
一种双轴动平衡方法及其无线监控装置.pdf

小琛****82


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双轴动平衡方法及其无线监控装置.pdf
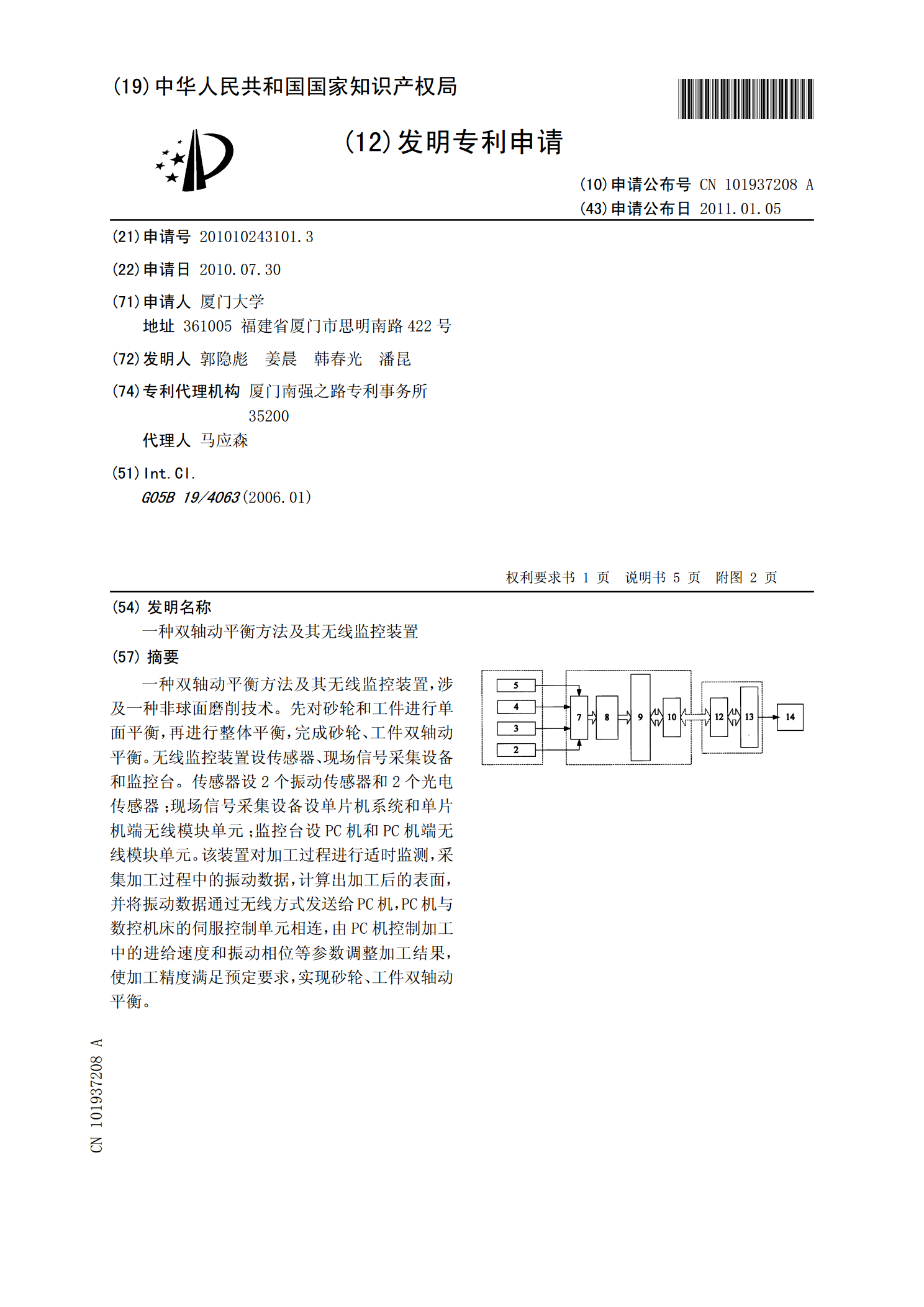
一种双轴动平衡方法及其无线监控装置,涉及一种非球面磨削技术。先对砂轮和工件进行单面平衡,再进行整体平衡,完成砂轮、工件双轴动平衡。无线监控装置设传感器、现场信号采集设备和监控台。传感器设2个振动传感器和2个光电传感器;现场信号采集设备设单片机系统和单片机端无线模块单元;监控台设PC机和PC机端无线模块单元。该装置对加工过程进行适时监测,采集加工过程中的振动数据,计算出加工后的表面,并将振动数据通过无线方式发送给PC机,PC机与数控机床的伺服控制单元相连,由PC机控制加工中的进给速度和振动相位等参数调整加工

一种无功补偿装置无线远程监控系统及其方法.pdf
本发明公开了一种无功补偿装置无线远程监控系统及其方法,系统包括:CAN总线通信电路和无线收发模块,CAN总线通信电路和无线收发模块组成无线远程监控系统的一个监控节点,CAN总线通信电路包括微控制器和CAN总线收发器,微控制器采集无功补偿装置监控节点上的数据,并通过eCAN控制器将采集数据发送至CAN总线收发器,再由无线收发模块通过GPRS和Internet网络发送至服务器,在服务器端建立数据库,存储管理不同节点的数据,并通过数据库得到电网电能质量信息,服务器沿着同样的路径向无功补偿装置发出动作执行信号。本

一种动平衡测量装置及其方法.pdf
本发明公开了一种动平衡测量装置及其方法,该测量装置包括动平衡机和供电测速装置;动平衡机包括振动测量部件和动平衡机解算器,其中所述的振动测量部件包括:振动测量部件设有一支架,所述的支架设有一传感器,用于测量动量轮转子引起的振动得到振动测量数据;供电测速装置驱动动量轮转子转动,测量动量轮转子转速同时预设并检测电机电气零位;动平衡机解算器根据获取动量轮转子转速和电机电气零位并结合振动测量数据得出动量轮的不平衡量及其相对位置。本发明利用动量轮上已有的安装接口,辅以配重轮将动量轮置于支架的单侧,利用供电测速装置来获

一种滑块动平衡监控装置.pdf
一种滑块动平衡监控装置。在确保设备可靠运行的前提下,维护、调整简单,成本低廉。滑块活动连接在机架上,包括拉索、滚轮一、滚轮二、连接座、打头座和行程开关;行程开关、连接座和打头座固定连接在机架上;滚轮一和滚轮二分别设置在滑块两侧;拉索绕过滚轮一和滚轮二,拉索两端分别连接座和打头座相连;打头座上设有行程撞杆,行程撞杆上设有能触动行程开关的操控结构。当滑块上下平稳运行时,拉索两端的高度不变,打头座一端的拉索不会被拉动或反向被拉动,说明整个设备处于正常运行状态。一旦滑块出现偏斜,绕设于其上的拉索“设计长度”会出现
一种双轴撕碎机及其驱动装置.pdf
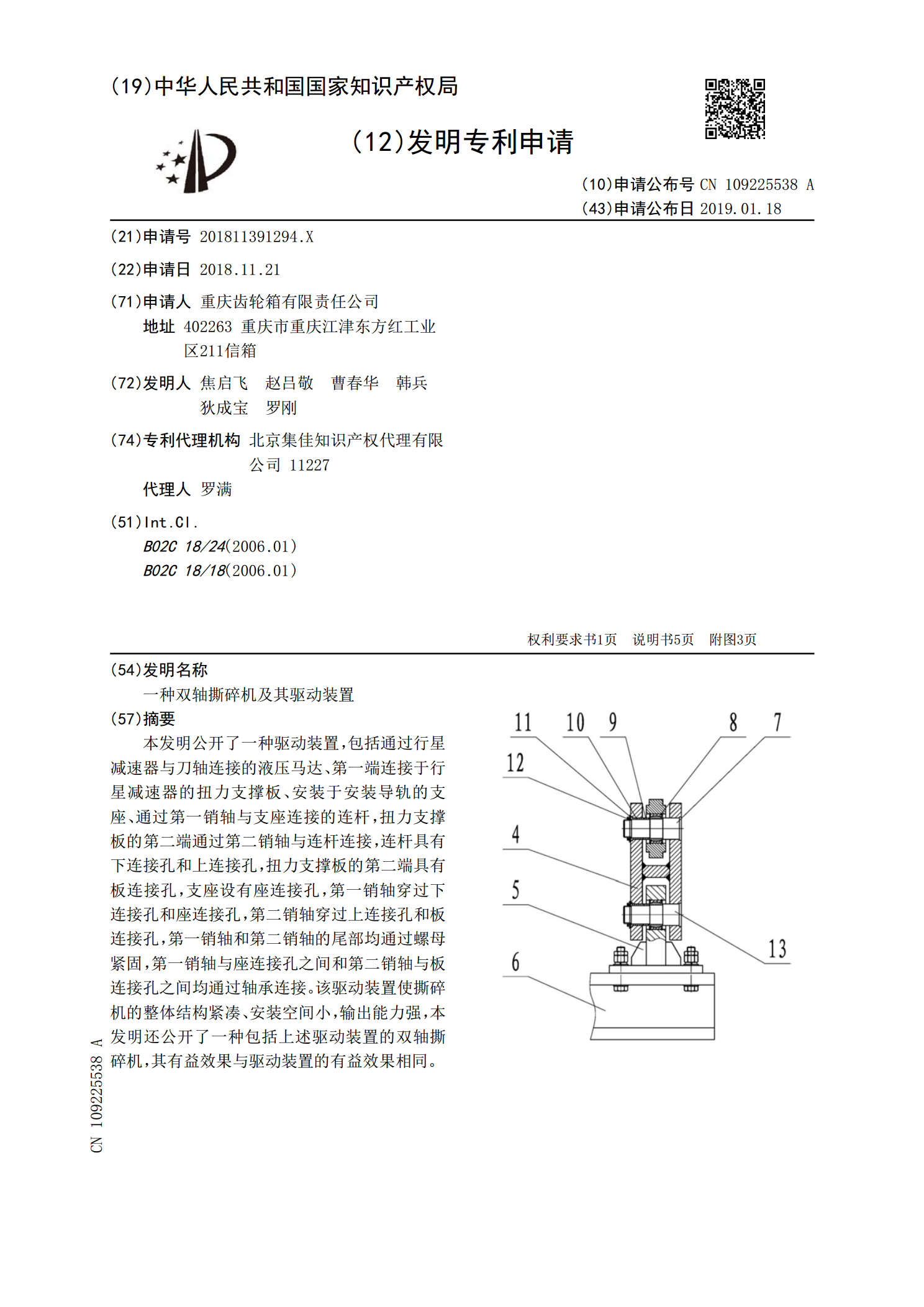
本发明公开了一种驱动装置,包括通过行星减速器与刀轴连接的液压马达、第一端连接于行星减速器的扭力支撑板、安装于安装导轨的支座、通过第一销轴与支座连接的连杆,扭力支撑板的第二端通过第二销轴与连杆连接,连杆具有下连接孔和上连接孔,扭力支撑板的第二端具有板连接孔,支座设有座连接孔,第一销轴穿过下连接孔和座连接孔,第二销轴穿过上连接孔和板连接孔,第一销轴和第二销轴的尾部均通过螺母紧固,第一销轴与座连接孔之间和第二销轴与板连接孔之间均通过轴承连接。该驱动装置使撕碎机的整体结构紧凑、安装空间小,输出能力强,本发明还公开