
高速光纤二次套塑生产设备.pdf

贤惠****66

1/6

2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高速光纤二次套塑生产设备.pdf
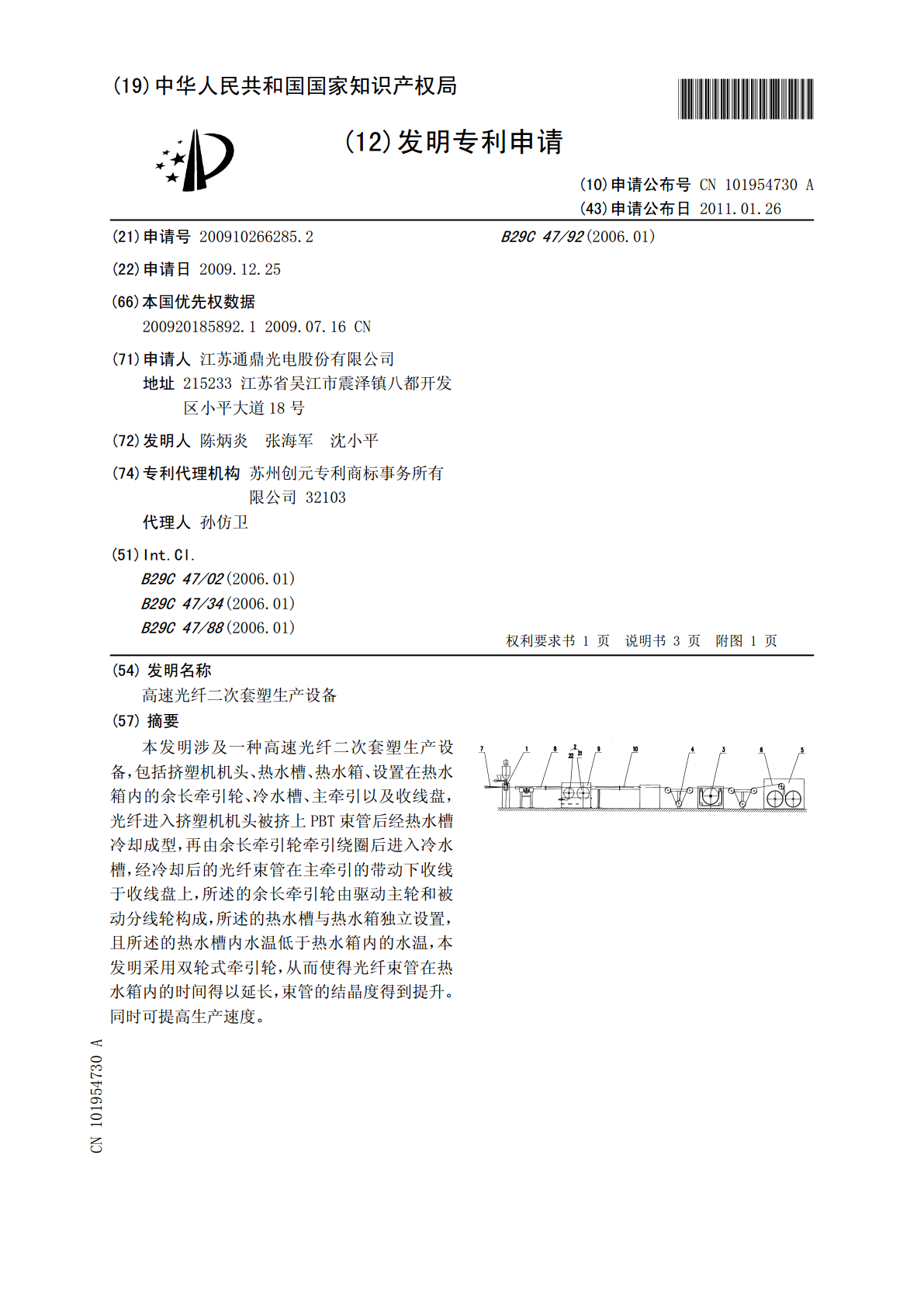
本发明涉及一种高速光纤二次套塑生产设备,包括挤塑机机头、热水槽、热水箱、设置在热水箱内的余长牵引轮、冷水槽、主牵引以及收线盘,光纤进入挤塑机机头被挤上PBT束管后经热水槽冷却成型,再由余长牵引轮牵引绕圈后进入冷水槽,经冷却后的光纤束管在主牵引的带动下收线于收线盘上,所述的余长牵引轮由驱动主轮和被动分线轮构成,所述的热水槽与热水箱独立设置,且所述的热水槽内水温低于热水箱内的水温,本发明采用双轮式牵引轮,从而使得光纤束管在热水箱内的时间得以延长,束管的结晶度得到提升。同时可提高生产速度。

高速光纤二次套塑工艺探讨 (1).doc
光纤二次套塑工艺探讨Studyforopticalfibersecondarycoatingtechnology张海军(江苏通鼎光电股份有限公司吴江215233)ZHANGHai-jun(JiangsuTongDingOptic-ElectronicStockCo.,Ltd.,Wujiang215233,China)摘要:本文介绍PBT束管的成型与余长形成机理,常规的光纤二次套塑工艺的情况和存在的问题,并提出一种改进的光纤二次套塑工艺制作方法与装置,它能够使作为光纤松套管材料的PBT得到充分结晶从而避免光
一种高速光纤二次套塑的牵引装置.pdf
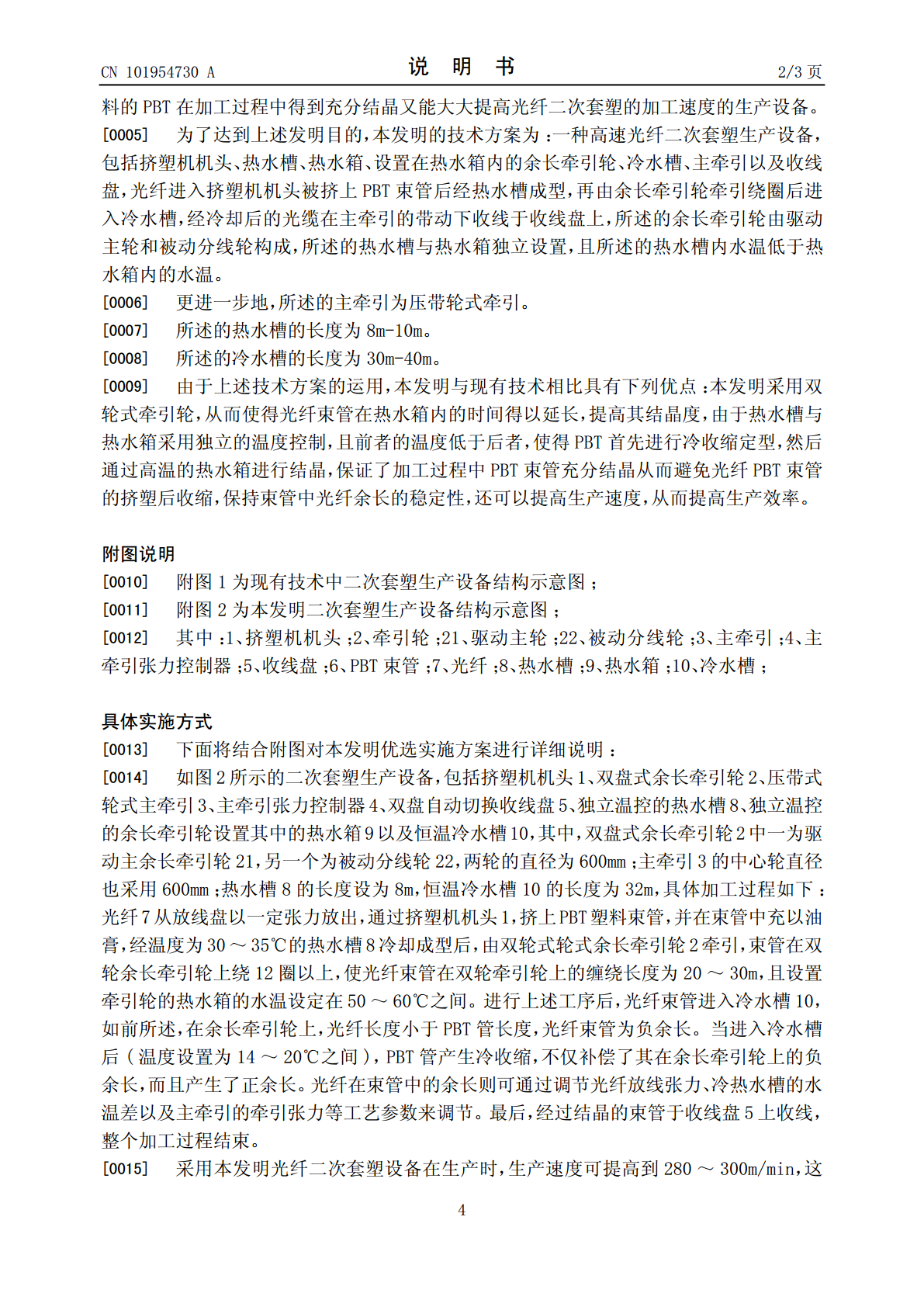
本发明公开了一种高速光纤二次套塑的牵引装置,包括牵引轮组,所述牵引轮组包括:主动牵引轮、辅助牵引轮、牵引电机、伺服电机;相对于生产线方向,所述主动牵引轮设置于所述辅助牵引轮后方,所述主动牵引轮与所述牵引电机连接,所述辅助牵引轮与所述伺服电机连接,被牵引的套管先后绕过所述辅助牵引轮和所述主动牵引轮,所述主动牵引轮由牵引电机驱动,从而带动套管,所述辅助牵引轮由伺服电机驱动,保持所述主动牵引轮和所述辅助牵引轮之间受力段套管内光纤的张力稳定。本发明可以有效避免套管高速情况下的抖动,保证套管内的光纤余长稳定,二次套

一种光纤二次塑套设备.pdf
本发明公开了一种光纤二次塑套设备,包括底板,所述底板的上侧外壁固定连接有清洗箱,且清洗箱上开设有圆孔,圆孔的内壁固定连接有两个外筒套,两个所述外筒套之间设置有清洗筒,且清洗筒的两端外壁与两个外筒套的内壁活动连接,所述清洗筒的一端外壁与一个外筒套之间安装有密封垫,且清洗筒的内壁开设有螺纹槽,螺纹槽的内壁固定连接有螺旋管,所述螺旋管的内腔设置为中空,清洗筒的一端开设有进气口,且进气口与螺旋管的一端外壁固定连接。本发明能够对初加工后进行二次塑套的光纤先进行清洁除尘,避免光纤的表面残留粉尘影响二次塑套的效果,避免
一种光纤二次套塑生产线高速切纤防甩打装置.pdf
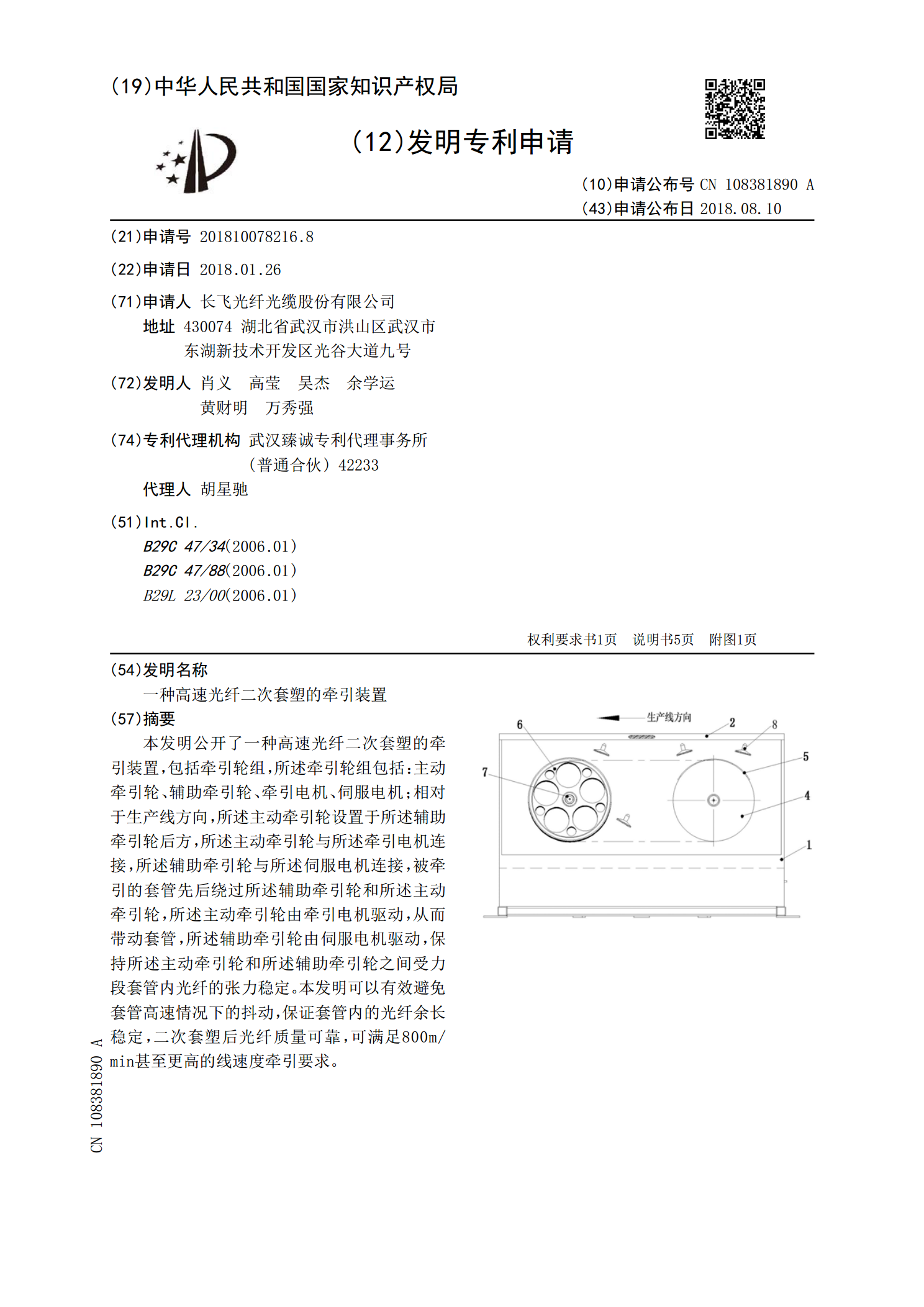
本发明公开了一种光纤二次套塑生产线高速切纤防甩打装置,包括电机、连接轴、主动轮和从动轮、定位罩壳、滑动板、切刀副、驱动装置,所述电机设置在固定座上,电机的输出轴与主动轮连接,主动轮通过连接件与从动轮连接,所述连接轴与电机的输出轴同心设置,且主动轮、从动轮与连接轴之间均通过轴承连接,并且从动轮可滑动的设置在连接轴上,所述定位罩壳包覆在主动轮和从动轮外,该定位罩壳包括连接的第一定位罩壳和第二定位罩壳,第一定位罩壳与固定座连接。该装置可以自动切断光纤并夹住高速回弹的光纤,保证安全,避免光纤甩打。