
渐开线花键拉刀圆拉齿的分析及比较.docx

邻家****ng


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
渐开线花键拉刀圆拉齿的分析及比较.doc
4渐开线花键拉刀圆拉齿的分析及比较渐开线花键拉刀是高效加工内孔常用的刀具。拉削时由于后一个刀齿高出前一个刀齿从而能够一层层地从工件上切去金属以获得所要求的工件表面拉削工艺大量应用于孔加工从理论上讲各种形状的孔或槽只要各截面形状相同都可以通过拉削来获得。其主要特点是:拉削精度高、生产率高、拉刀使用寿命长、制造较复杂主要用于大量、成批的零件加工。本文根据笔者长期在工厂的经验与总结分析比较了渐开线花键拉刀的结构设计对拉削质量、刀具寿命等的影响。结构特点在生产中拉削方式可分为:分层式、分块式

渐开线花键拉刀圆拉齿的分析及比较.doc
渐开线花键拉刀圆拉齿的分析及比较渐开线花键拉刀是高效加工内孔常用的刀具。拉削时由于后一个刀齿高出前一个刀齿,从而能够一层层地从工件上切去金属,以获得所要求的工件表面,拉削工艺大量应用于孔加工,从理论上讲,各种形状的孔或槽,只要各截面形状相同,都可以通过拉削来获得。其主要特点是:拉削精度高、生产率高、拉刀使用寿命长、制造较复杂,主要用于大量、成批的零件加工。本文根据笔者长期在工厂的经验与总结,分析比较了渐开线花键拉刀的结构设计对拉削质量、刀具寿命等的影响。结构特点在生产中,拉削

渐开线花键拉刀圆拉齿的分析及比较.docx
渐开线花键拉刀圆拉齿的分析及比较渐开线花键拉刀是高效加工内孔常用的刀具。拉削时由于后一个刀齿高出前一个刀齿从而能够一层层地从工件上切去金属以获得所要求的工件表面拉削工艺大量应用于孔加工从理论上讲各种形状的孔或槽只要各截面形状相同都可以通过拉削来获得。其主要特点是:拉削精度高、生产率高、拉刀使用期限长、制造较复杂主要用于大量、成批的零件加工。本文根据笔者长期在工厂的经验与总结分析比较了渐开线花键拉刀的结构设计对拉削质量、刀具寿命等的影响。结构特点在生产中拉削方式可分为:分层式、分块式和组合式三中。渐开线花键
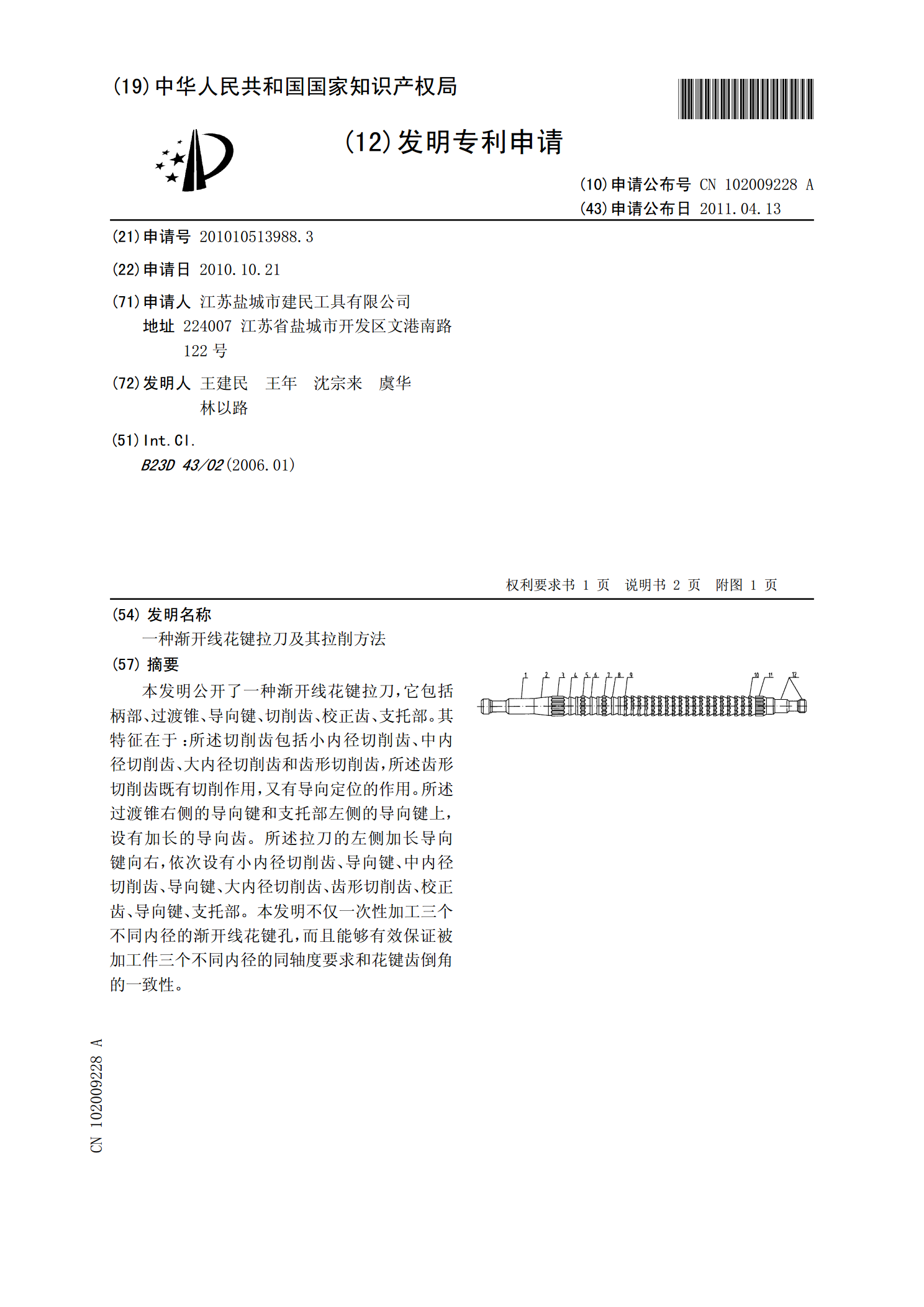
一种渐开线花键拉刀及其拉削方法.pdf
本发明公开了一种渐开线花键拉刀,它包括柄部、过渡锥、导向键、切削齿、校正齿、支托部。其特征在于:所述切削齿包括小内径切削齿、中内径切削齿、大内径切削齿和齿形切削齿,所述齿形切削齿既有切削作用,又有导向定位的作用。所述过渡锥右侧的导向键和支托部左侧的导向键上,设有加长的导向齿。所述拉刀的左侧加长导向键向右,依次设有小内径切削齿、导向键、中内径切削齿、导向键、大内径切削齿、齿形切削齿、校正齿、导向键、支托部。本发明不仅一次性加工三个不同内径的渐开线花键孔,而且能够有效保证被加工件三个不同内径的同轴度要求和花键

矩形花键拉刀设计.doc
矩形花键拉刀的设计1.前言大学三年级可以说是大学四年学习生活中很重要的一年。这一年,开设了很多专业课,为我们走出校园,走向工作岗位奠定了基础,使我们的专业知识素养提高到可观的层面。金属切削原理与金属切削刀具是众多专业课中很重要的一门,是机械设计制造及其自动化专业学生所必备的专业知识技能。介于其重要性,学校开设了一周的金属切削刀具课程设计。它是基于我们对金属切削原理及刀具学习后的实践性环节,其目的是使学生巩固和深化课堂理论教学内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独