
基于可重复刃磨的面齿轮滚刀设计方法.pdf

努力****弘毅

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

基于可重复刃磨的面齿轮滚刀设计方法.pdf
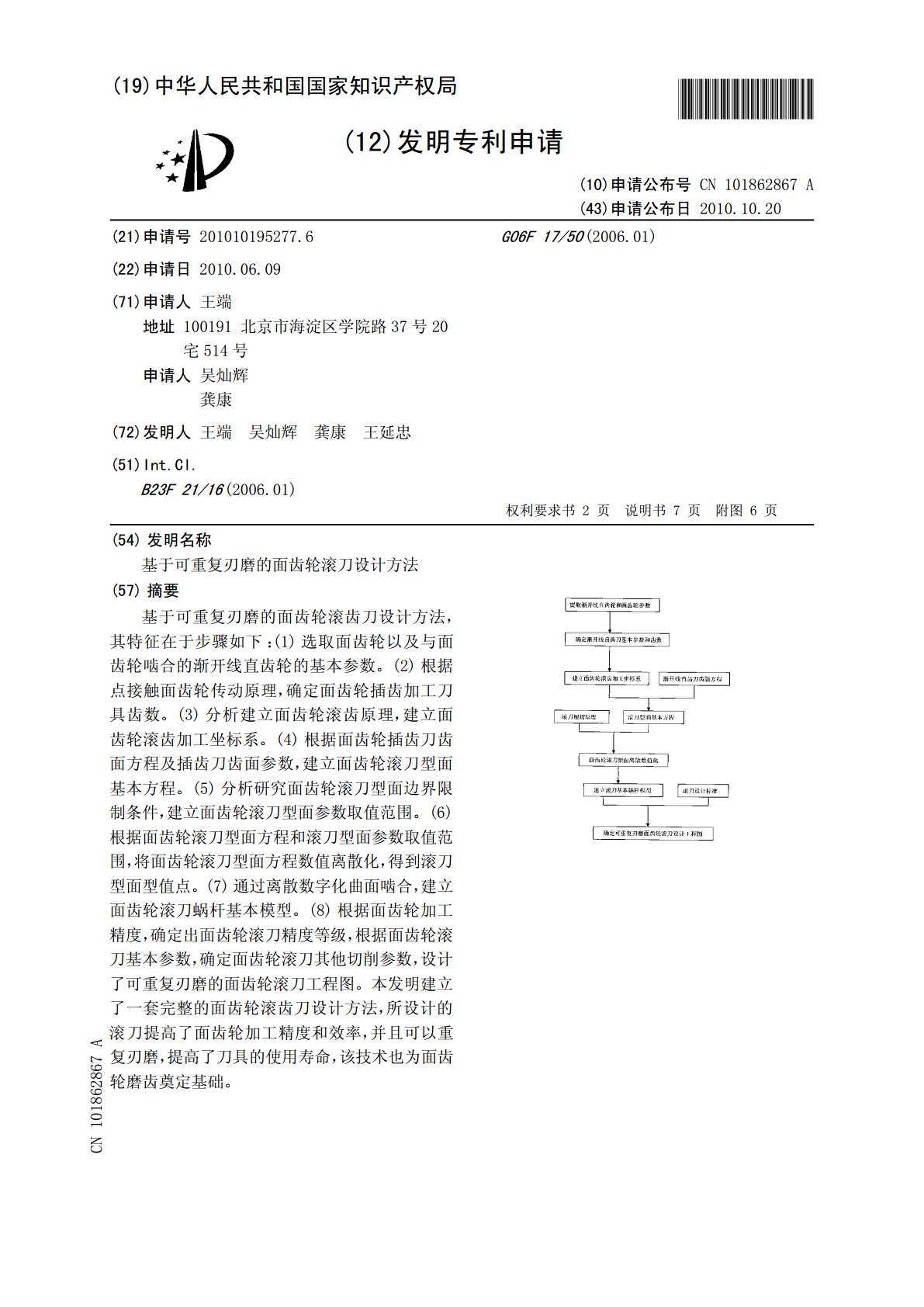
基于可重复刃磨的面齿轮滚齿刀设计方法,其特征在于步骤如下:(1)选取面齿轮以及与面齿轮啮合的渐开线直齿轮的基本参数。(2)根据点接触面齿轮传动原理,确定面齿轮插齿加工刀具齿数。(3)分析建立面齿轮滚齿原理,建立面齿轮滚齿加工坐标系。(4)根据面齿轮插齿刀齿面方程及插齿刀齿面参数,建立面齿轮滚刀型面基本方程。(5)分析研究面齿轮滚刀型面边界限制条件,建立面齿轮滚刀型面参数取值范围。(6)根据面齿轮滚刀型面方程和滚刀型面参数取值范围,将面齿轮滚刀型面方程数值离散化,得到滚刀型面型值点。(7)通过离散数字化曲面

刃磨齿轮滚刀新方法.docx
刃磨齿轮滚刀新方法刃磨齿轮滚刀新方法摘要:本文介绍了一种刃磨齿轮滚刀的新方法。传统的刃磨齿轮滚刀存在着刃磨难度大、效率低、精度不高等问题。针对这些问题,本文提出了一种基于数控刀具磨床的刃磨齿轮滚刀新方法。该方法能够通过数控刀具磨床对齿轮滚刀进行快速、高效、精确的刃磨,提高了齿轮滚刀的刃磨质量和生产效率。关键词:刃磨;齿轮滚刀;数控刀具磨床;刃磨质量;生产效率一、引言齿轮滚刀是齿轮加工中重要的切削工具之一,其刃磨质量直接影响齿轮的加工精度和使用寿命。传统的刃磨齿轮滚刀方法存在着刃磨难度大、效率低、精度不高等
滚刀的修复刃磨方法及装置.pdf
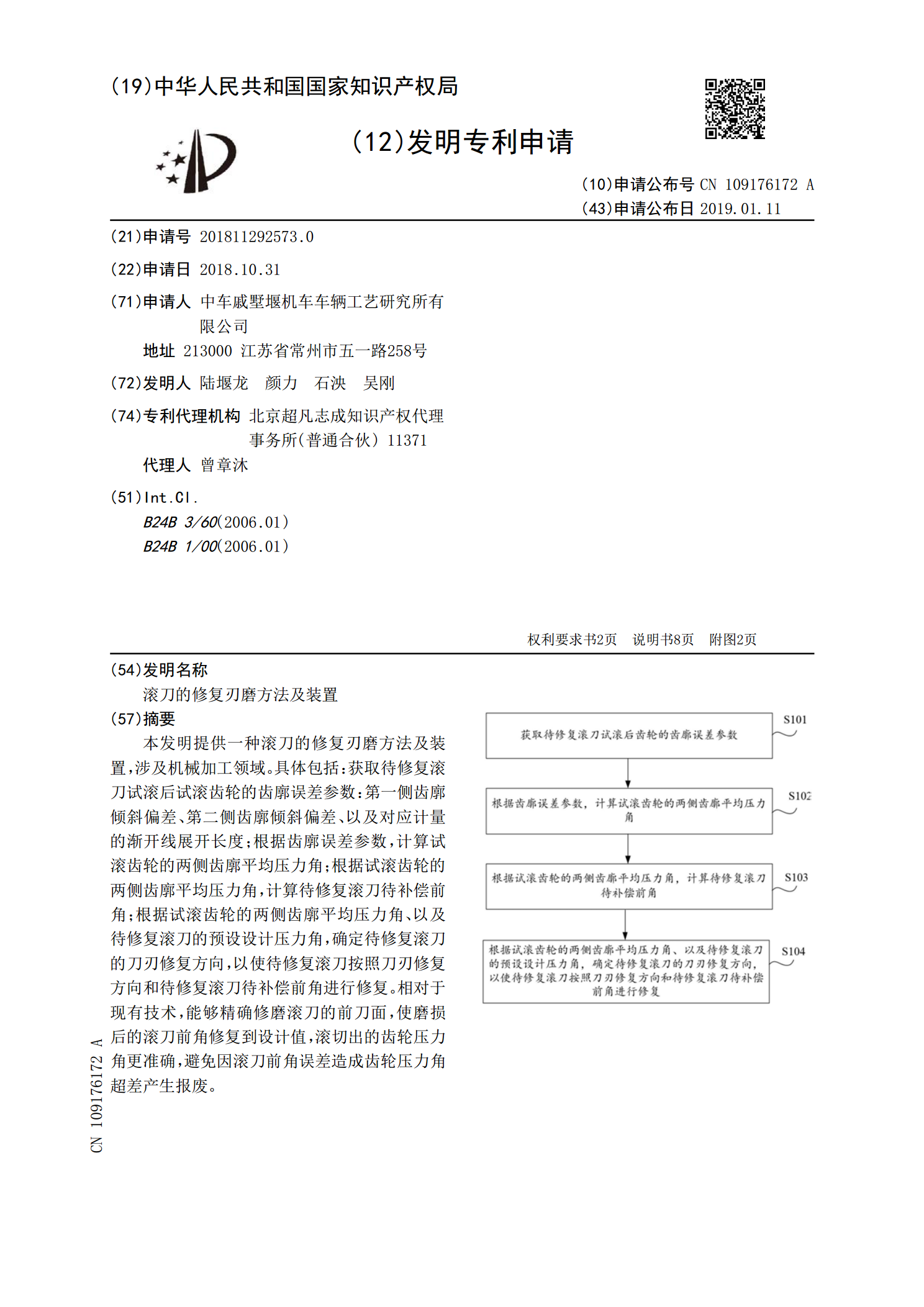
本发明提供一种滚刀的修复刃磨方法及装置,涉及机械加工领域。具体包括:获取待修复滚刀试滚后试滚齿轮的齿廓误差参数:第一侧齿廓倾斜偏差、第二侧齿廓倾斜偏差、以及对应计量的渐开线展开长度;根据齿廓误差参数,计算试滚齿轮的两侧齿廓平均压力角;根据试滚齿轮的两侧齿廓平均压力角,计算待修复滚刀待补偿前角;根据试滚齿轮的两侧齿廓平均压力角、以及待修复滚刀的预设设计压力角,确定待修复滚刀的刀刃修复方向,以使待修复滚刀按照刀刃修复方向和待修复滚刀待补偿前角进行修复。相对于现有技术,能够精确修磨滚刀的前刀面,使磨损后的滚刀前
滚齿刀的刃磨ppt课件.ppt
滚刀的刃磨数控滚刀检查仪DIN3968检查新滚刀零度前角滚刀刃磨时砂轮的位置零度前角滚刀刃磨时砂轮的位置滚刀刃磨的运动砂轮的修整及砂轮位置的确定滚刀刃磨的操作过程负前角滚刀砂轮位置的确定正前角滚刀滚刀刃磨时砂轮位置砂轮的选择和切削用量砂轮的选择和切削用量滚刀刃磨的检查项目和精度滚刀刃磨的检查项目和精度检查滚刀前刀面的径向性检查滚刀前刀面的径向性滚刀前刀面等分精度的检查最简单的检查仪器和方法前刀面的累积误差测量结果

刃磨滚刀的砂轮截形修整原理及方法.docx
刃磨滚刀的砂轮截形修整原理及方法刃磨滚刀是一项非常重要的机械加工工艺,在日常生产中经常被用到。刃磨滚刀需要利用砂轮进行加工,而砂轮的切削力和砂轮表面质量直接影响着刃磨滚刀的加工质量和效率。因此,砂轮的截形修整在刃磨滚刀加工过程中扮演着非常重要的角色。本论文将从砂轮截形修整的原理和方法两个方面展开,对这一问题进行探讨。一、砂轮截形修整的原理1.砂轮截形的概念:在砂轮的使用过程中,由于受到切削力的作用,会导致砂轮的表面形状发生变化。这种变化会直接影响砂轮的切削能力和使用寿命,同时也会对加工质量和效率产生影响。