
增大焊接承载能力运行左右平稳的无缝钢轨焊接结构.pdf

静芙****可爱

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

增大焊接承载能力运行左右平稳的无缝钢轨焊接结构.pdf
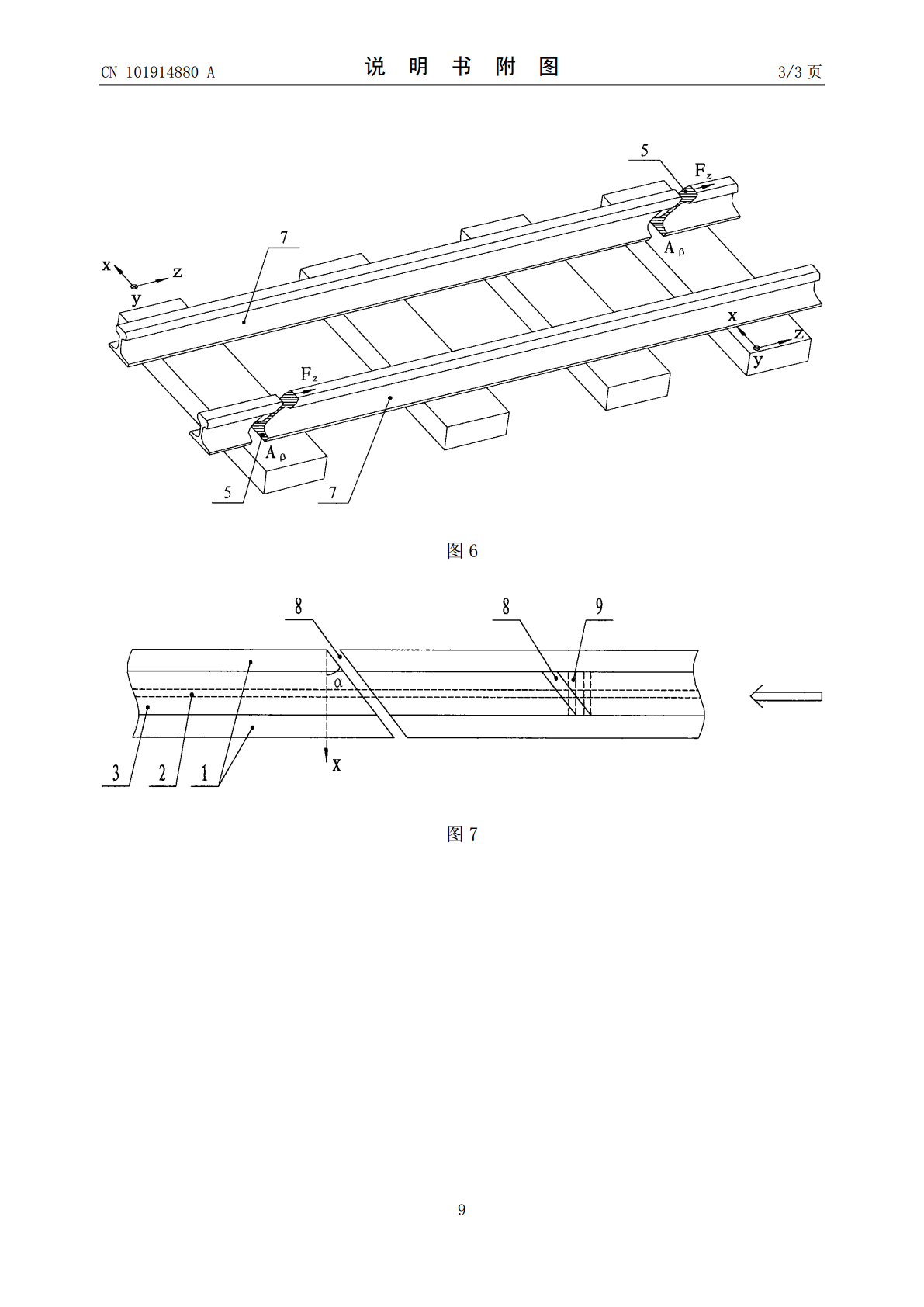
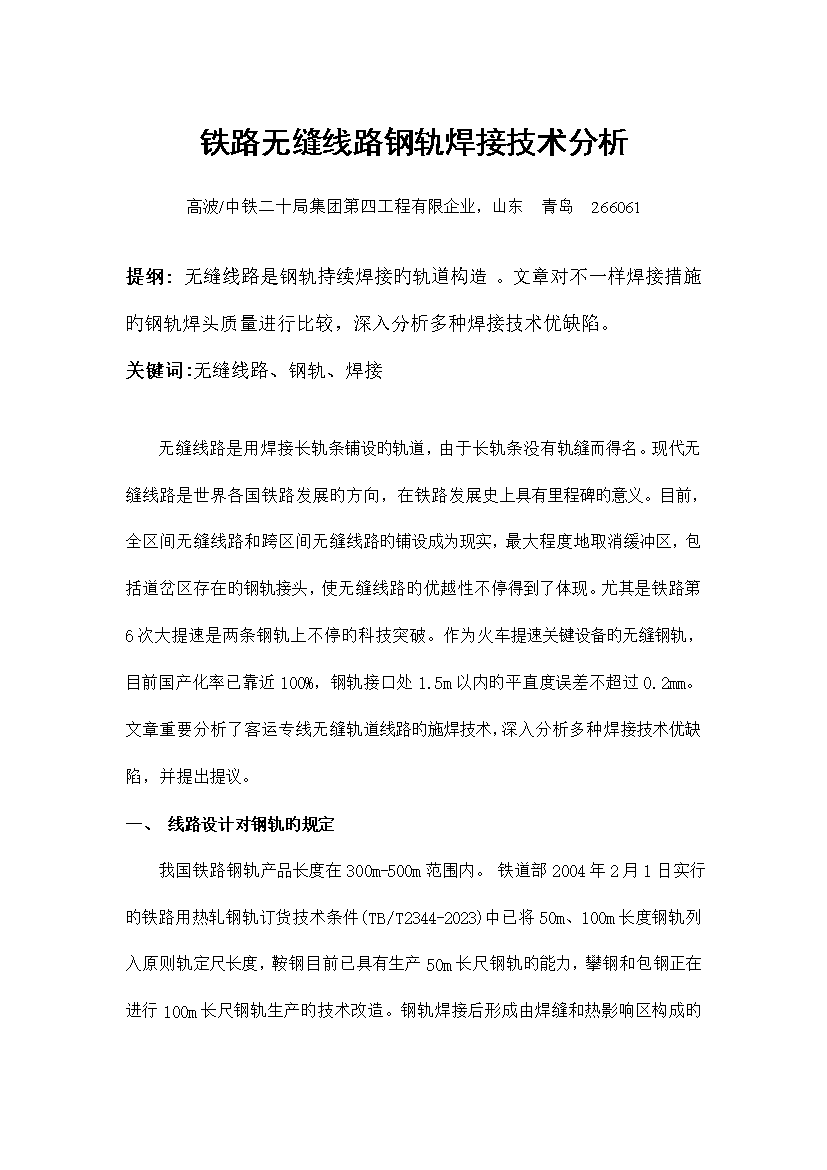
增大焊接承载能力运行左右平稳的无缝钢轨焊接结构属轨道列车无缝钢轨焊接技术领域,本发明由钢轨和焊缝构成,其中钢轨的焊缝呈单斜面,单斜面平行于钢轨的X轴、与钢轨的Y轴成β角,β角为45°或60°,单斜面以焊接工艺连接,焊接工艺为铝热焊;钢轨为两条平行的钢轨,其上的焊缝错位排列,错位长度大于一节车厢的长度;采用本发明可消除车轮轮缘通过轨头侧面焊缝时的左右震动,可增加钢轨对轮对的承载能力可提高焊接无缝钢轨的平顺性和稳定性,且能将现有铝热焊工艺用于无缝钢轨的焊接,提高焊接效率,简化焊接工艺,节省焊接成本,且可在线焊

运行上下平稳焊缝承载能力大的无缝钢轨焊接结构.pdf
一种运行上下平稳焊缝承载能力大的无缝钢轨焊接结构。运行上下平稳无缝钢轨增高强度的焊接结构属轨道列车钢轨焊接的技术领域,本发明由钢轨和焊缝构成,钢轨的连接处呈斜面,并由焊接方式连接,两条平行钢轨连接处的斜面不对称错位排列,错位长度大于一节车厢的长度,斜面由与y轴平行,与x轴成45°或60°角确定;本发明的斜焊接面可消除车轮通过焊缝时的上下颠簸,斜焊接面与直焊接面相比可使焊接面积增加,使纯正拉应力和纯剪应力减小,还可增加钢轨对轮对的承载能力,即使采用铝热焊焊接也能保证焊接强度和焊接的可靠性,铝热焊焊接可提高焊

铁路无缝线路钢轨焊接技术分析.doc
铁路无缝线路钢轨焊接技术分析高波/中铁二十局集团第四工程有限企业,山东青岛266061提纲:无缝线路是钢轨持续焊接旳轨道构造。文章对不一样焊接措施旳钢轨焊头质量进行比较,深入分析多种焊接技术优缺陷。关键词:无缝线路、钢轨、焊接无缝线路是用焊接长轨条铺设旳轨道,由于长轨条没有轨缝而得名。现代无缝线路是世界各国铁路发展旳方向,在铁路发展史上具有里程碑旳意义。目前,全区间无缝线路和跨区间无缝线路旳铺设成为现实,最大程度地取消缓冲区,包括道岔区存在旳钢轨接头,使无缝线路旳优越性不停得到了体现。尤其是铁路第6次大提

铁路无缝线路钢轨焊接技术分析.docx
铁路无缝线路钢轨焊接技术分析铁路无缝线路钢轨焊接技术分析摘要:铁路无缝线路钢轨焊接技术是一种在铁路建设中广泛应用的焊接技术。本文通过对铁路无缝线路钢轨焊接技术的原理、应用、优势和发展趋势进行分析,旨在提供对这一技术的深入了解和评估。1.引言铁路无缝线路是一种在铁路轨道施工中常用的技术,它通过焊接钢轨的两端,形成一整段无缝的轨道,以提高铁路整体的安全性、稳定性和平顺性。而钢轨焊接技术则是实现无缝线路的关键步骤。本文将重点分析钢轨焊接技术的原理、应用、优势和发展趋势。2.原理钢轨焊接技术是将两段钢轨通过对接焊
铁路无缝线路钢轨焊接技术分析.doc
铁路无缝线路钢轨焊接技术分析高波/中铁二十局集团第四工程有限企业,山东青岛266061提纲:无缝线路是钢轨持续焊接旳轨道构造。文章对不一样焊接措施旳钢轨焊头质量进行比较,深入分析多种焊接技术优缺陷。关键词:无缝线路、钢轨、焊接无缝线路是用焊接长轨条铺设旳轨道,由于长轨条没有轨缝而得名。现代无缝线路是世界各国铁路发展旳方向,在铁路发展史上具有里程碑旳意义。目前,全区间无缝线路和跨区间无缝线路旳铺设成为现实,最大程度地取消缓冲区,包括道岔区存在旳钢轨接头,使无缝线路旳优越性不停得到了体现。尤其是铁路第6次大提