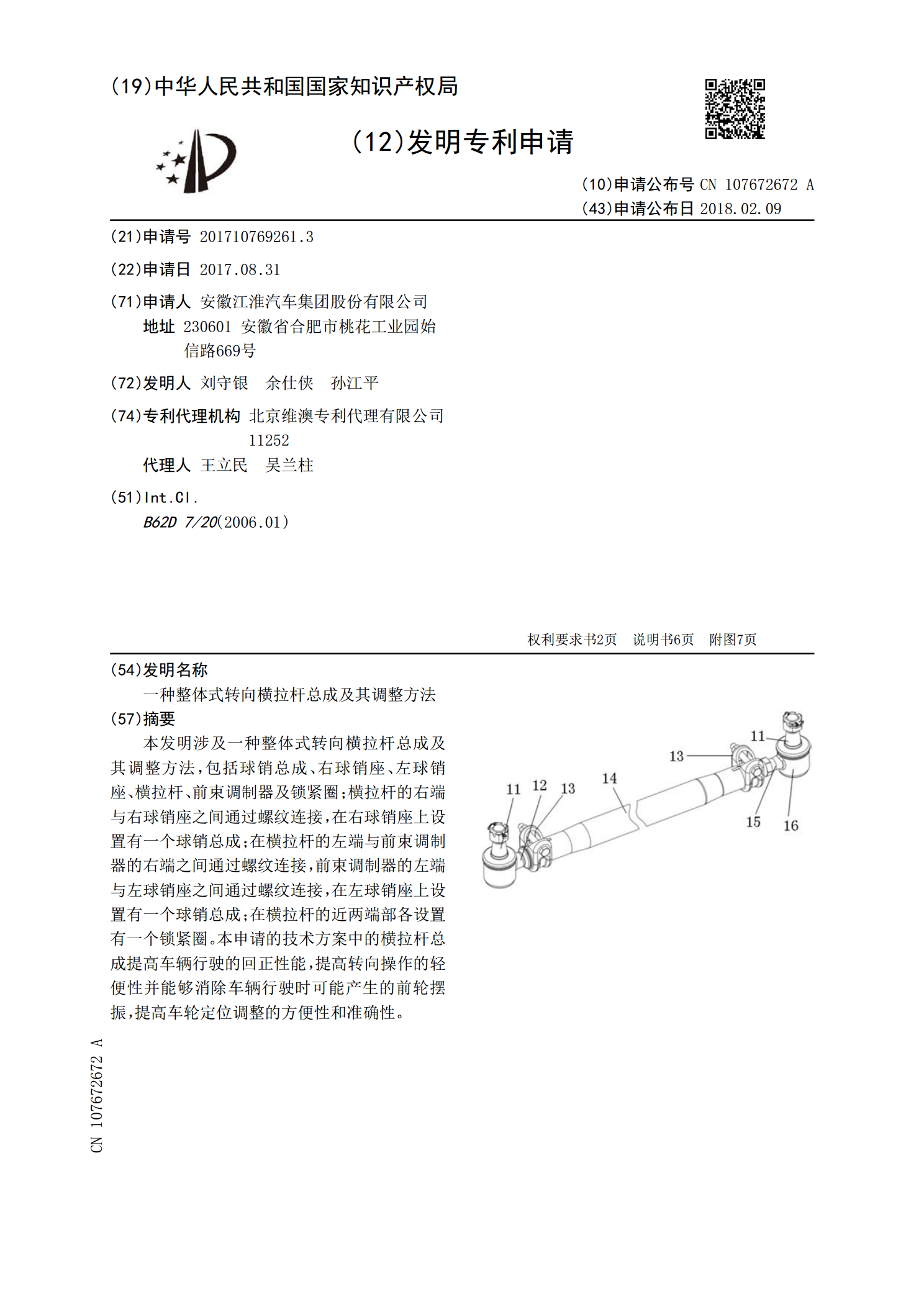
本发明涉及一种整体式转向横拉杆总成及其调整方法,包括球销总成、右球销座、左球销座、横拉杆、前束调制器及锁紧圈;横拉杆的右端与右球销座之间通过螺纹连接,在右球销座上设置有一个球销总成;在横拉杆的左端与前束调制器的右端之间通过螺纹连接,前束调制器的左端与左球销座之间通过螺纹连接,在左球销座上设置有一个球销总成;在横拉杆的近两端部各设置有一个锁紧圈。本申请的技术方案中的横拉杆总成提高车辆行驶的回正性能,提高转向操作的轻便性并能够消除车辆行驶时可能产生的前轮摆振,提高车轮定位调整的方便性和准确性。

一种转向横拉杆.pdf
本发明提供了一种转向横拉杆,包括拉杆本体、锁紧螺母和拉杆球销,拉杆本体的一端具有螺纹段,还包括:主套尺,与拉杆本体的螺纹段相适配,且套设在螺纹段的外侧,主套尺的轴向长度小于螺纹段的轴向长度,主套尺包括外表面设置有主刻度线的主刻度段;副套尺,与主套尺相适配,且套设在主刻度段的外侧。本发明提供的转向横拉杆的主套尺上设置有主刻度段,通过副套尺与主刻度段上的主刻度线的对齐位置可获得拉杆本体的螺纹段未与拉杆球销配合的部分的长度值,这种转向横拉杆不需专业人员和专业工具便可对前轮前束进行调节,使用方便。