
拉链链牙的制造方法.pdf

闪闪****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共42页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

拉链链牙、拉链链牙的制造装置以及拉链链牙的制造方法.pdf
本发明的拉链链牙(10)具有啮合头部(11)和具备胯部(17)、第一腿部(18a)及第二腿部(18b)的带夹持部(16)。带夹持部(16)具有在带夹持面(19)开口的至少一个切缺部(21)、和与切缺部(21)的底面(21a)在链牙厚度方向上相邻地鼓出的鼓出部(22)。这样的拉链链牙(10)能够容易地从Y字形的线材(50)制造。另外,通过将拉链链牙(10)植入拉链带(3),能够增大拉链链牙(10)的滑移强度和拉脱强度。

拉链链牙、拉链牙链带、拉链牙链带的制造方法.pdf
本发明提供一种拉链链牙,能够容易地在拉链链牙的链牙主体的上表面形成转印有转印箔而被覆盖的部分和链牙主体露出的部分。拉链链牙(5)包括树脂制的链牙主体(5a)、以及被转印于链牙主体的转印箔(5b)。链牙主体包括:主干部(51),其被固定于以上下方向为厚度方向的带的侧缘部;以及啮合部(52),其从主干部突出并且与相向的链牙主体啮合。而且,主干部在其上表面包括:凹陷的凹部(53a);以及至少一个外倾斜部(53b),其随着相对于凹部(53a)趋向外侧而下降。而且,凹部被转印箔覆盖,外倾斜部(53b)露出,树脂暴露
拉链链牙的制造方法.pdf
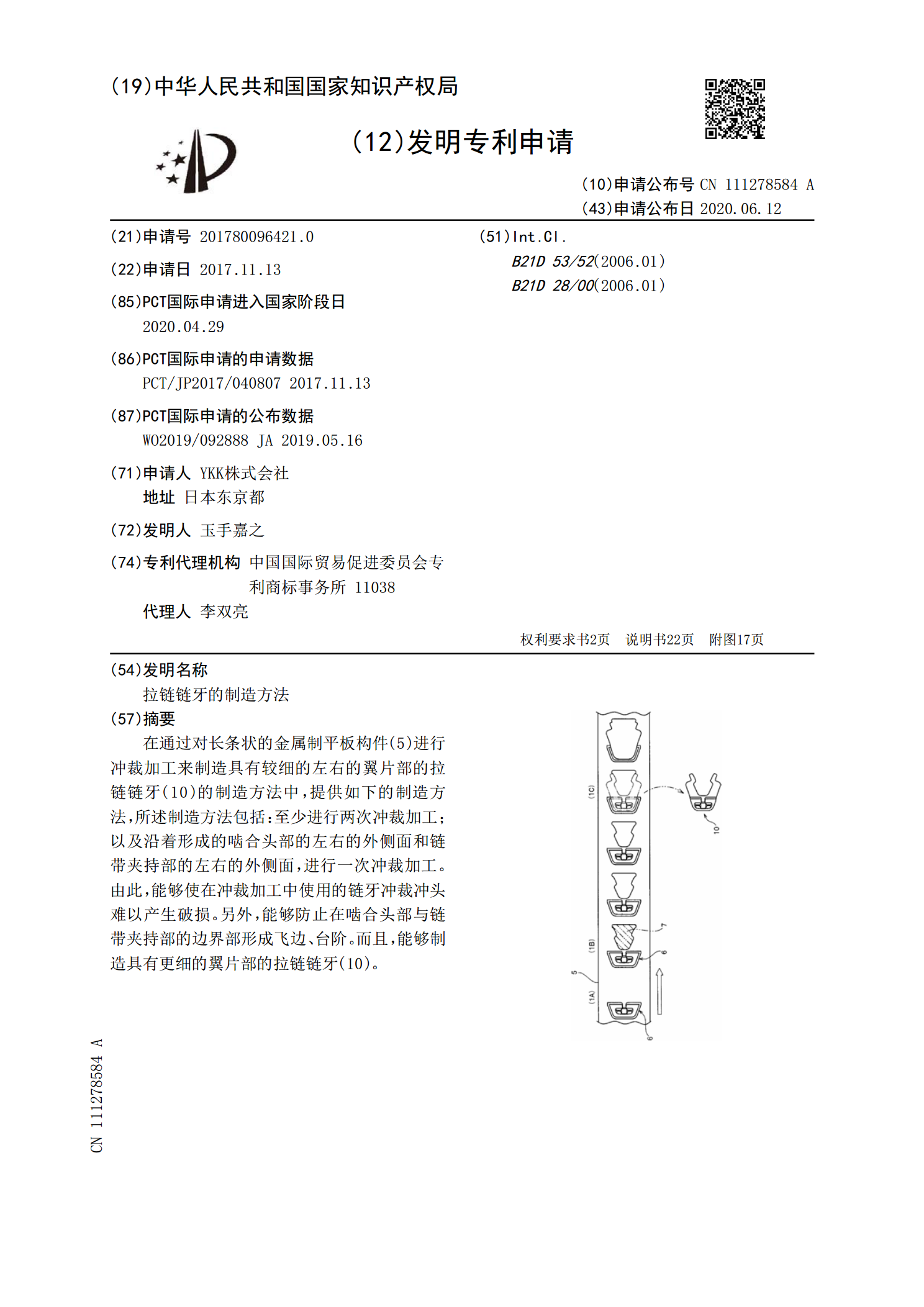
在通过对长条状的金属制平板构件(5)进行冲裁加工来制造具有较细的左右的翼片部的拉链链牙(10)的制造方法中,提供如下的制造方法,所述制造方法包括:至少进行两次冲裁加工;以及沿着形成的啮合头部的左右的外侧面和链带夹持部的左右的外侧面,进行一次冲裁加工。由此,能够使在冲裁加工中使用的链牙冲裁冲头难以产生破损。另外,能够防止在啮合头部与链带夹持部的边界部形成飞边、台阶。而且,能够制造具有更细的翼片部的拉链链牙(10)。

拉链链条和拉链、以及链牙的制造方法.pdf
本发明的拉链(1)具有这样的特征:链牙(20、50)的啮合头部(21、51)的头部主体(21a、51a)的第1主面和第2主面是与带长度方向正交的平坦面,链牙(20、50)的一对腿部(23、53)相对于头部主体(21a、51a)的第1主面和第2主面倾斜弯曲或者倾斜伸出。由此,本发明的拉链(1)具有与以往的拉链不同的外观品质,并且能够稳定地获得与以往的拉链链条相同程度以上的横拉强度和抗顶强度。

拉链牙链带制造装置.pdf
提供一种能够减少零件数量以削减制造成本的拉链牙链带制造装置。具备:切断部(20),其将作为拉链链牙(E)的原材料的线材(W)切断;头部成形部(40),其在切断得到的拉链链牙上成形出啮合头部(E1);和压紧部(60),其将成形出了啮合头部的拉链链牙安装于拉链带(T),切断部具备:切割模(22),其设于第1撞锤(21),具有线材的穿插孔(22a);和切割冲头(23),其与切割模相对地设置,并与切割模协作来切断线材,头部成形部具备:成形冲头(42),其设于第2撞锤(41),并在拉链链牙上成形出啮合头部;和成形模