
一种具有折弯功能的冲压设备.pdf

永梅****33


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种具有折弯功能的冲压设备.pdf
本发明涉及冲压设备技术领域,尤其是一种具有折弯功能的冲压设备,包括主体,所述主体的顶端设置有调节机构,所述调节机构的内部包括限位机构,所述主体顶端位于调节机构的一侧设置有挤压机构,有益效果在于:通过设置的活动块、主齿、齿条和辅齿,根据活动块与主体转动连接的关系,使得活动块与固定块之间的夹角能够配合实际使用情况进行调节,满足不同角度的折弯,并且在此过程中,根据主齿与辅齿相啮合,而辅齿与齿条相啮合,当拨动活动块时,便可带动滑槽内部的滑块一同运动,同时,根据主齿与辅齿的转速比为1:12,使得滑块能够始终位于固定
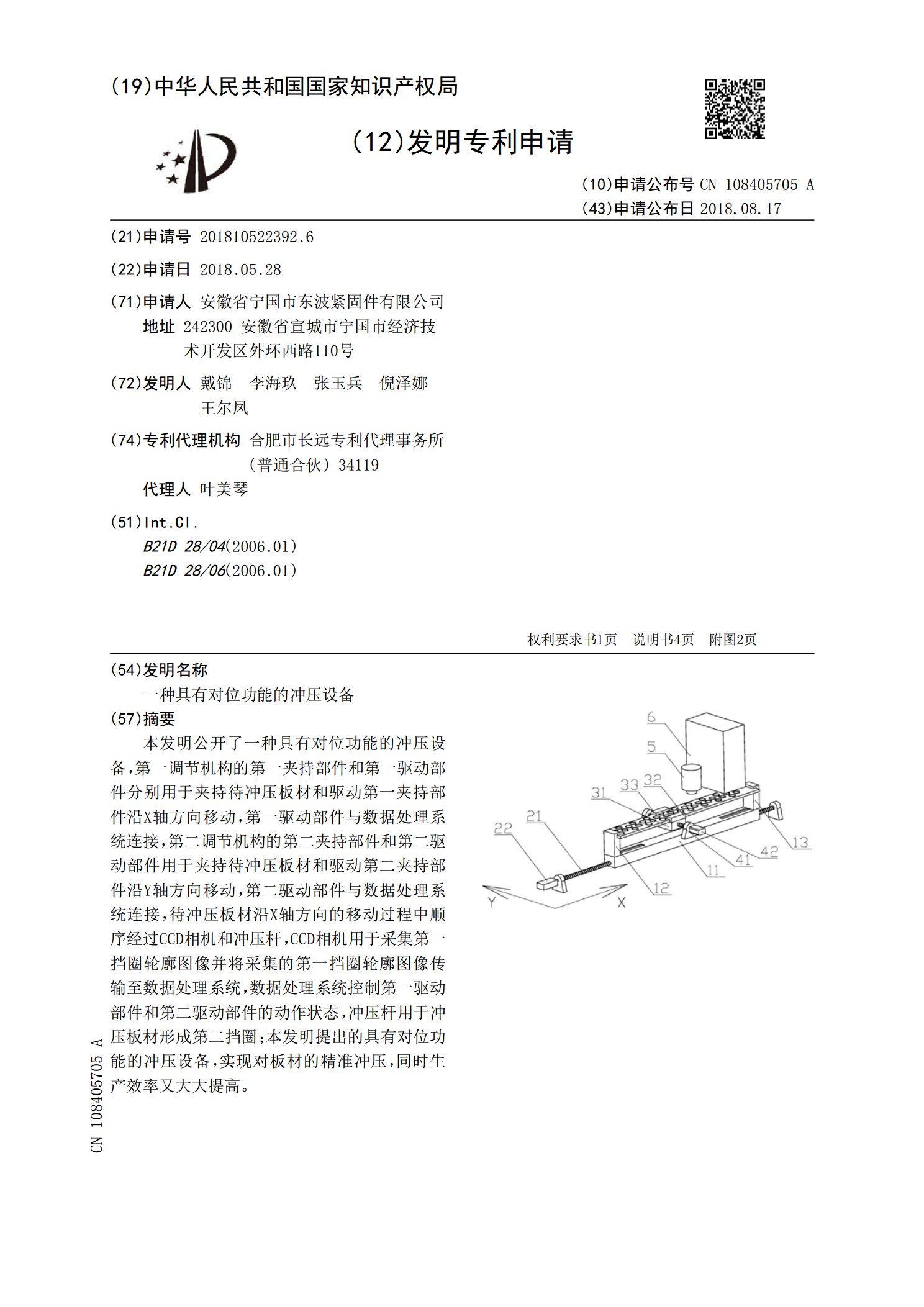
一种具有对位功能的冲压设备.pdf
本发明公开了一种具有对位功能的冲压设备,第一调节机构的第一夹持部件和第一驱动部件分别用于夹持待冲压板材和驱动第一夹持部件沿X轴方向移动,第一驱动部件与数据处理系统连接,第二调节机构的第二夹持部件和第二驱动部件用于夹持待冲压板材和驱动第二夹持部件沿Y轴方向移动,第二驱动部件与数据处理系统连接,待冲压板材沿X轴方向的移动过程中顺序经过CCD相机和冲压杆,CCD相机用于采集第一挡圈轮廓图像并将采集的第一挡圈轮廓图像传输至数据处理系统,数据处理系统控制第一驱动部件和第二驱动部件的动作状态,冲压杆用于冲压板材形成第

一种具有节能功能的新型轮毂冲压设备.pdf
本发明公开了一种具有节能功能的新型轮毂冲压设备,包括冲压装置和上下料机构,所述冲压装置包括装置底座、下冲模和上冲模,上冲模的表面固定连接有第一齿条,下冲模的表面滑动连接有退料台,退料台的下表面固定连接有弹簧支撑腿,退料台的前后两侧均固定连接有楔形块,退料台的正面转动连接有齿轮,退料台的上表面开设有下沉槽,下沉槽的内底壁转动连接有两个防复位板。本发明提出的冲压设备,利用上冲模的升降动作,带动往复平移框的左右往复平移,将放料台上的轮毂平移至退料台上,进行冲压加工,加工后,再次利用往复平移框的移动将轮毂平移至送

一种具有带有折弯功能的冲床.pdf
本发明公开了一种具有带有折弯功能的冲床,包括底座、升降座、背板和一个冲床装置。所述升降座位于底座的顶部,所述升降座的底部设置有一个用于将平板朝底座左右两侧折弯的缺口,所述冲床装置包括冲头、传动件和可旋转的齿轮;所述背板和齿轮均位于底座的背面,所述背板包含有使传动件横向移动的滑孔,所述传动件设置有一个与齿轮啮合的齿条,所述冲头横向安装在传动件上并位于背板的前侧;所述底座包含有一个内腔和一个位于底座左右两侧的通孔,所述通孔与内腔连通,所述平板被折弯后覆盖在通孔上,所述传动件可以控制冲头穿过平板和通孔到内腔中以
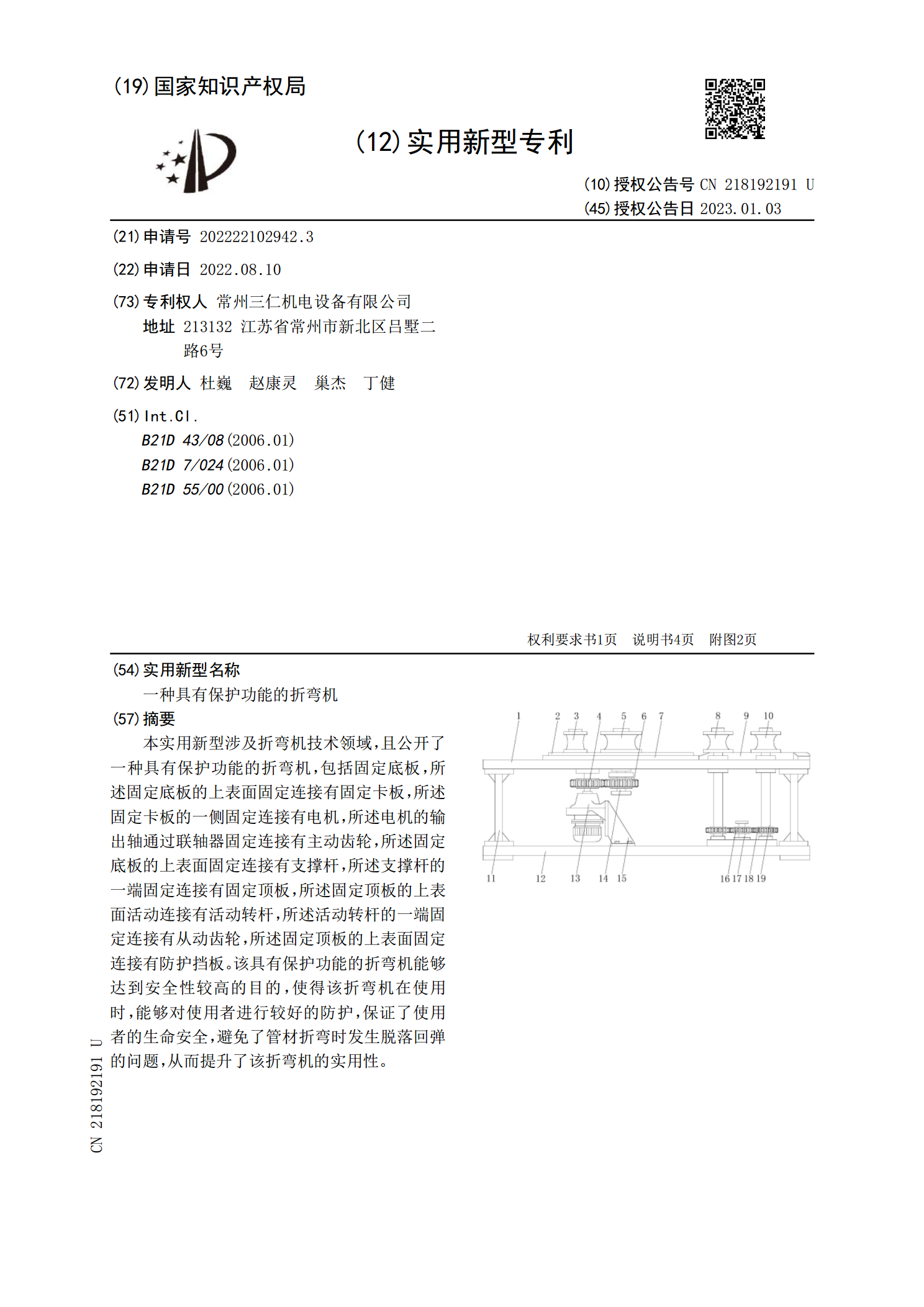
一种具有保护功能的折弯机.pdf
本实用新型涉及折弯机技术领域,且公开了一种具有保护功能的折弯机,包括固定底板,所述固定底板的上表面固定连接有固定卡板,所述固定卡板的一侧固定连接有电机,所述电机的输出轴通过联轴器固定连接有主动齿轮,所述固定底板的上表面固定连接有支撑杆,所述支撑杆的一端固定连接有固定顶板,所述固定顶板的上表面活动连接有活动转杆,所述活动转杆的一端固定连接有从动齿轮,所述固定顶板的上表面固定连接有防护挡板。该具有保护功能的折弯机能够达到安全性较高的目的,使得该折弯机在使用时,能够对使用者进行较好的防护,保证了使用者的生命安全