
一种可织造连续纤维增强热塑性预浸带的制备方法及制品.pdf

一只****ng


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种可织造连续纤维增强热塑性预浸带的制备方法及制品.pdf
本发明公开了一种可织造连续纤维热塑性预浸带的制备方法及制品,包括浸渍前区和浸渍后区,浸渍前区有倒纱架、分纱架、螺杆挤出机机头部分,浸渍后区有牵伸罗拉、啮合辊筒、加热套管、温控箱、牵引机、卷绕机。目的是采用二次熔融浸渍的方法,在浸渍前区将纤维束分散铺展开来,内层纤维并未完全浸渍,纤维表面涂敷一层树脂,在牵伸罗拉和啮合辊筒的作用下,实现二次浸渍,纤维中的气体被挤出,树脂和纤维被进一步分散,制得表面粗糙、柔软可织造的预浸带,属于树脂基复合材料技术领域。

一种超薄连续纤维增强热塑性预浸料的制备方法.pdf
本发明提供了一种超薄连续纤维增强热塑性预浸料的制备方法,包括带微锥孔阵列特征金属模具加工、带微锥形突起阵列特征的开纤板翻制、超薄纤维布初次开纤、基体树脂粉末振动撒粉、二次开纤、初次翻转匀粉、二次翻转换模、真空加热熔融和热压成型。在金属模具表面加工出阵列锥形孔,利用高性能热塑性PEEK树脂薄板,翻制出带微锥形突起阵列特征的开纤板,实现对超薄连续增强纤维布的充分开纤,开纤效果好;配合流量可控的三坐标可移动漏嘴和开纤板的两次高频低幅振动撒粉,实现基体树脂粉末在增强纤维布内部的均匀分布,有效解决了熔融态树脂基体深

连续纤维增强热塑性预浸料制备工艺的研究进展.docx
连续纤维增强热塑性预浸料制备工艺的研究进展连续纤维增强热塑性预浸料制备工艺的研究进展摘要:随着轻量化和高性能材料在各个领域的需求增加,连续纤维增强热塑性预浸料作为一种高性能复合材料在航空航天、汽车、船舶等领域得到了广泛应用。本文综述了连续纤维增强热塑性预浸料的制备工艺及其研究进展,包括纤维预处理、热塑性树脂的选用、预浸料制备工艺,以及加工工艺和性能研究。同时,还对当前研究中存在的问题和未来的发展方向进行了探讨。关键词:连续纤维增强热塑性预浸料,制备工艺,纤维预处理,热塑性树脂,加工工艺,性能研究1.引言连

一种新型连续纤维制作热塑性预浸料的工艺及方法.pdf
本发明提供一种新型连续纤维制作热塑性预浸料的方法及工艺,首先,纤维织物通过砂架和砂辊进行初步导流分散,然后进入分散装置,在分散装置中,通过滚轮和气流展丝技术使纤维得到充分分散,再进入热处理装置,通过微波加热清除掉纤维原带有的树脂和残留助剂,然后经浸渍装置使树脂粉末附着在纤维表面,经过高红外加热装置使胶体熔融,再经过感应加热压实、压辊整形和冷却定型,最后收卷得到连续纤维热塑性预浸料。本发明中采取了三种加热方式,分别是微波加热、高红外加热和感应加热,有效提高了处理效率。
一种连续纤维增强热塑性树脂的制备方法及装置.pdf
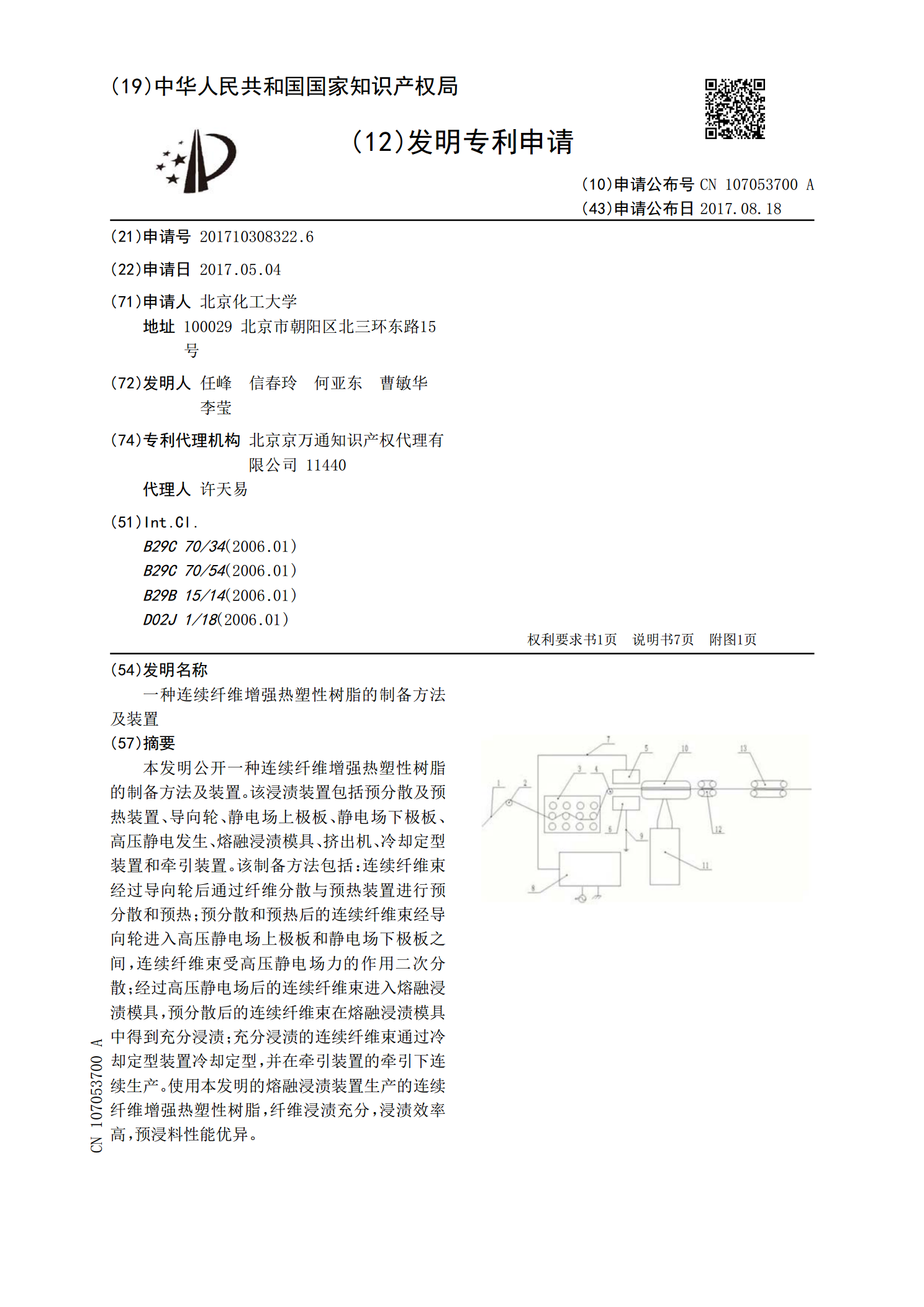
本发明公开一种连续纤维增强热塑性树脂的制备方法及装置。该浸渍装置包括预分散及预热装置、导向轮、静电场上极板、静电场下极板、高压静电发生、熔融浸渍模具、挤出机、冷却定型装置和牵引装置。该制备方法包括:连续纤维束经过导向轮后通过纤维分散与预热装置进行预分散和预热;预分散和预热后的连续纤维束经导向轮进入高压静电场上极板和静电场下极板之间,连续纤维束受高压静电场力的作用二次分散;经过高压静电场后的连续纤维束进入熔融浸渍模具,预分散后的连续纤维束在熔融浸渍模具中得到充分浸渍;充分浸渍的连续纤维束通过冷却定型装置冷却