
拉链牙链带制造装置.pdf

代瑶****zy


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共34页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

拉链链牙、拉链链牙的制造装置以及拉链链牙的制造方法.pdf
本发明的拉链链牙(10)具有啮合头部(11)和具备胯部(17)、第一腿部(18a)及第二腿部(18b)的带夹持部(16)。带夹持部(16)具有在带夹持面(19)开口的至少一个切缺部(21)、和与切缺部(21)的底面(21a)在链牙厚度方向上相邻地鼓出的鼓出部(22)。这样的拉链链牙(10)能够容易地从Y字形的线材(50)制造。另外,通过将拉链链牙(10)植入拉链带(3),能够增大拉链链牙(10)的滑移强度和拉脱强度。

拉链牙链带制造装置.pdf
提供一种能够减少零件数量以削减制造成本的拉链牙链带制造装置。具备:切断部(20),其将作为拉链链牙(E)的原材料的线材(W)切断;头部成形部(40),其在切断得到的拉链链牙上成形出啮合头部(E1);和压紧部(60),其将成形出了啮合头部的拉链链牙安装于拉链带(T),切断部具备:切割模(22),其设于第1撞锤(21),具有线材的穿插孔(22a);和切割冲头(23),其与切割模相对地设置,并与切割模协作来切断线材,头部成形部具备:成形冲头(42),其设于第2撞锤(41),并在拉链链牙上成形出啮合头部;和成形模

拉链牙链带制造装置.pdf
本发明提供一种能够容易地进行冲头部件的更换的拉链牙链带制造装置。具备将线材切断的切断部、成形啮合头部的头部成形部和将拉链链牙铆接到拉链带的铆接部,切断部具备第1撞锤,铆接部具备设于第1撞锤且对一对腿部进行铆接的一对铆接单元和驱动一对铆接单元的一对驱动单元,铆接单元具备对腿部进行铆接的铆接用冲头、设于第1撞锤且对铆接用冲头进行引导的冲头壳体、始终将铆接用冲头向后退侧施力的铆接施力机构、及限制铆接用冲头的后退位置的铆接位置限制部,驱动单元具备在第1撞锤前进了时驱动铆接用冲头的铆接用冲头引导件,在第1撞锤后退了
拉链牙链带制造装置.pdf
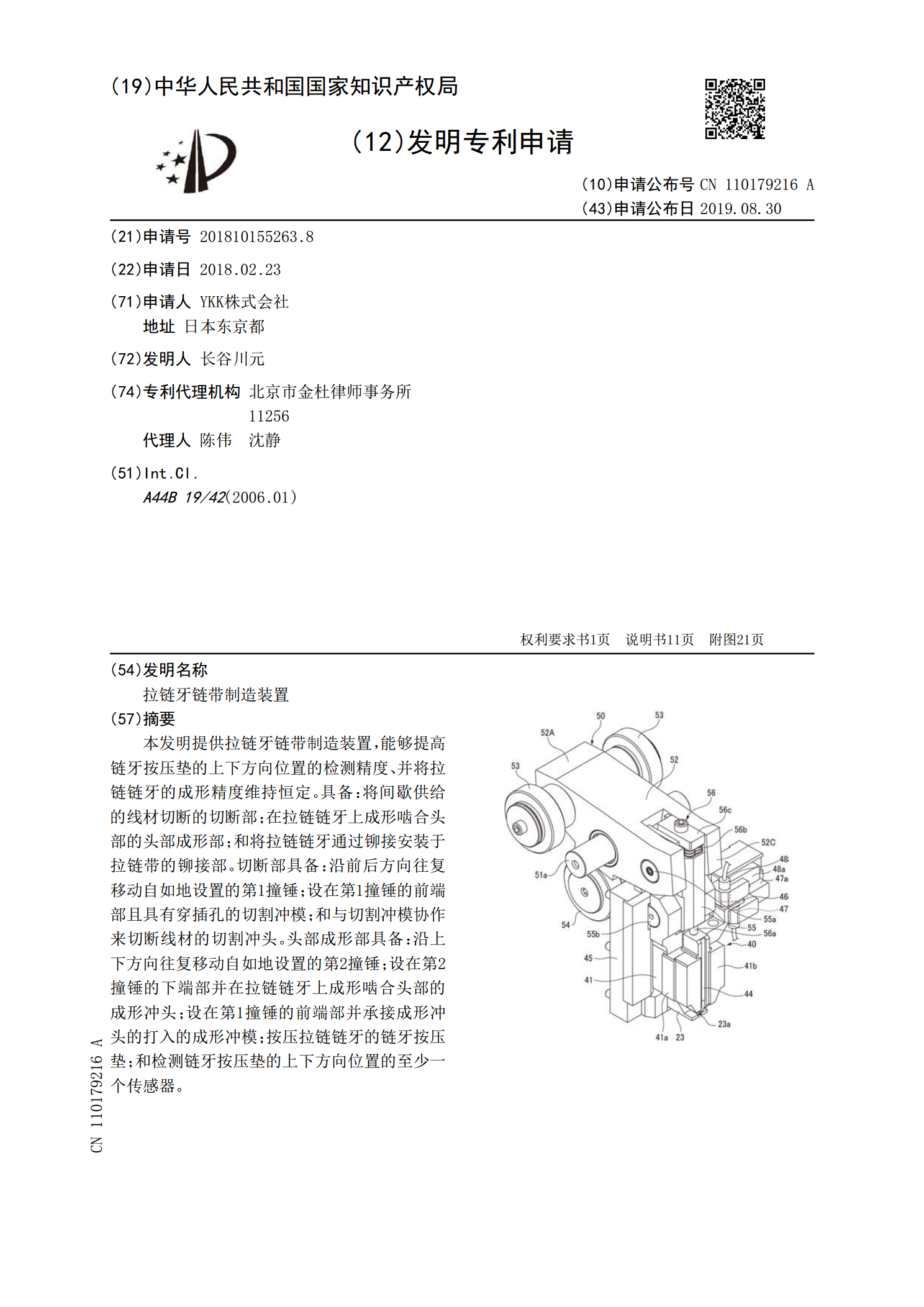
本发明提供拉链牙链带制造装置,能够提高链牙按压垫的上下方向位置的检测精度、并将拉链链牙的成形精度维持恒定。具备:将间歇供给的线材切断的切断部;在拉链链牙上成形啮合头部的头部成形部;和将拉链链牙通过铆接安装于拉链带的铆接部。切断部具备:沿前后方向往复移动自如地设置的第1撞锤;设在第1撞锤的前端部且具有穿插孔的切割冲模;和与切割冲模协作来切断线材的切割冲头。头部成形部具备:沿上下方向往复移动自如地设置的第2撞锤;设在第2撞锤的下端部并在拉链链牙上成形啮合头部的成形冲头;设在第1撞锤的前端部并承接成形冲头的打入

拉链链牙、拉链牙链带、拉链牙链带的制造方法.pdf
本发明提供一种拉链链牙,能够容易地在拉链链牙的链牙主体的上表面形成转印有转印箔而被覆盖的部分和链牙主体露出的部分。拉链链牙(5)包括树脂制的链牙主体(5a)、以及被转印于链牙主体的转印箔(5b)。链牙主体包括:主干部(51),其被固定于以上下方向为厚度方向的带的侧缘部;以及啮合部(52),其从主干部突出并且与相向的链牙主体啮合。而且,主干部在其上表面包括:凹陷的凹部(53a);以及至少一个外倾斜部(53b),其随着相对于凹部(53a)趋向外侧而下降。而且,凹部被转印箔覆盖,外倾斜部(53b)露出,树脂暴露