
汽轮发电机转子线圈鸽尾槽铣削头.pdf

宜然****找我


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽轮发电机转子线圈鸽尾槽铣削头.pdf
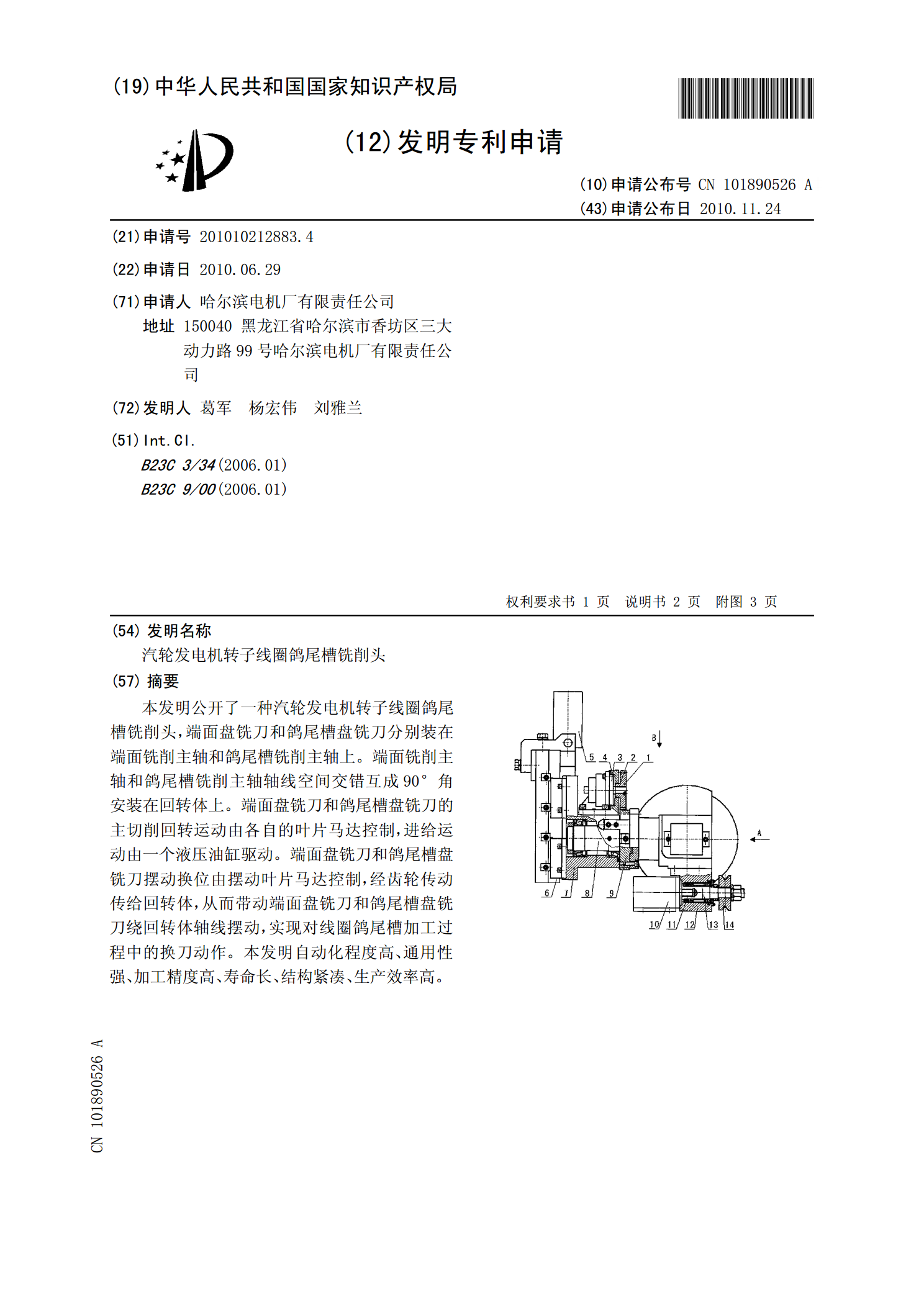
本发明公开了一种汽轮发电机转子线圈鸽尾槽铣削头,端面盘铣刀和鸽尾槽盘铣刀分别装在端面铣削主轴和鸽尾槽铣削主轴上。端面铣削主轴和鸽尾槽铣削主轴轴线空间交错互成90°角安装在回转体上。端面盘铣刀和鸽尾槽盘铣刀的主切削回转运动由各自的叶片马达控制,进给运动由一个液压油缸驱动。端面盘铣刀和鸽尾槽盘铣刀摆动换位由摆动叶片马达控制,经齿轮传动传给回转体,从而带动端面盘铣刀和鸽尾槽盘铣刀绕回转体轴线摆动,实现对线圈鸽尾槽加工过程中的换刀动作。本发明自动化程度高、通用性强、加工精度高、寿命长、结构紧凑、生产效率高。

汽轮发电机转子线圈通风孔铣削头.pdf
本发明公开了一种汽轮发电机转子线圈通风孔铣削头,铣孔刀杆上装有两把铣孔盘铣刀,通过隔套隔开并确定间距。倒角主轴上装有两把倒角盘铣刀,通过隔套隔开并确定间距。铣孔主轴、倒角主轴和主电机均安装在回转体上。铣孔盘铣刀和倒角盘铣刀的切削转速由主电机经各自的齿轮传动传入。铣孔盘铣刀和倒角盘铣刀的摆动由伺服电机控制,经伺服减速器、齿轮传动传给回转体,从而带动铣孔盘铣刀和倒角盘铣刀绕回转体轴线交错摆动进退刀,实现对线圈通风孔的铣削和倒角加工。本发明刀具寿命高,自动化程度高,通用性好,密封性好,操作附助工作

大型汽轮发电机转子线圈槽衬切边定位导向装置.pdf
本发明公开了一种大型汽轮发电机转子线圈槽衬切边定位导向装置,由模板、压辊、压辊架、调整垫、分料板Ⅰ、分料板Ⅱ、滚轮和聚氨酯衬板等组成,在模板中部两侧对称安装调整垫、压辊架和压辊,模板尾部两侧安装分料板Ⅰ、分料板Ⅱ,模板中部两侧粘接聚氨酯衬板,模板底部槽内安装滚轮,加工槽衬时槽衬从模板前端进入,通过压辊、聚氨酯衬板和滚轮定位导向,加工时,槽衬向模板边后移动,槽衬通过分料板出去,这种结构定位准确,一次安装完成,可以长时间使用,由于压辊位置可调,可以加工不同厚度的槽衬,采用相同结构的模版,安装尺寸相同,可以加工
核电转子枞树型轮槽分区隔槽铣削技术研究.pptx
汇报人:目录PARTONEPARTTWO技术定义技术背景技术重要性PARTTHREE技术原理实现方法技术特点PARTFOUR应用领域应用实例技术效果评估PARTFIVE技术发展趋势技术发展面临的挑战技术发展前景展望PARTSIX技术推广策略技术普及措施社会效益分析THANKYOU

大型汽轮发电机线圈铣削加工中心的研制.doc
东方电机股份有限公司生产的30万千瓦、60万千瓦汽轮发电机,其线圈加工工艺特殊,线圈加工质量直接关系到发电机效率及安全。大型汽轮发电机转子线圈铜排上的透风孔,其外形及排列情况直接决定着汽轮发电机的散热,进而影响到汽轮发电机的可靠性、稳定性及效率。因此,东电自行研制了线圈铣削加工中心。1线圈铣削加工中心的机械架构如图1所示,线圈铣削加工中心由1#~4#四个铣削头和一个工作台组成。1#~4#四个铣削头可根据需要分别作上下运动。每个铣削头由A、C两个圆盘铣刀和1个棒铣刀B组成;圆盘铣刀A进行铣通孔加工、圆盘铣刀