
一种汽车发动机凸轮轴及其加工方法.pdf

努力****弘毅


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车发动机凸轮轴及其加工方法.pdf
本发明涉及一种汽车发动机凸轮轴及其加工方法,能够有效解决凸轮轴加工过程中,凸轮两侧存在的飞边和毛刺问题。技术方案:凸轮轴上装有凸轮,其特征在于:凸轮的两侧设有凸台。

一种汽车发动机凸轮轴加工工艺.pdf
本发明公开了一种汽车发动机凸轮轴加工工艺,其特征在于,包括如下步骤:(1)选择上等质量的毛坯进行检查,是否存在瑕疵;(2)用端面铣床在毛坯中心位置钻孔,钻油孔,去除毛刺;(3)粗磨全部轴径,台肩;(4)清理根槽并去除毛刺;(5)校直轴杆;(6)精磨各主轴径、小轴径、台肩及第一主轴径前端面;(7)粗精磨全部凸轮后去除毛刺;(8)探伤;(9)抛光;(10)清洗;(11)进行质检后涂防锈液。通过上述方式,本发明能够提高汽车发动机凸轮轴的耐磨性、润滑性和强度以及支撑力。

一种凸轮轴及其加工方法.pdf
本发明公开了一种凸轮轴及其加工方法,凸轮轴上设有止推面和多个间隔设置的凸轮,凸轮包括:工作部,工作部与挺柱相接触;两个辅助部,两个辅助部对称设置在工作部的两侧,辅助部的纵截面的形状与工作部的纵截面的形状相同但等比例缩小,使得辅助部的端面的边缘上各点与凸轮轴的轴线之间的距离小于工作部的外表面上对应的点与凸轮轴的轴线之间的距离。本发明的凸轮的横截面中间高两头低,避免凸轮的两侧存在尖边而导致凸轮与挺柱相互磨损,同时这样的结构使得磨削凸轮的过程中砂轮必须相对于止推面进行定位,才能确保凸轮与挺柱的偏心量,提高了凸轮
发动机上进气凸轮轴OCV阀座及其加工方法.pdf
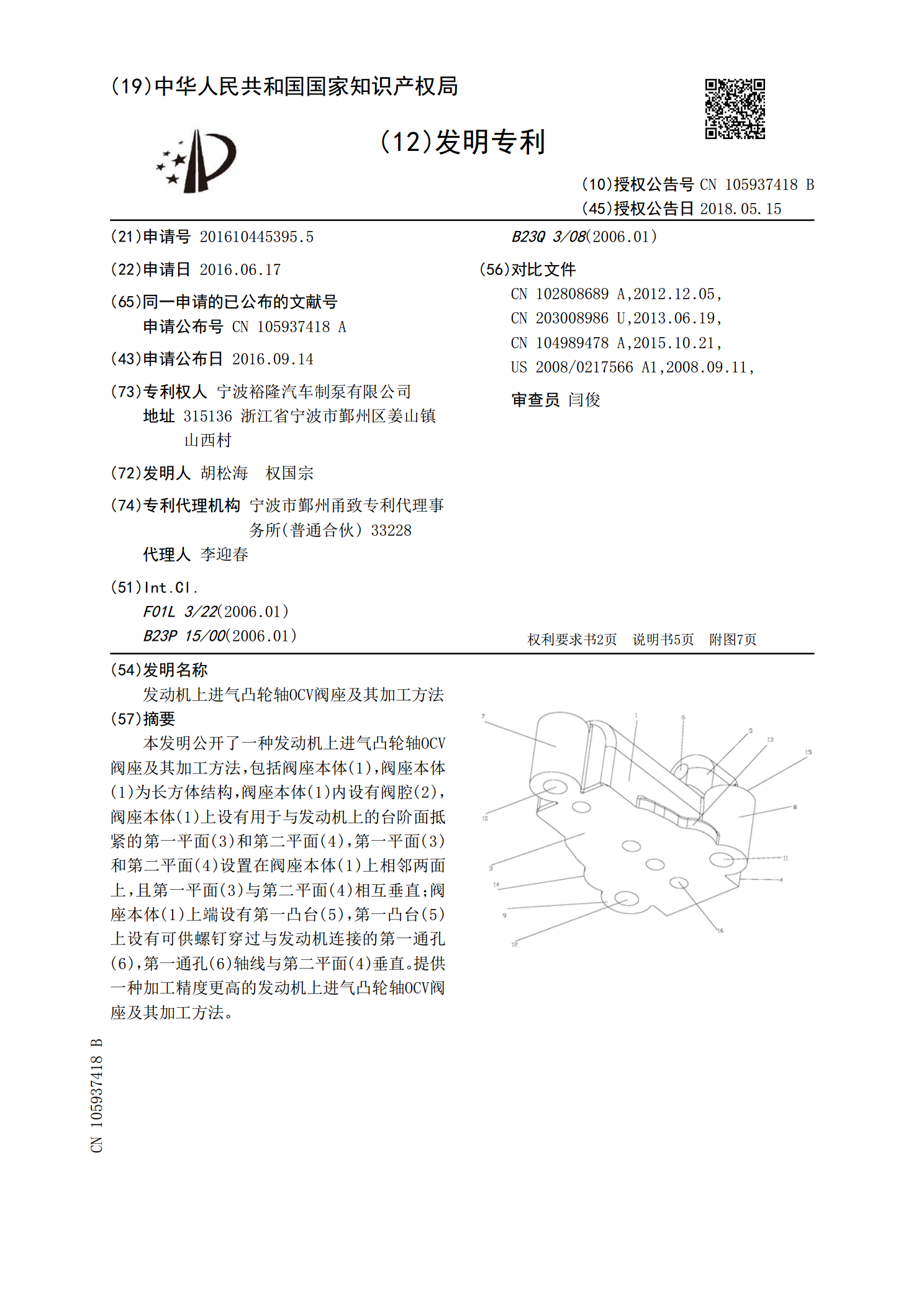
本发明公开了一种发动机上进气凸轮轴OCV阀座及其加工方法,包括阀座本体(1),阀座本体(1)为长方体结构,阀座本体(1)内设有阀腔(2),阀座本体(1)上设有用于与发动机上的台阶面抵紧的第一平面(3)和第二平面(4),第一平面(3)和第二平面(4)设置在阀座本体(1)上相邻两面上,且第一平面(3)与第二平面(4)相互垂直;阀座本体(1)上端设有第一凸台(5),第一凸台(5)上设有可供螺钉穿过与发动机连接的第一通孔(6),第一通孔(6)轴线与第二平面(4)垂直。提供一种加工精度更高的发动机上进气凸轮轴OCV

一种汽车发动机缸盖导油孔加工机床及其方法.pdf
本发明公开了一种汽车发动机气缸盖导油孔的加工机床及其方法。机床床身两侧分别设有左主轴箱和右主轴箱,机床床身中间设有横向滑板,左主轴箱上设有左调速电动机,左调速电动机通过左带轮、与左主轴箱相连,左主轴箱与左三爪卡盘、左钻套、左钻头顺次相连,右主轴箱上设有右调速电动机,右调速电动机通过右带轮与右主轴箱相连,右主轴箱与右三爪卡盘、右钻套、右钻头顺次相连;横向滑板上设有纵向滑板,纵向滑板上设有固定及定位装置,横向滑板侧面设有横向进给手柄、纵向进给手柄。本发明使用方法简单,对工人的技术水平要求低,且是由普通钻床上改