
异型线材的制造方法及装置.pdf

琰琬****买买


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

异型线材的制造方法及装置.pdf
本发明涉及一种电线电缆用异型线材的制造方法及装置,所述异型线材的制造方法包括如下步骤:a、提供异型线材的基材;b、基材穿入辊压成型装置中,得到初始型材;c、将步骤b得到的初始型材穿入拉拔成型装置的拉拔过渡成型区内,并依次穿过拉拔过渡成型区内若干相应拉拔过渡模座的模具,且缠绕在拉拔过渡定速鼓轮后,经过拉拔过渡成型模座内的拉拔成型模具后,得到所需形状的异型线材;d、将步骤c得到的异型线材穿入拉拔成型装置的定径成型区,得到所需的尺寸的异型线材;e、将步骤d得到的异型线材穿入拉拔成型装置的出线区,所并将异型线材输
线材卷绕装置和包括该线材卷绕装置的线材制造设备.pdf
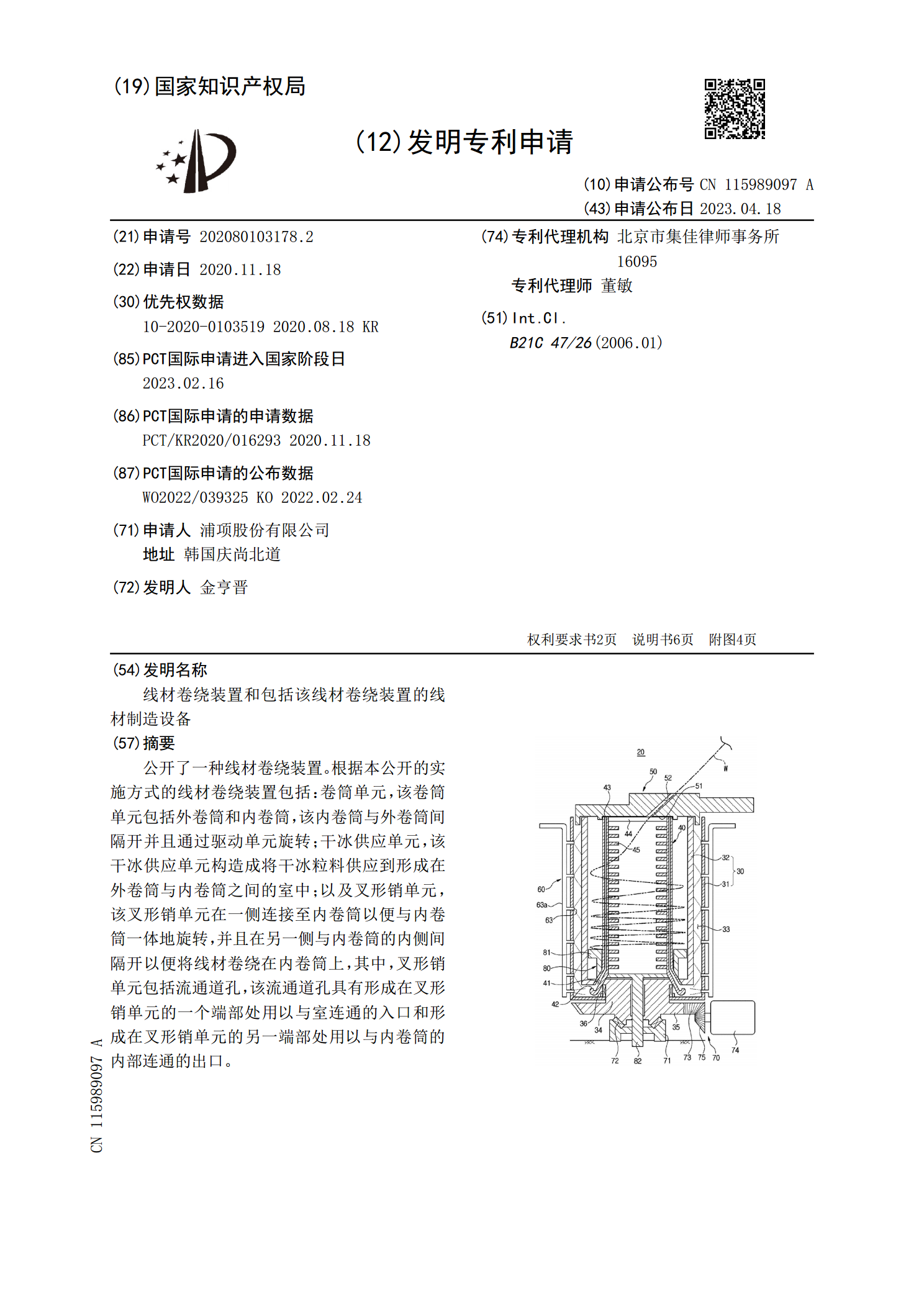
公开了一种线材卷绕装置。根据本公开的实施方式的线材卷绕装置包括:卷筒单元,该卷筒单元包括外卷筒和内卷筒,该内卷筒与外卷筒间隔开并且通过驱动单元旋转;干冰供应单元,该干冰供应单元构造成将干冰粒料供应到形成在外卷筒与内卷筒之间的室中;以及叉形销单元,该叉形销单元在一侧连接至内卷筒以便与内卷筒一体地旋转,并且在另一侧与内卷筒的内侧间隔开以便将线材卷绕在内卷筒上,其中,叉形销单元包括流通道孔,该流通道孔具有形成在叉形销单元的一个端部处用以与室连通的入口和形成在叉形销单元的另一端部处用以与内卷筒的内部连通的出口。
用于制造异型的半成品的成形装置、具有这样的成形装置的设备以及用于制造异型的半成品的方法.pdf
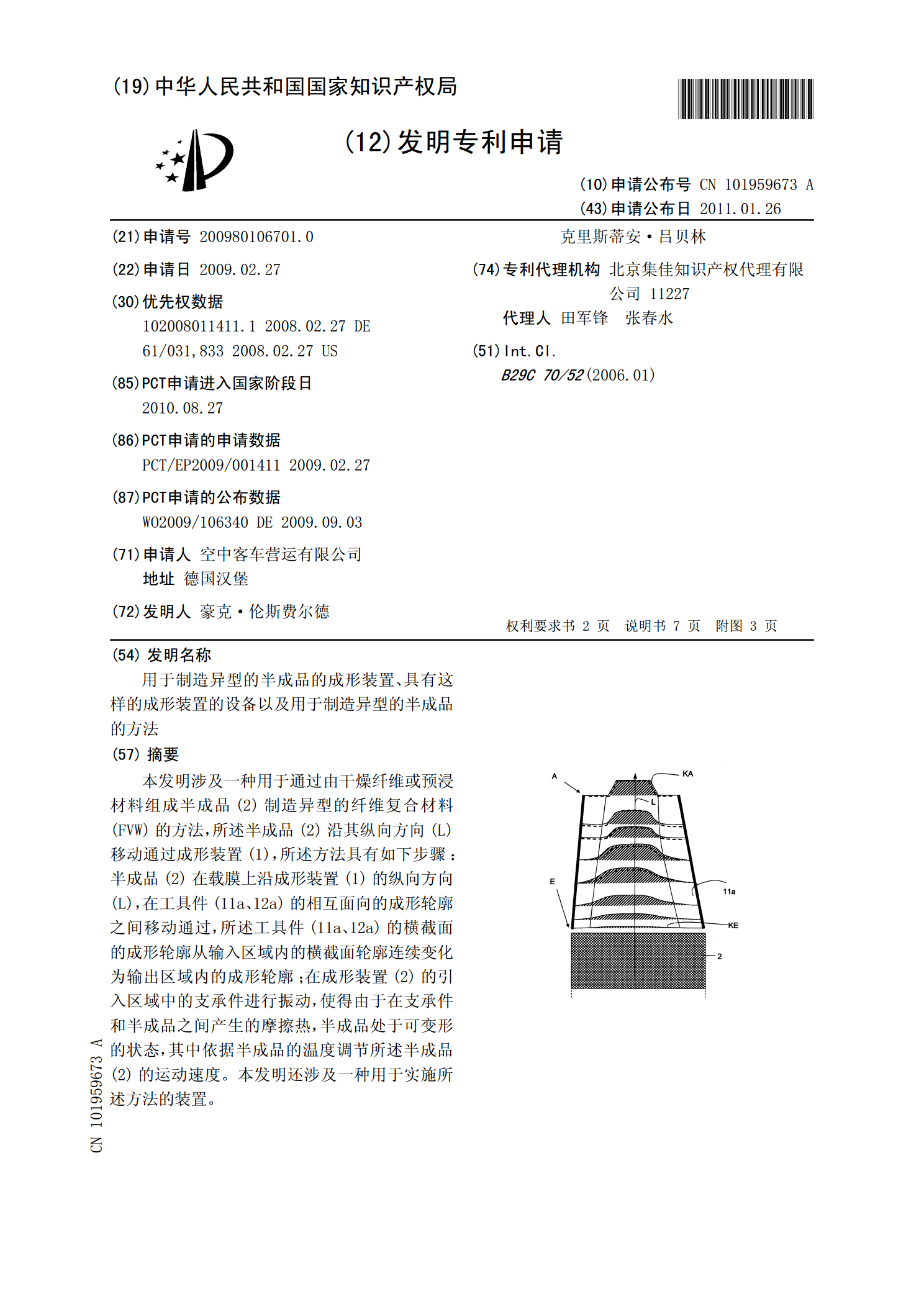
本发明涉及一种用于通过由干燥纤维或预浸材料组成半成品(2)制造异型的纤维复合材料(FVW)的方法,所述半成品(2)沿其纵向方向(L)移动通过成形装置(1),所述方法具有如下步骤:半成品(2)在载膜上沿成形装置(1)的纵向方向(L),在工具件(11a、12a)的相互面向的成形轮廓之间移动通过,所述工具件(11a、12a)的横截面的成形轮廓从输入区域内的横截面轮廓连续变化为输出区域内的成形轮廓;在成形装置(2)的引入区域中的支承件进行振动,使得由于在支承件和半成品之间产生的摩擦热,半成品处于可变形的状态,其中

异型线材拉线系统.pdf
本发明揭示了一种异型线材拉线系统,包括多模滑动式拉线机、至少一台非滑动式拉线装置以及电气控制装置,所述非滑动式拉线装置设置在所述多模滑动式拉线机的工位之后,其包括分线轮、拉线模、拉线鼓轮、驱动电机以及电气控制装置,所述拉线鼓轮位于拉线模的出线口处,所述驱动电机与拉线鼓轮连接,所述分线轮设置在所述拉线鼓轮的同一平面,所述分线轮上设有若干分线槽,所述分线槽缠绕所述线材,通过所述线材传动,所述分线轮随所述拉线鼓轮旋转,本发明能满足线材不同压缩比的需要,实现对异型线材的多级同步拉伸,有助于提高异型线材的表面质量及

用于异型线材轧制的生产线及生产方法.pdf
本发明公开了一种用于异型线材轧制的生产线及生产方法,包括依次排布的放线转轮、剥皮预处理工位、第二润滑组件、第二吹干装置、精密轧制装置、抛光工位、在线检测工位、牵引转轮组件以及收线转轮,所述剥皮预处理工位用于去除线材表面的氧化膜,所述第二润滑组件用于为线材表面涂上能够降低线材与精密轧制装置之间磨损的润滑膜,所述第二吹干装置用于去除线材表面润滑膜中的水分,通过设置剥皮预处理工位将线材表面的氧化膜去除,通过设置抛光工位降低线材表面的波纹度,提高了生产效率,提升了品质稳定性。