
陶瓷CBN砂轮对磨床的要求及应用现状.pdf

my****25


1/1
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

陶瓷CBN砂轮对磨床的要求及应用现状.pdf
··刀典陶瓷���砂轮对磨床的要求及应用现状郑州磨料磨具磨削研究所����”��张小富郑州工业高等专科学校��,�旧��张红霞、,陶瓷结合剂��砂轮具有耐用度高砂轮磨�磨削液及冷却情况、、、,损小磨削比高磨削稳定性好磨削效率高等优��砂轮磨削一般要求用油冷却因为在���、点,它不仅叮以大大提高磨削加上生产效率改善砂轮进行磨削时,磨削区温度很高,���磨料与水。磨削加工质量,还可大大降低磨削加工成本,�前发生反应被分解同时油良好的清洗作用也能保证、、已在上业发达国家较为普遍地用于汽车轴承齿��砂轮锋利,磨削

CBN砂轮的应用及其磨床.docx
CBN砂轮的应用及其磨床CBN砂轮的应用及其磨床摘要:CBN(立方氮化硼)砂轮是一种高性能磨具,具有优异的加工性能和较长的使用寿命,被广泛应用于各类磨削加工中。本论文将介绍CBN砂轮的特点、应用领域及其在磨床上的应用。首先,我们将介绍CBN砂轮的特性,包括其材料特点、磨削性能和结构特征。接着,我们将探讨CBN砂轮在不同领域中的应用,包括汽车制造、航空航天、工具制造等。最后,我们将重点介绍CBN砂轮在磨床上的应用,包括其对精密零件磨削和切削工艺的优化等。关键词:CBN砂轮,应用,磨床,材料特点,磨削性能,结

CBN砂轮的应用对磨床的影响.docx
CBN砂轮的应用对磨床的影响CBN砂轮在磨床中的应用和对磨床的影响摘要:CBN砂轮具有优异的硬度和耐磨性能,因此被广泛应用于各种磨削加工中。本论文将重点讨论CBN砂轮在磨床中的应用以及对磨床的影响。首先介绍了CBN砂轮的特性和优势,接着分析了CBN砂轮在磨床上所具备的应用优势,最后讨论了使用CBN砂轮对磨床的影响。1.引言在传统的磨削加工中,磨削效率和磨削质量往往受到磨具的限制。随着新材料的不断涌现和工件要求的不断提高,对磨削效率和磨削质量的要求也日益增加。CBN砂轮作为一种高性能的磨削工具,在磨床上的应

精密内圆磨床陶瓷cBN砂轮修整机理及工艺研究.docx
精密内圆磨床陶瓷cBN砂轮修整机理及工艺研究摘要:本文通过研究精密内圆磨床陶瓷cBN砂轮的修整机理和相关工艺,对内圆磨床的加工工艺进行了深入的探讨和分析。研究表明,陶瓷cBN砂轮的修整是通过修整机构将砂轮表面的烧结等缺陷消除,从而提高砂轮的平整度和精度,进而保证了内圆磨床的加工精度。本文还详细介绍了陶瓷cBN砂轮的制造工艺和常见的修整方法,阐述了各种方法的优缺点,并提出了一种新型的修整方案,即利用电化学原理进行砂轮修整,从而提高修整效果和精度。最后,对内圆磨床的使用进行了总结和展望。关键词:精密内圆磨床;
轴承磨床CBN砂轮修整主轴.pdf
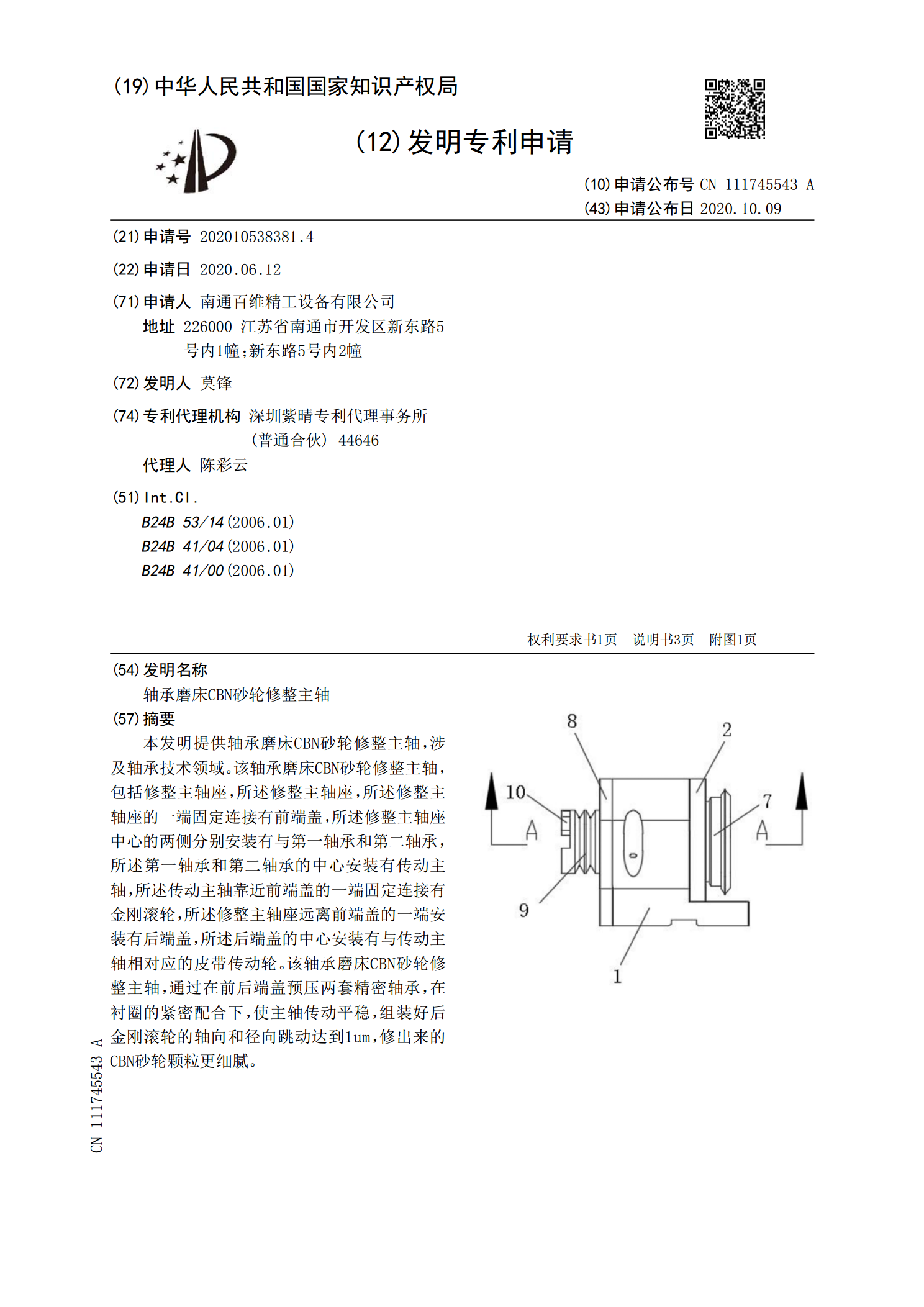
本发明提供轴承磨床CBN砂轮修整主轴,涉及轴承技术领域。该轴承磨床CBN砂轮修整主轴,包括修整主轴座,所述修整主轴座,所述修整主轴座的一端固定连接有前端盖,所述修整主轴座中心的两侧分别安装有与第一轴承和第二轴承,所述第一轴承和第二轴承的中心安装有传动主轴,所述传动主轴靠近前端盖的一端固定连接有金刚滚轮,所述修整主轴座远离前端盖的一端安装有后端盖,所述后端盖的中心安装有与传动主轴相对应的皮带传动轮。该轴承磨床CBN砂轮修整主轴,通过在前后端盖预压两套精密轴承,在衬圈的紧密配合下,使主轴传动平稳,组装好后金刚