
一种汽车配件的喷涂输送装置.pdf

努力****亚捷


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车配件的喷涂输送装置.pdf
本说明书一个或多个实施例提供一种汽车配件的喷涂输送装置,包括环形输送线,环形输送线底端固定有吊柱,吊柱底端固定有挂板,挂板下端连接有齿板,挂板和齿板之间连接有旋转复位单元,齿板底端固定有夹钩,加工室顶端开设有通槽,通过夹钩夹吊物料,以下拉齿板,吊柱沿通槽传送进入加工室,以使齿板依次经由各短齿条啮合转动,以依次抵压各短齿条向内滑移,以触发接近开关,以触发下方对应区域的喷枪雾化喷涂,从而在输送的同时一并连续转动并智能触发相应段的喷涂,通过距离传感器感测到物料输送进入烘干室时,以触发加热管加热,同时齿板脱离短齿
一种喷涂汽车配件装置.pdf
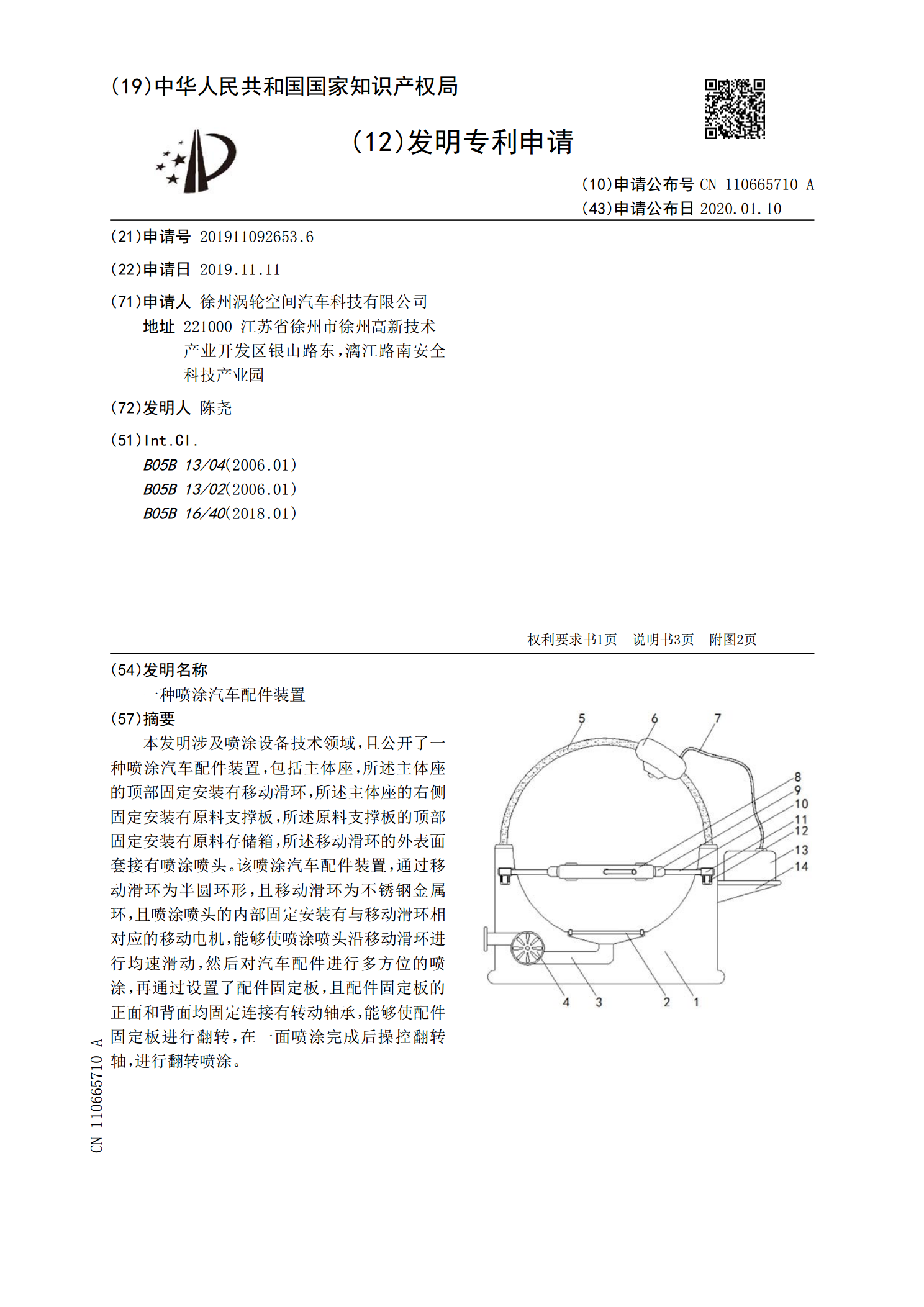
本发明涉及喷涂设备技术领域,且公开了一种喷涂汽车配件装置,包括主体座,所述主体座的顶部固定安装有移动滑环,所述主体座的右侧固定安装有原料支撑板,所述原料支撑板的顶部固定安装有原料存储箱,所述移动滑环的外表面套接有喷涂喷头。该喷涂汽车配件装置,通过移动滑环为半圆环形,且移动滑环为不锈钢金属环,且喷涂喷头的内部固定安装有与移动滑环相对应的移动电机,能够使喷涂喷头沿移动滑环进行均速滑动,然后对汽车配件进行多方位的喷涂,再通过设置了配件固定板,且配件固定板的正面和背面均固定连接有转动轴承,能够使配件固定板进行翻转
油漆喷涂用输送装置及油漆喷涂用输送装置.pdf
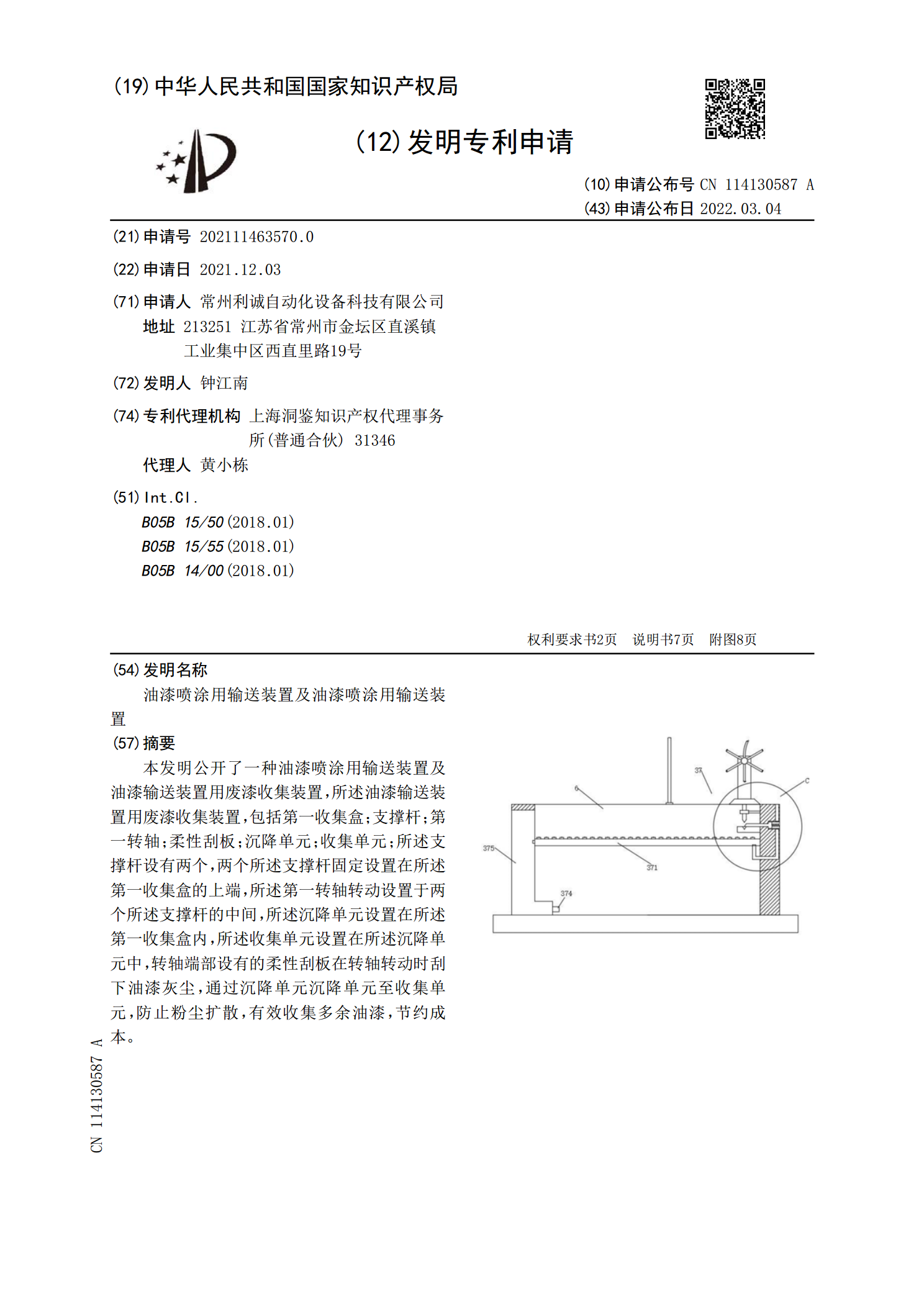
本发明公开了一种油漆喷涂用输送装置及油漆输送装置用废漆收集装置,所述油漆输送装置用废漆收集装置,包括第一收集盒;支撑杆;第一转轴;柔性刮板;沉降单元;收集单元;所述支撑杆设有两个,两个所述支撑杆固定设置在所述第一收集盒的上端,所述第一转轴转动设置于两个所述支撑杆的中间,所述沉降单元设置在所述第一收集盒内,所述收集单元设置在所述沉降单元中,转轴端部设有的柔性刮板在转轴转动时刮下油漆灰尘,通过沉降单元沉降单元至收集单元,防止粉尘扩散,有效收集多余油漆,节约成本。
一种汽车配件喷涂装置.pdf
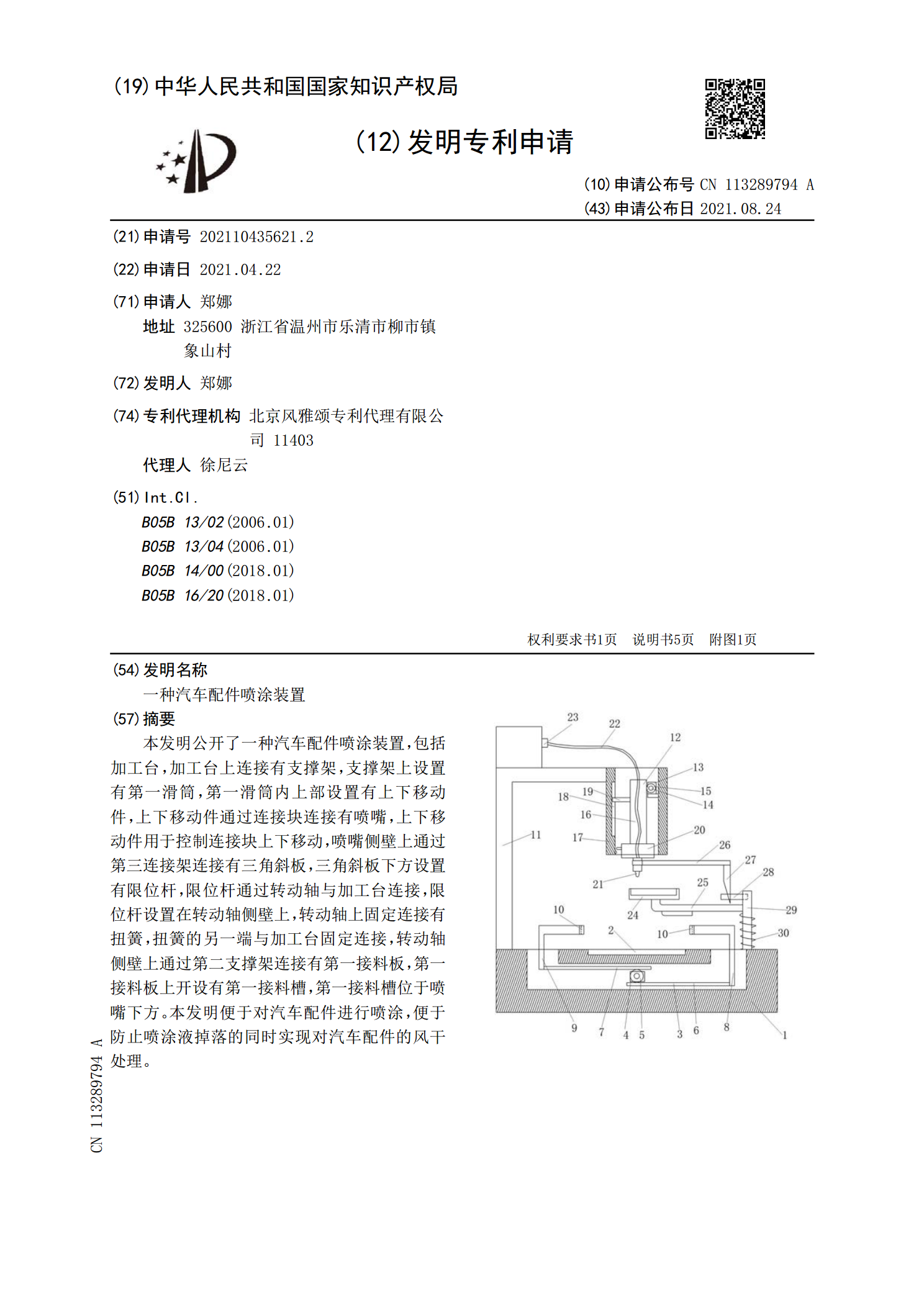
本发明公开了一种汽车配件喷涂装置,包括加工台,加工台上连接有支撑架,支撑架上设置有第一滑筒,第一滑筒内上部设置有上下移动件,上下移动件通过连接块连接有喷嘴,上下移动件用于控制连接块上下移动,喷嘴侧壁上通过第三连接架连接有三角斜板,三角斜板下方设置有限位杆,限位杆通过转动轴与加工台连接,限位杆设置在转动轴侧壁上,转动轴上固定连接有扭簧,扭簧的另一端与加工台固定连接,转动轴侧壁上通过第二支撑架连接有第一接料板,第一接料板上开设有第一接料槽,第一接料槽位于喷嘴下方。本发明便于对汽车配件进行喷涂,便于防止喷涂液掉
一种汽车配件喷涂装置.pdf
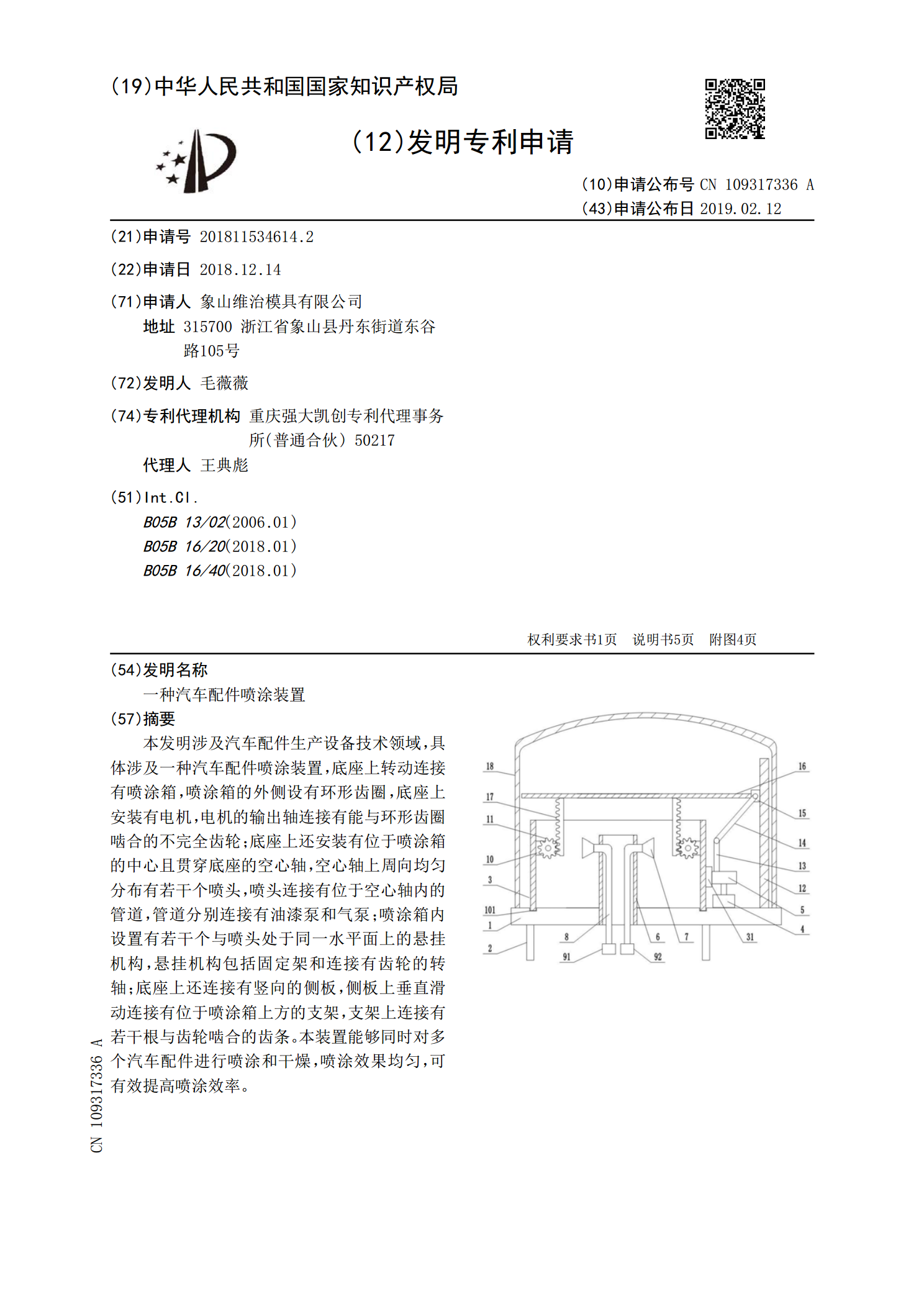
本发明涉及汽车配件生产设备技术领域,具体涉及一种汽车配件喷涂装置,底座上转动连接有喷涂箱,喷涂箱的外侧设有环形齿圈,底座上安装有电机,电机的输出轴连接有能与环形齿圈啮合的不完全齿轮;底座上还安装有位于喷涂箱的中心且贯穿底座的空心轴,空心轴上周向均匀分布有若干个喷头,喷头连接有位于空心轴内的管道,管道分别连接有油漆泵和气泵;喷涂箱内设置有若干个与喷头处于同一水平面上的悬挂机构,悬挂机构包括固定架和连接有齿轮的转轴;底座上还连接有竖向的侧板,侧板上垂直滑动连接有位于喷涂箱上方的支架,支架上连接有若干根与齿轮啮