
钛铝合金涡轮与42CrMo调质钢轴的摩擦焊接方法.pdf

山梅****ai


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钛铝合金涡轮与42CrMo调质钢轴的摩擦焊接方法.pdf
本发明公开了一种钛铝合金涡轮与42CrMo调质钢轴的摩擦焊接方法,其目的是解决现有方法在连接钛铝合金涡轮转子与调质钢轴时,接头拉伸强度低的技术问题。技术方案是在钛铝合金涡轮一侧加工回转体形状的嵌入槽,焊接过程中涡轮轴的焊接端面与钛铝合金涡轮的嵌入槽焊接面摩擦,通过控制摩擦缩短量,使得涡轮轴侧形成的飞边填充满嵌入槽。从而达到焊接面的冶金结合与机械连接的双重效果,连接件接头室温拉伸强度由背景技术的390MPa提高到480~537MPa。
TiAl合金涡轮与调质钢轴的摩擦‑扩散复合焊接方法.pdf
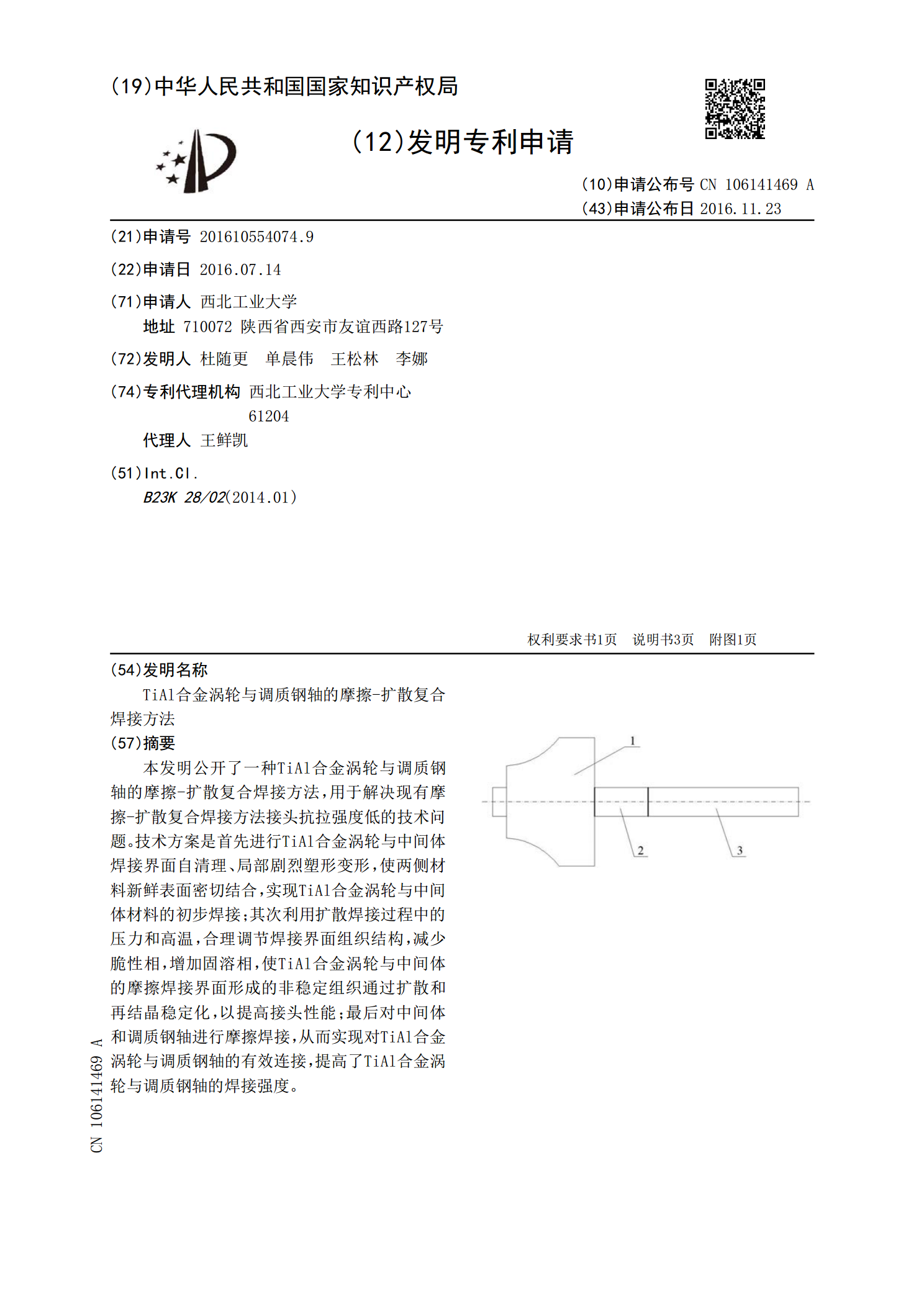
本发明公开了一种TiAl合金涡轮与调质钢轴的摩擦‑扩散复合焊接方法,用于解决现有摩擦‑扩散复合焊接方法接头抗拉强度低的技术问题。技术方案是首先进行TiAl合金涡轮与中间体焊接界面自清理、局部剧烈塑形变形,使两侧材料新鲜表面密切结合,实现TiAl合金涡轮与中间体材料的初步焊接;其次利用扩散焊接过程中的压力和高温,合理调节焊接界面组织结构,减少脆性相,增加固溶相,使TiAl合金涡轮与中间体的摩擦焊接界面形成的非稳定组织通过扩散和再结晶稳定化,以提高接头性能;最后对中间体和调质钢轴进行摩擦焊接,从而实现对TiA

一种钛铝合金涡轮与42CrMo钢轴的连接方法.pdf
本发明介绍了一直钛铝合金涡轮与42CrMo钢轴的连接方法,涡轮部件的钛铝合金涡轮与中间过渡轴、中间过渡轴与42CrMo钢轴分别以摩擦焊接方式结合;接触部位为凸台和凹槽结合,凸台和凹槽为轴向截面为等腰梯形,底边和斜边的夹角为30°~60°;顶边和底边的长度比为0.3~0.7,梯形的顶边构成的平面面积与轴的横截面面积比例为0.01~0.1。本发明通过增大焊接面的有效接触面积,切实提高了整个结构的结合强度,且工艺简单,可以批量生产;焊接后断裂全部在钛铝母材区域,可大大提高涡轮增压效率,增强发动机瞬时响应性,降低

一种提高高温合金涡轮盘和42CrMo调质钢轴摩擦焊接头强度的方法.pdf
本发明公开一种提高高温合金涡轮盘和42CrMo调质钢轴摩擦焊接头强度的方法,属于汽车发动机零部件焊接技术领域。该方法首先在高温合金涡轮盘一侧设置长度3~5mm的回转凸台作为焊接接触面,连续驱动摩擦焊,使高温合金涡轮盘与42CrMo调质钢轴形成冶金结合;焊接完成后,对连接件进行3个小时550℃的回火热处理。使用本发明方法能够使连接件接头的室温拉伸强度由现有技术的600MPa提高到820MPa,通过本发明方法能够稳定地获得高强度的K418/42CrMo异种金属的焊接接头,并应用到实际产品的生产过程中。

一种钛铝合金涡轮与钢轴的电阻钎焊焊接方法.pdf
本发明介绍了一种钛铝合金涡轮与钢轴的电阻钎焊焊接方法,其特征是:将钎料加入铝涡轮与钢轴中间,利用电阻热使中间钎料熔化,然后施加顶锻压力,保持一段时间后将零件卸下并对零件进行去应力退火,得到涡轮与钢轴的组合部件。发明的钛铝合金涡轮与钢轴的电阻钎焊焊接方法,利用电阻热进行加热的连接方法,可以使整个端面温度更均匀,焊接后接头组织和性能均匀性好,因此焊缝强度较普通钎焊更高,可以达到190MPa,同时生产效率更高,更易实现批量生产。采用此方法的焊接件满足涡轮增压器的使用环境要求。