
一种纳米抗菌防臭花呢及其生产工艺.pdf

一只****爱敏


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种纳米抗菌防臭花呢及其生产工艺.pdf
本发明公开了一种纳米抗菌防臭花呢及其生产工艺,该纳米抗菌防臭花呢由以下原料配比混纺而成:80SW澳毛70%、纳米氧化锌抗菌防臭纤维14%、1.5D涤纶10%、2D天丝5%、3D导电纤维1%;其生产工艺,包括如下步骤:(1)染色工序,(2)纺纱工序,(3)织造工序,(4)后整理工序。本发明选用羊毛和纳米氧化锌抗菌防臭纤维、天丝、涤纶等进行混纺,不仅具有羊毛柔糯滑爽、亲肤营养的特点,而且面料弹性足,穿着贴身而不紧绷,再加之纳米氧化锌抗菌防臭纤维应用,使得该面料具有健康、消臭、抗菌环保功能,是制作男女休闲服和高
一种抗菌防臭网眼布的生产工艺.pdf
本发明公开了一种抗菌防臭网眼布的生产工艺,包括以下步骤:坯布织造→染色→抗菌防臭整理液的制备→抗菌防臭网眼布的制备→后定型处理。本发明与其他工艺相比,本发明工艺采用几丁聚糖、纳米银溶液、竹炭微粉、芦荟提取物、薰衣草、丝素蛋白制备除臭抗菌布料,抑止纤维上细菌繁殖,具有除臭的功能,而且该布料防臭强度高,装饰效果好,高效耐用。

一种能够释放负离子的抗菌保健薄花呢及其生产工艺.pdf
本发明公开了一种能够释放负离子的抗菌保健薄花呢及其生产工艺,该薄花呢由以下原料配比制得:澳大利亚羊毛50%,聚酯纤维35%,桑蚕丝5%,竹炭纤维10%;该薄花呢的生产工艺,包括如下步骤:(1)染色工序;(2)纺纱工序;(3)织造工序;(4)后整理工序。本发明充分发挥了竹炭纤维和桑蚕丝的优良性能,丰富了毛纺面料品种,提高了面料的档次和附加值,织物外观细腻,手感滑爽、光泽自然柔和,色彩纯正,吸湿透气性好,呢面纹路清晰,做工精致,充分体现了竹炭纤维的保健功能,产品附加值高,取得了良好的市场效应。
一种PPR纳米抗菌管及其生产工艺.pdf
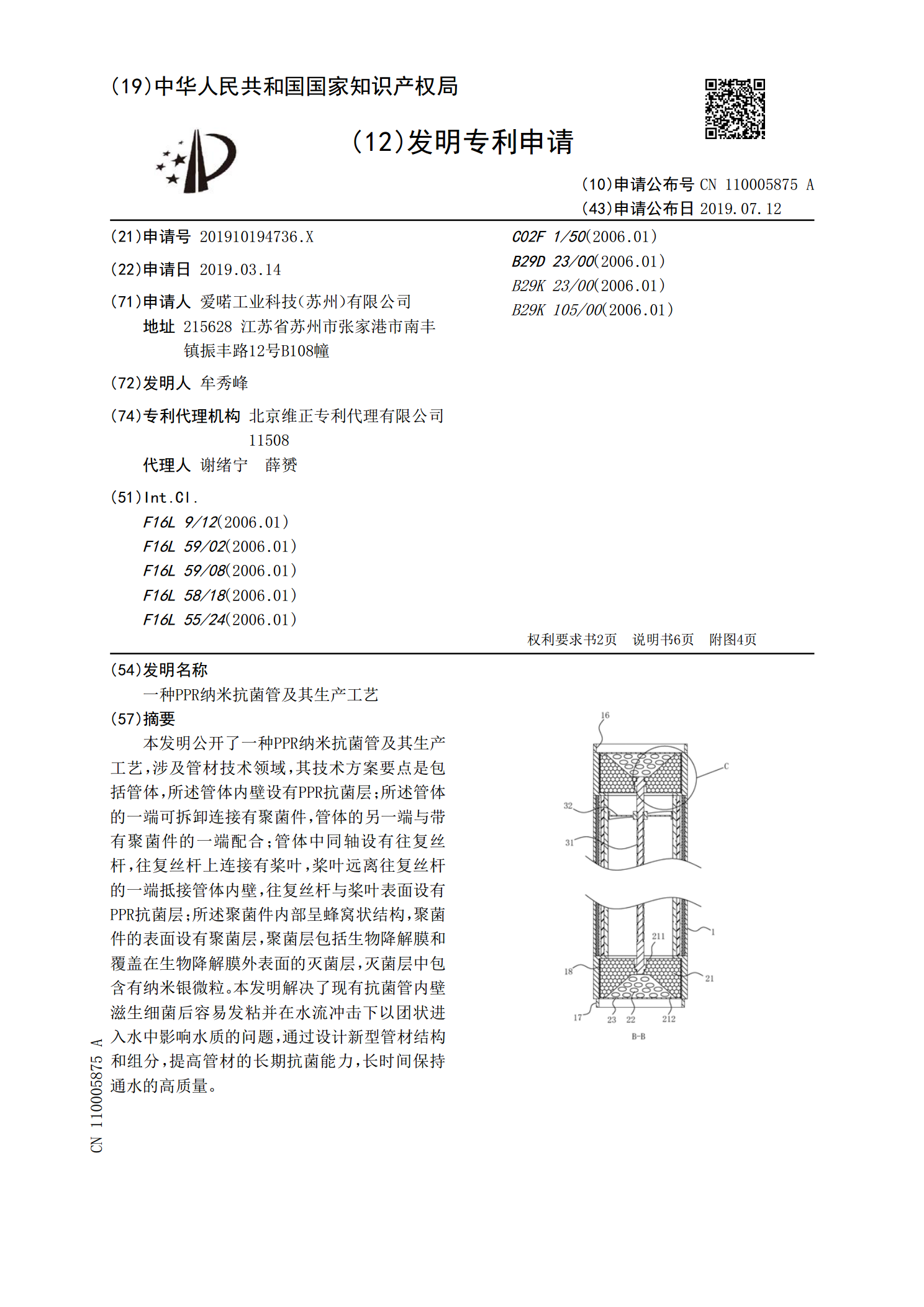
本发明公开了一种PPR纳米抗菌管及其生产工艺,涉及管材技术领域,其技术方案要点是包括管体,所述管体内壁设有PPR抗菌层;所述管体的一端可拆卸连接有聚菌件,管体的另一端与带有聚菌件的一端配合;管体中同轴设有往复丝杆,往复丝杆上连接有桨叶,桨叶远离往复丝杆的一端抵接管体内壁,往复丝杆与桨叶表面设有PPR抗菌层;所述聚菌件内部呈蜂窝状结构,聚菌件的表面设有聚菌层,聚菌层包括生物降解膜和覆盖在生物降解膜外表面的灭菌层,灭菌层中包含有纳米银微粒。本发明解决了现有抗菌管内壁滋生细菌后容易发粘并在水流冲击下以团状进入水
一种抗菌防臭鞋垫及其制备方法.pdf
本发明公开了一种抗菌防臭鞋垫及其制备方法,涉及鞋垫的技术领域,该鞋垫包括垫面和垫底,所述垫面和垫底之间设置有填充层,按重量份数计,所述填充层包括以下组分,蔺草片50‑60份;活性碳粉20‑30份;薄荷粉10‑15份;花椒粉3‑8份。蔺草晒干后留有天然的芳香,且具有良好的通气、吸湿、清凉效果,以保证鞋腔内的干爽,从而抑制鞋内细菌的繁殖。活性碳粉具有良好的吸附性,能够有效去除鞋腔内的异味并在一定程度上改善鞋腔内的温湿环境。薄荷粉和花椒粉均具有良好的抗菌除臭效果。